

Сборка узлов с подшипниками качения
Работоспособность узла, в который входят подшипники качения, в значительной степени зависит от того, насколько правильно установлены подшипники и каким является общее качество сборки узла.
Посадочные места на валу и в корпусе подшипника должны иметь установленную техническими требованиями форму и надлежащую чистоту поверхности; на них не допускаются заусенцы, забоины, царапины, задиры. Очень важно при сборке обеспечить посадку подшипников с нормальной плотностью. При слишком плотной посадке происходит расширение внутреннего кольца подшипника и сжатие его наружного кольца, в результате чего шарики защемляются, и подшипник быстро выходит из строя. Чрезмерный зазор в посадочных местах также ухудшает работу подшипника: его кольца начинают проскальзывать, и посадочные места все больше изнашиваются. Если кольца проворачиваются, возрастает вибрация механизма.
При сборке узлов с подшипниками качения должна сохраняться абсолютная чистота деталей узла. Абразивная пыль, металлические опилки и другие загрязнения, попав в подшипник, резко ухудшают условия его работы. Они повреждают поверхности шариков и дорожек качения, ускоряют износ подшипника.
Чтобы не допустить всего этого, подшипники перед установкой на место промывают в смеси бензина и минерального масла или в обезвоженном чистом керосине. Категорически запрещается промывать подшипники в загрязненной жидкости, так как попавшие между шариками и кольцами мельчайшие твердые частицы очень трудно удалить оттуда.
Промытые подшипники укладывают на чистую бумагу и просушивают. После просушки их сразу смазывают, покрывая маслом все поверхности, особенно внутренние: дорожки качения, шарики или ролики.
Новые подшипники распаковывают перед самой сборкой и укладывают на чистую бумагу или чистую тряпку обязательно чистыми руками. Антикоррозийную смазку, с которой подшипники поступают с завода-изготовителя, не следует с них удалять. Отсюда ясно, что новые подшипники устанавливают без промывки.
При сборке подшипников качения нельзя ударять молотком непосредственно по кольцам или сепаратору: это может привести к перекосу колец, поломке шариков, поломке или повреждению сепаратора. Нельзя также применять свинцовые и баббитовые молотки, так как от них могут отскакивать кусочки металла и попадать в подшипник.
Довольно часто при установке подшипника качения его насаживают на конец вала и начинают напрессовывать на вал, равномерно ударяя молотком через медную выколотку по торцовой поверхности внутреннего кольца. При этом выколотку помещают поочередно в диаметрально противоположных точках указанной поверхности. Однако данный способ нельзя считать удовлетворительным, так как при такой напрессовке подшипника легко перекосить кольцо на шейке вала.
Вместо медной выколотки можно применить для насадки подшипника на вал оправку в виде отрезка стальной трубы, как показано на рис. 152, а. Внутренний диаметр трубы 1 должен быть немного больше диаметра вала 2, а толщина стенки трубы — немного меньше толщины внутреннего кольца 4 подшипника. Торцы трубы тщательно обрабатывают, добиваясь, чтобы они были строго перпендикулярны к оси трубы. Удары молотком по трубе наносят через стержень 3.

