

Пример сборки узла шпинделя
Для примера ниже рассматриваются технология и порядок сборки узла шпинделя токарно-винторезного станка 1К62 (см. рис. 139, а).
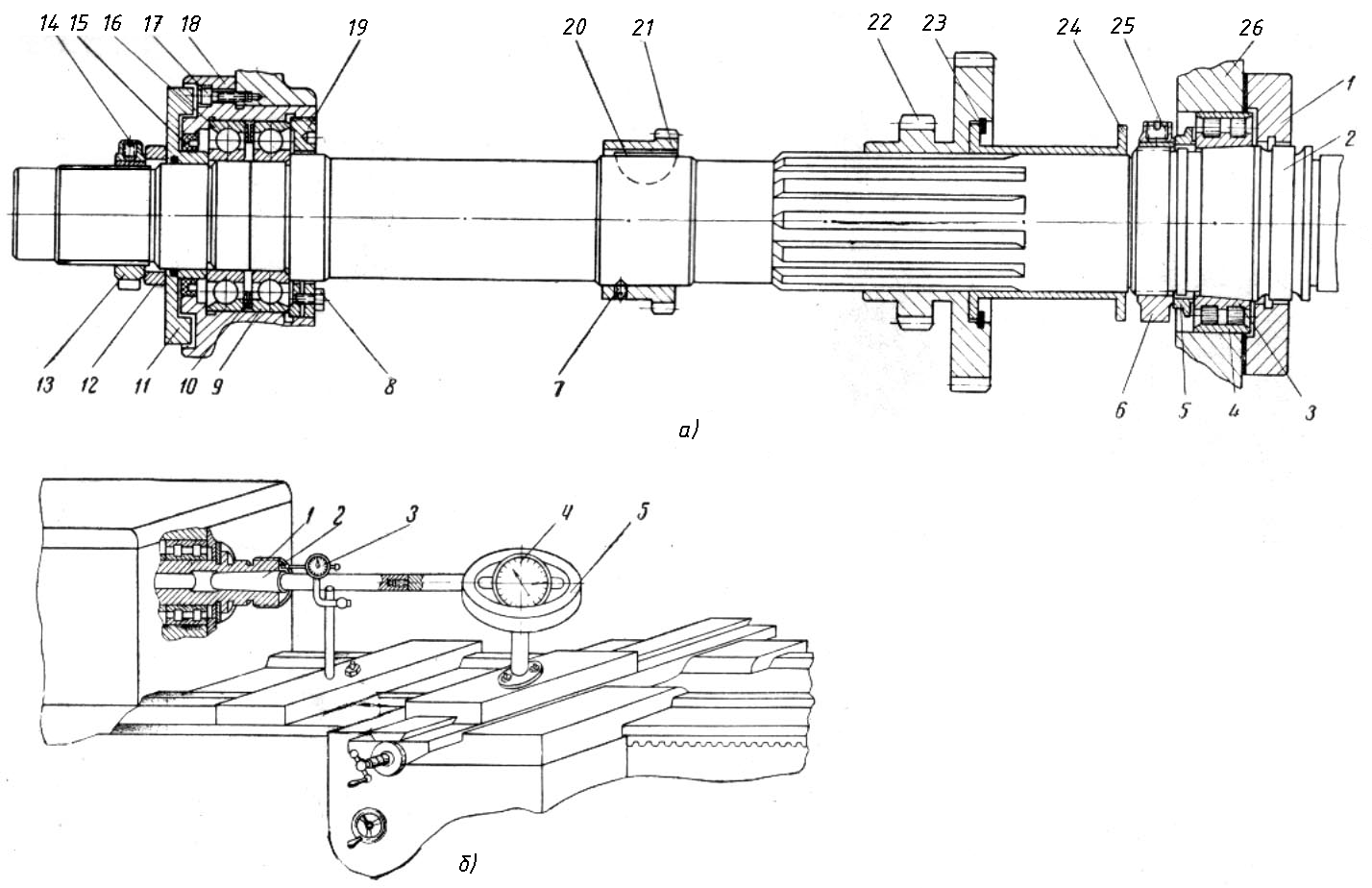
Рис. 139. Шпиндель токарно-винторезного станка 1К62 – а, схема проверки зазоров шпинделя – б
К сборке приступают, убедившись соответствующими проверками, что все детали шпинделя исправны или отремонтированы. Необходимо также проверить правильность посадки зубчатых колес на шпинделе, состояние шеек шпинделя. В пазу шпинделя устанавливают шпонку 20.
