

Сборка механизмов и машин при ремонте
Перед сборкой нужно обязательно проверить, хорошо ли промыты и очищены детали, не засорены ли отверстия и каналы для смазки. При необходимости промывают детали еще раз. Следует помнить, что даже тончайшая пыль, попав на трущуюся поверхность детали, будет «работать» на преждевременный износ сопряжения.
Свое рабочее место слесарь-ремонтник должен всегда содержать в чистоте, тем более при сборке машин; необходимо также следить за чистотой рук. Ведь даже очень чистые детали, если положить их на грязный верстак или брать грязными руками, снова загрязнятся.
Сборка механизмов производится в порядке, обратном последовательности разборки. Детали, снятые при разборке последними, устанавливают при сборке первыми.
СБОРКА НЕПОДВИЖНЫХ СОЕДИНЕНИЙ
При сборке отремонтированных деталей механизмов первыми, как правило, собирают неподвижные соединения.
Сборка резьбовых соединений
Когда болтовые соединения собирают в точных механизмах, зачищают и пригоняют опиливанием или шабрением соприкасающиеся поверхности.
При сборке резьбового соединения сначала завинчивают гайку или винт без ключа до легкого соприкосновения их опорной поверхности с закрепляемой деталью; после этого производят завинчивание ключом до отказа. Недопустимо, чтобы резьба на болте или в отверстии под болт была нарезана изношенным резьбонарезным инструментом. Такая резьба вынуждает тратить дополнительные усилия на завинчивание, из-за этого трудно определить степень натяга. Общий результат — неправильная затяжка болта.
При завинчивании гаек и винтов необходимо убедиться, что их торцы не «бьют»; это определяют на глаз. Неперпендикулярность торца гайки к оси болта влечет за собой искривление стержня болта и, в конечном счете, его поломку.
При сборке резьбовых соединений необходимо соблюдать следующие технические требования:
а) болты и гайки нужно подбирать так, чтобы их головки были одинаковы по высоте и остальным размерам;
б) резьбовые концы болтов и шпилек должны выступать из гайки не более чем на 2—3 нитки и иметь правильную форму;
в) не допускается применять винты с поврежденными шлицами;
г) шайбы под болты одинакового размера должны в свою очередь иметь одинаковый диаметр и одинаковую высоту (толщину);
д) стопорение соединений с целью предотвратить самоотвинчивание болтов, винтов и гаек должно производиться правильно выбранными способами и средствами. Эти способы рассматриваются ниже.
Стопорение контргайкой (рис. 143, а). На основную гайку навинчивают дополнительную гайку (контргайку), которую затягивают до отказа; этим создают добавочное трение между резьбой болта или шпильки и резьбой гаек. Данный способ не устраняет полностью опасности самоотвинчивания.
Стопорение шплинтом (рис. 143, б). Применяется в ответственных соединениях и в быстроходных машинах.
Стопорение пружинными шайбами. Эти шайбы благодаря своей упругости создают в резьбовом соединении натяг. При первом, еще малозаметном движении самоотвинчивания шайба острыми кромками прорези (рис. 115, б, дет. 4) врезается в тело детали и в тело гайки, препятствуя дальнейшему самоотвинчиванию. Недостаток этих шайб в том, что они довольно часто обламываются.
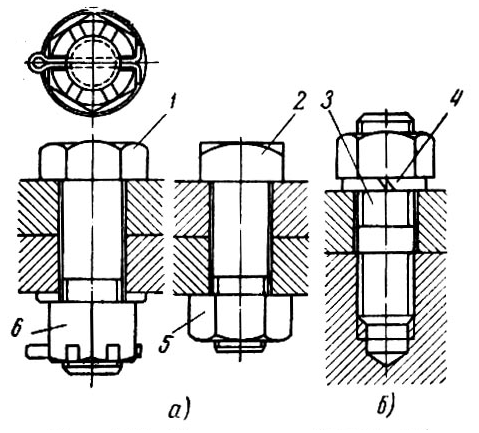
Рис. 115 а) болты с гайками, б) шпилька с гайкой и пружинящей шайбой: 1 – болт с шестигранной головкой, 2 – с квадратной головкой, 3 – шпилька, 4 – пружинящая шайба, 5 - обыкновенная гайка, 6 – корончатая гайка
Стопорение специальными с р е д с т в а м и. На рис. 143, в и г показано стопорение при помощи специальных шайб, а на рис. 143, д — специальным замком.