Рис. 152. Приспособления (оправки) для напрессовки подшипников качения: а – при помощи молотка, б – используя все оправки
Для насадки подшипников, помещаемых на значительном расстоянии от конца вала, также применяют оправку из трубы, но снабженную рукоятками (рис. 152, б). Напрессовку делают, ударяя оправкой 3 по торцу подшипника 1, насаживаемого на вал 4. Для этого берутся за рукоятки 2 оправки.
Установка подшипников на валу с прессовой посадкой производится ручными или гидравлическими прессами с помощью специальных оправок. Оправками предотвращают повреждение подшипника и вала, достигают равномерной посадки подшипника и значительно ускоряют процесс сборки.
Большие подшипники, устанавливаемые на валу со значительным натягом, во многих случаях насаживают после нагрева в ванне, наполненной маслом. Как показано на рис. 153, ванна состоит из двух резервуаров 1 и 2, между которыми находится электронагревательный элемент 3. Во внутреннем резервуаре с маслом подвешивают на крючьях 4 нагреваемые подшипники. Температура масла, которая должна быть в пределах 60—90°, контролируется термометром 5. Длительность нагревания подшипников 5—10 мин.
Нагретый подшипник быстро насаживают на вал и легкими ударами доводят до места. Чтобы не обжечь руки, выполняют эту операцию в брезентовых рукавицах.
При монтаже подшипников качения следует учитывать, что усилие запрессовки должно передаваться непосредственно и исключительно на торец сопрягаемого кольца: внутреннего при напрессовке на вал и наружного при постановке в корпус подшипника. Когда подшипники устанавливают на длинном валу, удобно в указанных целях пользоваться специальной пустотелой оправкой с рукоятками (рис. 152, б). Через оправку наносят удары равномерно по всему торцу кольца подшипника.
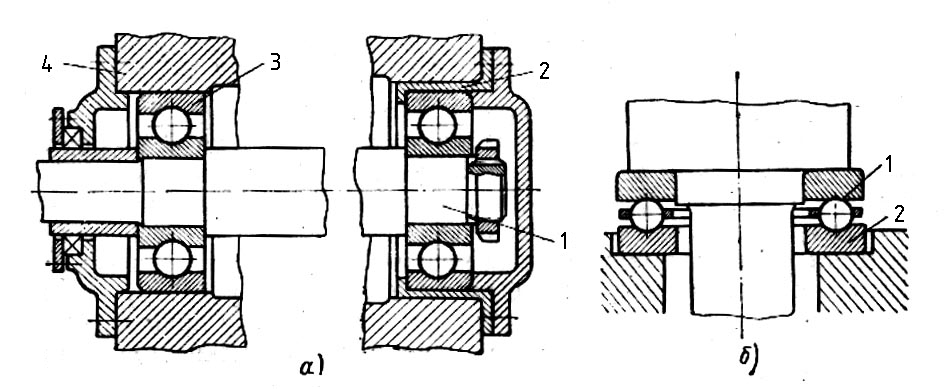
Рис. 154. Сборка узлов с подшипниками качения
При установке вала в двух радиальных шарикоподшипниках (рис. 154, б) закрепляют один из них на валу 1и в корпусе 2 неподвижно, а второй шарикоподшипник (помечен цифрой 3) закрепляют только на валу. Так поступают из того соображения, что вал во время работы нагревается и поэтому его длина несколько возрастает. С удлинением вала стремится к перемещению на то или другое расстояние подшипник 3 в корпусе 4. Незакрепленный подшипник совершает это перемещение без всякого ущерба для своей работы. Если же закрепить оба подшипника неподвижно, вал, нагревшись, начнет туго поворачиваться и произойдет защемление шариков или роликов. Оба подшипника быстро выйдут из строя.
В упорных шарикоподшипниках (рис. 154, б) кольца 1 и 2 имеют разные диаметры, как наружные, так и внутренние. При сборке следует всегда устанавливать кольцо с меньшим внутренним диаметром (кольцо 1) на валу, а кольцо с большим внутренним диаметром (кольцо 2) в корпусе. Только так смонтированный подшипник будет работать нормально.
Качество сборки узлов с подшипниками качения обычно проверяют проворачиванием валов в подшипниках. Вращение должно быть плавным и легким, без заметного люфта. Шпиндель, смонтированный на подшипниках качения, после того как его провернули от руки, должен остановиться, совершив 1-2 оборота по инерции.
Качество сборки точных механизмов с подшипниками качения проверяют с помощью пружинных весов (рис. 155). Для этого на шейку вала 3 наматывают шнур 2 и на конце шнура подвешивают на крючке 4 пружинные весы. Оттянув кольцо 6 пружинных весов, провертывают вал, причем замечают положение указателя 5 в начальный момент вращения вала. Произведение показания весов на радиус шейки вала, несущей шнур с весами, должно соответствовать моменту сопротивления вращения, т. е. крутящему моменту, величина которого указывается в инструкциях по сборке точных механизмов.
Если при проверке собранного механизма обнаруживаются отклонения от технических требований, механизм разбирают, снимают подшипники и устраняют замеченные неисправности.

Рис. 155. Проверка качества сборки подшипников качения с помощью пружинных весов