

Сборка валов и муфт
Все валы, отремонтированные и новые, перед сборкой подвергают осмотру. При осмотре проверяют состояние всех шеек, которые должны полностью отвечать чертежу по диаметрам и длинам, не иметь конусности и овальности. На шейках недопустимы следы коррозии. Если же они имеются, то удаляют коррозийные пятна специальным порошком окиси хрома, который разводят в чистом минеральном масле до получения сметанообразной массы. Куском сукна или войлока наносят смесь на пораженную коррозией поверхность и натирают ею эту поверхность до полного удаления ржавчины; затем обработанную поверхность тщательно промывают бензином.
Приступая к сборке, необходимо также проверить резьбовые поверхности — прогнать по ним гайки или винты. Проверке подлежит весь комплект деталей, монтируемых на валу. Только убедившись в правильной пригонке сопрягаемых с валом деталей, приступают к его сборке.
Для сборки закрашивают шейки вала тонким слоем краски и вал укладывают шейками во вкладыши подшипников. После этого его проворачивают и затем снимают.
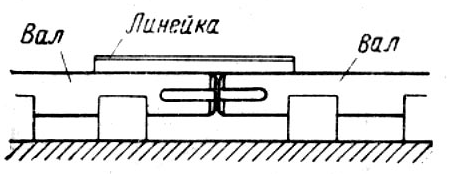
Рис. 156. Проверка соосности валов с помощью линейки
Если вал лег в подшипники недостаточно плотно или чересчур плотно либо с перекосом, то на это укажут закрасившиеся поверхности вкладышей. После соответствующей пригонки вкладышей промывают вал, подшипники и вкладыши керосином, смазывают сопрягаемые с подшипником шейки маслом и окончательно укладывают вал на место, затянув все болты и гайки.
Правильно уложенный в подшипники вал вращается плавно, без заеданий, и его радиальные и осевые зазоры в точности отвечают техническим условиям.
При сборке составных валов важно добиться совпадения их осей. Простейший способ проверки совпадения осуществляется прикладыванием контрольной линейки к валам в вертикальной и горизонтальной поверхностях (рис. 156). Между линейкой и валами не должно быть никаких зазоров.
Совпадение осей валов можно проверить также с помощью хомутика, оснащенного индикатором. Хомутик закрепляют на конце одного из валов так, чтобы измерительный стержень индикатора касался наружной поверхности конца второго вала. После этого начинают вращать вал с хомутиком вокруг его оси, наблюдая за показаниями стрелки индикатора.
Перекосы устраняют следующими способами: регулируют положение опор подшипников в горизонтальной плоскости или смещают корпуса подшипников в вертикальной плоскости. При втором способе либо снимают металл с основания более высоких корпусов, либо помещают подкладки под основания более низких корпусов. Подкладки должны быть хорошо пригнаны и очень надежно закреплены, чтобы они не могли выпасть во время работы механизма.
Длинные валы нельзя при сборке поднимать за среднюю часть, так как они могут прогнуться.
Уложенные в подшипники горизонтальные валы проверяют уровнем, который устанавливают посередине и по концам вала. Все обнаруживаемые отклонения должны быть в пределах установленных допусков. Длинные валы надлежит проверять еще и на прогиб. При необходимости их выправляют.
Точно сцентрированные валы соединяют жесткими муфтами, от конструкции которых зависит характер сборки. При соединении валов кулачковой, пальцевой, крестовой или втулочной муфтой одну часть муфты жестко закрепляют на конце одного вала, а другую часть — на конце второго вала. Предусматривая удлинение вала вследствие нагрева при работе, полумуфты устанавливают так, чтобы зазор между их торцами получился из расчета 1 мм промежутка на 1 м длины вала.