При сборке резьбовых соединений применяют различные гаечные ключи и отвертки.
Зазор между охватываемой ключом гайкой и гранями его зева должен быть в пределах 0,1—0,3 мм.
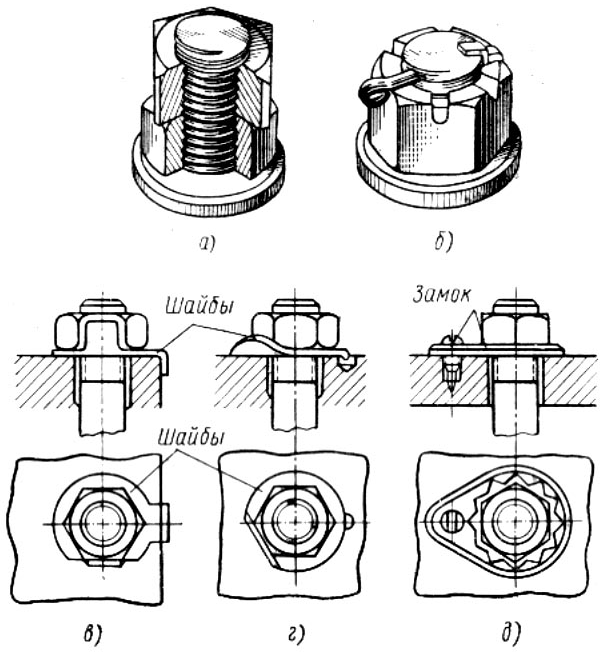
Рис. 143. Применение средств, предотвращающих самоотвинчивание гаек
Существуют следующие основные виды гаечных ключей.
Открытые ключи (рис. 144, а). Служат для завинчивания и отвинчивания болтов и гаек с шестигранными и квадратными головками.
Накладные ключи, имеющие замкнутый контур (рис. 144, б). Этими ключами с шестигранными и двенадцатигранными отверстиями пользуются для работы в открытых местах. Двенадцатигранными ключами, которыми можно работать в условиях, где поворот гайки или болта ограничен, удается поворачивать гайки на угол 30° и на другие, кратные ему углы. Шестигранный ключ позволяет поворачивать гайки на угол 60°.
Радиусные ключи, т. е. ключи для круглых гаек (рис. 144, в). Изготовляются открытыми и закрытыми. Применяются для завинчивания и отвинчивания гаек, имеющих на боковой поверхности или на торце отверстия либо пазы.
Торцовые ключи (рис. 144, г). Этими ключами, разнообразными по конструкции, в свою очередь зависящей от конструкции гаек, пользуются в труднодоступных местах. Они удобны в работе и обеспечивают хорошую затяжку болтов.
Трещоточный ключ. Для завинчивания и отвинчивания болтов и гаек в труднодоступных местах пользуются трещоточным ключом, которым можно работать при угле поворота меньше 20°. Этот ключ (рис. 144, д) представляет собой рукоятку 1, в которую вставлены храповик 2, собачка 3 и пружина 4, прижимающая собачку к храповику. В храповике имеется шестигранное или квадратное отверстие — по форме головки болта и гайки. При поворотах рукоятки на завинчивание собачка каждый раз последовательно попадает во впадины между зубьями; при обратных поворотах рукоятки собачка проскальзывает («трещит») по зубьям храпового колеса, и оно, поэтому, не вращается.
То же происходит при отвинчивании болтов и гаек; не следует только забывать повернуть собачку на 180° против того положения, в котором она находится при завинчивании. Это делают, взявшись за пуговку 5.
Трещоточный ключ не нужно переставлять при работе.
При разборке и сборке широко применяют универсальный гаечный ключ, показанный на рис. 144, е. Универсальным этот ключ назван потому, что им можно вывинчивать и завинчивать винты и гайки разных размеров. На каждый новый размер ключ настраивают изменением ширины зева, для чего соответственно перемещают губку 1 ключа, пользуясь червяком 2.


Рис. 144. Гаечные ключи
При затяжке болтов не следует пользоваться удлинителями ключей; этого нельзя делать потому, что теряется ощущение степени натяга и возрастает опасность заедания и срыва резьбы. Длина рукоятки ключа должна быть не более 15 диаметров резьбы.