Сначала собирают заднюю опору шпинделя. Устанавливают уплотнение 15 и вслед за ним радиально-упорный шарикоподшипник 16, его располагают так, чтобы наиболее тонкий торец наружного кольца подшипника был направлен в сторону уплотнения 15. Затем устанавливают промежуточное кольцо 10 и подшипник 9, у которого тонкий торец наружного кольца должен быть обращен в противоположную от уплотнения сторону. Подшипники закрепляют гайкой 19 и стопорят гайку винтом 8.
Для удобства сборки придают шпинделю 2 вертикальное положение и устанавливают на нем роликоподшипник 3 и кольцо 5; затем навинчивают гайку 6 до легкого соприкосновения ее с кольцом 5.
Далее вводят шпиндель в корпус 26 через отверстие в его передней стенке, надевают на шпиндель двухвенцовое зубчатое колесо 22 и зубчатое колесо 21. После этого заводят конец шпинделя в заднюю опору и вводят переднюю опору в отверстие корпуса; при этом несколько сдвигают наружное кольцо 4 подшипника в сторону корпуса.
Установив на конце шпинделя кольцо 11 и кольцо 12, навинчивают ключом гайку 13, пока шпиндель не станет на свое место. Это определяют по усилию затяжки и по вращению шпинделя. Сначала замечается осевое перемещение шпинделя при его равномерном вращении, в дальнейшем осевое перемещение шпинделя прекращается и его вращение становится тугим.
При установке шпинделя сдвигают с помощью специальной втулки кольцо 4 так, чтобы оно расположилось на уровне внутреннего кольца подшипника.
Закончив установку узла, монтируют зубчатое колесо 21 на шпинделе на его постоянном месте и завинчивают стопор 7. Чтобы предотвратить возможность самоотвинчивания, вводят в канавку зубчатого колеса и шлиц стопора специальное пружинное кольцо. Завершают сборку креплением фланца1.
Теперь можно приступить к регулированию опор шпинделя, которое начинают с задней опоры. Несколько отвинтив гайку 13, провертывают шпиндель, для того чтобы внутренние кольца шарикоподшипников заняли нормальное положение (шпиндель тогда начинает легко вращаться); потом завинчивают стопорный винт 14.
Переднюю опору регулируют завинчиванием гайки 6. Внутреннее кольцо 3 подшипника тогда начинает надвигаться на конус шпинделя и все больше расширяется, благодаря чему соединение получается правильным и надежным При регулировании опор шпинделя необходимо проверять в них зазоры. Проверка осевого зазора производится с помощью специальной оправки, индикатора и динамометра (см. рис. 139, б).
К переднему торцу шпинделя 1 подводят измерительный стержень индикатора 2, установленного на станине. Оправку, заканчивающуюся ввернутым на резьбе кольцом 5, закрепляют в конусном отверстии шпинделя 1. Динамометр 4 укрепляют на поворотной части суппорта на стойке, предварительно сняв резцедержатель, причем головку динамометра вводят в кольцо оправки так, чтобы ее выступы расположились точно по оси оправки и шпинделя.
Установив на станине индикатор 3, и подведя его измерительный стержень к переднему торцу шпинделя, начинают медленно перемещать суппорт вручную по направлению к шпинделю. Динамометр своим левым выступом упирается в оправку и отжимает шпиндель в осевом направлении. Прилагаемое усилие, контролируемое по стрелке динамометра, должно быть в пределах 30—50 кг.
Заметив показание индикатора, снимают со шпинделя нагрузку, после чего делают вторую проверку осевого зазора. Для этого перемещают суппорт с прежним усилием в противоположную сторону, т. е. по направлению к задней бабке. Теперь на кольцо оправки будет нажимать правый выступ головки динамометра и произойдет осевое смещение шпинделя вправо, величину которого, как и раньше, покажет индикатор. Полный осевой зазор шпинделя будет равен сумме обоих показаний индикатора.
В практике проверка осевого зазора шпинделя часто производится без динамометра. В этих случаях создают осевую нагрузку на шпиндель от руки.