

Ремонт деталей червячных передач
Износ червячных передач заключается в истирании витков червяка и зубьев червячного колеса. Если передача испытывает ударные нагрузки, наблюдается выкрашивание зубьев червячного колеса под влиянием усталостного разрушения.
Существуют различные способы ремонта червячных передач, зависящие от характера износа.
Червячная передача работает с установившимся направлением движения, и поэтому зубья червячного колеса получают односторонний износ. Исходя из этого, переставляют червячное колесо другой стороной, если увеличенный зазор между его зубьями и витками червяка не ухудшает работу агрегата (не снижается, например, точность работы). В некоторых случаях, как и при ремонте цилиндрических зубчатых колес, подрезают бурт червячного колеса с одной стороны и прикрепляют кольцо с другой стороны. Иногда вместе с червячным колесом переставляют второй стороной (вторым концом) червяк, если сделать это позволяет конструкция передачи.
Отремонтированную и собранную червячную передачу проверяют на легкость вращения.
Червяки с сильно изношенной резьбой и червячные колеса с изношенными зубьями обычно не восстанавливают, а заменяют новыми. У червячных колес с напрессованным венцом заменяют только венец. Это делают так.
Прежде всего, снимают изношенный венец. Данную операцию выполняют на прессе, а если пресса нет, венец стачивают. С посадочных мест колеса удаляют задиры и другие повреждения, затем насаживают на колесо новый венец, обтачивают его и нарезают зубья. При обработке колеса с венцом необходимо обеспечить соосность начальной окружности колеса и шеек вала под подшипники.
В некоторых случаях при малых износах изготовляют новое червячное колесо с несколько увеличенным диаметром, а витки старого червяка шлифуют или делают новый червяк несколько большего диаметра и у старого червячного колеса углубляют впадины между зубьями (предварительно обточив колесо по наружному диаметру). Вопрос об изготовлении нового червячного колеса или ремонте старого, об изготовлении нового червяка или шлифовании резьбы старого решают, исходя не только из характера и величины износа червячной пары, но и из производственных возможностей завода.
Ремонт шкивов ременных передач
У шкивов для плоских ремней (рис. 104, а) вследствие проскальзывания ремня изнашивается обод. Его полированная поверхность утрачивает гладкость, из-за чего ухудшается сцепление между ремнем и шкивом. Наблюдаются также надломы обода, трещины на спицах, износ посадочного отверстия и шпоночного паза.
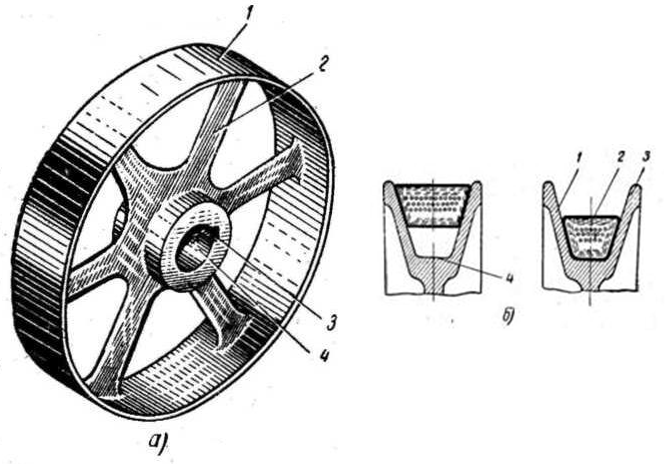
Рис. 104. Шкивы ременных передач:
а — для плоских ремней (1 — обод, 2 — спица, 3 — шпоночный паз, 4 — посадочное отверстие), б — для клиновидных ремней (1 — стенки канавки, 2 — ремень, 3 — буртик, 4 — дно канавки
У шкивов клиноременных передач (рис. 104, б) прежде всего изнашиваются поверхности канавок. Этот износ иногда бывает настолько большим, что ремень опускается до дна канавки, как это показано на рис. 104, б, справа. Происходит также излом буртиков, нарушается балансировка шкива. В результате в механизмах и машинах появляются вибрации, стук. Одновременно значительно уменьшаются передаваемые усилия, что ведет к падению мощности машины.
К шкивам предъявляются следующие требования: поверхности, сопрягаемые с ремнями, должны быть обработаны по 5—6-му классу чистоты;
наружный диаметр шкива должен точно отвечать указанному чертежом и обеспечивать требуемое передаточное отношение;
не допускаются надломы и трещины;
при наблюдении невооруженным глазом не должно замечаться биение шкива по наружному диаметру и по торцам.
Наконец, шкивы должны быть сбалансированы, т. е. уравновешены. Это значит, что при поворотах на любой угол свободно вращающийся, не нагруженный шкив в момент окончания поворота должен останавливаться так, чтобы самое нижнее положение каждый раз занимал другой участок обода.
При износе у шкива для плоского ремня (рис. 104, а) отверстия 4 это отверстие растачивают и в него запрессовывают втулку, которую надежно стопорят. Отверстие втулки обрабатывают для посадки на вал с установленной точностью.
Изношенный шпоночный паз расширяют долблением до следующего нормального размера или выдалбливают паз в новом месте.
У шкива под клиновые ремни (рис. 104, б) поверхность обода и стенок канавок обтачивают до вывода износа, а дно канавок углубляют настолько, чтобы ремень занял в них нормальное положение.
Изломы и трещины устраняют заваркой после соответствующей слесарной подготовки мест под заварку. Перед заваркой шкив равномерно нагревают по всему диаметру, иначе на завариваемом участке появятся в металле внутренние напряжения, что вызовет образование трещин в других местах. По окончании заварки шкив погружают в нагретый песок для медленного охлаждения.
Иногда шкивы ремонтируют наложением накладок и установкой новых ободов, закрепляемых болтами, винтами или посредством сварки. При последнем способе также охлаждают шкив в нагретом песке. Остывший шкив обтачивают, чтобы придать ему требуемый наружный диаметр (если приварен новый обод); обрабатывают на токарном станке также торцы шкива.
Для сохранения передаточного отношения между шкивами допускается обточить до соответствующего диаметра и второй из пары шкивов, который не нуждается в ремонте.
Отремонтированный шкив проверяют на уравновешенность. Выявленный дисбаланс обычно устраняют удалением излишка металла, который спиливают или высверливают.