В ряде случаев удобно работать предельными ключами, имеющими ту особенность, что прекращают завинчивание гайки, как только достигается предельно допустимое для данного соединения усилие затяжки.
Предельный ключ (рис. 144, ж) состоит из головки 1 и корпуса 3, связанного с головкой посредством нескольких шариков 2, расположенных по окружности. Одни шарики помещаются в гнездах головки, другие — в гнездах корпуса, прижатого к головке пружиной 4 и шпилькой 5. При вращении рукоятки 6 ключа шарики, сидящие в корпусе, упираются в шарики, находящиеся в головке, в результате чего головка получает вращение, завинчивая при этом гайку.
Когда усилие затяжки достигает предельной величины, корпус ключа, сжимая пружину, приподнимается. В этот момент шарики набегают друг на друга, что отмечается характерным щелкающим звуком. Дальнейшее вращение головки и с ним завинчивание гайки прекращается.
Разнообразны по конструкциям также ключи для завинчивания шпилек. Один из ключей показан на рис. 145 слева. Он состоит из воротка 1 и гайки 2, которую частично навинчивают на шпильку 3. Вращая вороток в ту или другую сторону, заставляют шпильку ввинчиваться в деталь или вывинчиваться из нее.
На рис. 145 справа показан универсальный ключ для шпилек. В его трубчатой державке 1 помещен на оси закаленный эксцентрик 2 с накаткой. При завинчивании или вывинчивании шпильки вращением рукоятки ключа эксцентрик накаткой врезается в ее тело и увлекает шпильку за собой. Для вывинчивания шпильки нужно повернуть выступающую часть эксцентрика на 180°.
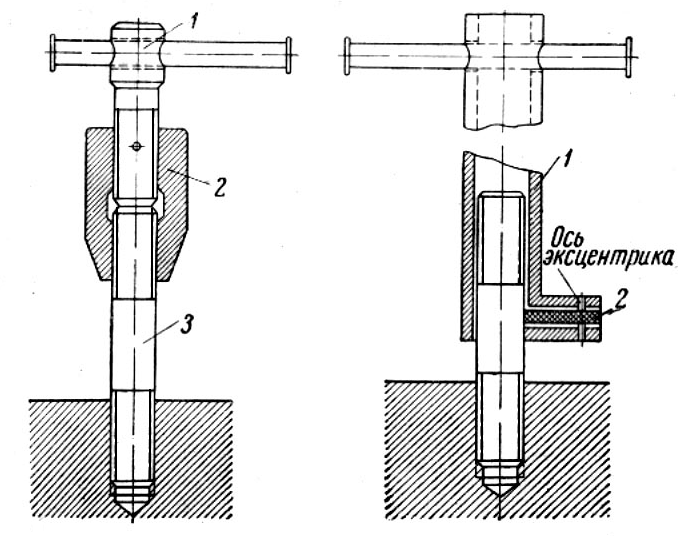
Рис. 145. Ключи для завинчивания шпилек
Винты и шурупы завинчивают отверткой. На рис. 146 показаны обычная ручная отвертка и отвертка с рукояткой, применяемая для завинчивания крупных винтов.
Рис. 146. Отвёртка
При сборке широко пользуются различными механизированными ключами — гайковертами, шуруповертами.
На рис. 147 изображен пневматический гайковерт ГПМ-14. Его механизм смонтирован в силуминовом корпусе 1, снабженном рукояткой 2. В рукоятке имеется наконечник 3, на котором укрепляется резиновый шланг для подачи сжатого воздуха к пневматическому двигателю машинки.
Чтобы включить гайковерт, нажимают на курок 4 и поддерживают его в этом положении до окончания завинчивания. Выключают гайковерт, отпуская курок. Чтобы изменить направление вращения шпинделя, несущего квадратный наконечник 5, соответственно воздействуют на переключатель 6.

Рис. 147. Гайковерт ГПМ-14
Ремонтники-новаторы с успехом применяют гайковерты для завинчивания и отвинчивания винтов, болтов, шпилек и шурупов, а также для сверления отверстий, нарезания резьбы и выполнения некоторых других работ. Для этого они оснащают гайковерт той или иной необходимой насадкой в виде, например, ключа (рис. 147), удлинителя, шарнира, отвертки, патрона и др.
Гайковертом можно завинчивать и отвинчивать болты с резьбой диаметром до 14 мм, нарезать резьбу от М8 до М12, сверлить отверстия диаметром до 12 мм.