

Лабораторна робота № 5
Вивчення технологічних процесів виготовлення відливок методами лиття в оболонкові форми та в кокіль
Мета роботи – ознайомитись з технологією виготовлення відливок методами лиття в оболонкові та металеві форми, придбати практичні навички по виготовленню відливок, оцінити якість відливок в порівнянні з відливками, отриманими литтям у піщані форми.
5.1. Прилади та матеріали
1. Стенд поетапного виконання технологічних операцій отримання лиття в оболонкові форми.
2. Лабораторна установка для виготовлення оболонкових форм.
3. Модельна плита у зборі.
4. Металевий ящик для установки готових форм.
5. Формувальні піщано-смоляна та стрижнева суміші.
6. Металева форма (кокіль) для отримання відливок.
7. Плавильна електрична піч, ливарний метал (силумін), інструмент та пристосування для заливання розплавленого металу в кокіль та оболонкову форму.
8. Сушильний шкаф на 150ºС.
9. Електропіч з температурою 260-380ºС.
5.2. Порядок виконання роботи
1. Ознайомитися з приладами та обладнанням, яке використовується в ливарному виробництві на робочому місці.
2. Ознайомитись з технологією виготовлення відливок методами лиття в оболонкові та металеві форми.
3. Придбати практичні навички по виготовленню відливок.
4. Оцінити якість відливок в порівнянні з відливками, отриманими литтям у піщані форми.
5. Зарисувати схему процесу виготовлення відливок методом лиття в оболонкові форми та кокіль в розкритому та зібраному стані.
5.3. Загальні відомості
Усі способи фасонного лиття, окрім лиття у піщано-глинисті форми, звуться спеціальними способами лиття. До них належать: лиття по виплавляємим моделям, в оболонкові форми (лиття у разові форми), в металеві форми (кокіль), на машинах під тиском, відцентрове лиття в постійні форми та ін.
Спеціальними методами лиття отримують відливки підвищеної точності, з мінімальним обсягом механічної обробки та з чистою гладкою поверхнею, яка, у ряді випадків, не вимагає подальшої обробки.
Лиття в оболонкові форми це метод, при якому відливки отримують в формі, яка складається з двох піщано-смоляних оболонок. Оболонкові форми та стрижні виготовляються з мілко зернистого кварцевого піску з добавкою в якості зв'язуючої речовини штучної термореактивної смоли, яка при певній температурі твердіє. Так, при нагріванні до 140-160°С ця смола розплавляється, перетворюється у клейку масу та огортає зерна кварцевого піску, а при підвищенні температури до 250-300°С вже через кілька секунд твердіє. Цією властивістю смоли і користуються, щоб отримати тверду оболонкову ливарну форму. При підвищенні температури до 600°С та більше (в процесі заливки металу у форму) смола, не розплавляючись, згорає, утворюючи в оболонці пори, які при заливці форми металом полегшують вихід газів. Майже завжди застосовується смола ПК-104 (фенолформальдегідна) в якості 6-8% у складі формувальних сумішей та 4-5% — в стрижневих. Для покращення змішування смоли з піском та зменшення пилевиділення у склад сумішей додають керосин або рідку суміш, яка складається з 50% розчину рідкого бакеліту у фурфуролі.
Для виготовлення оболонок використовують чавунні модельні плити, на яких встановлюють половинки моделей, моделі литникової системи, товкачі та фіксатори. Точність зборки верхньої оболонки з нижньою забезпечується встановленими на плиті виступами-впадинами, тобто, на одній плиті виготовляються оболонки з впадинами, а на другій— з виступами.
Наносити суху піщано-смоляну суміш 3 на модельну оснастку можна поворотним бункером 2 (рис. 5.1.). На верхню відкриту частину бункера кріплять нагріту до 220-260°С та оброблену роздільною сумішшю плиту з моделлю 1. Після повороту бункера на 180° піщано-смоляна суміш падає та покриває нагріту модельну оснастку. Для формування оболонки товщиною 8-10 мм модельна оснастка повинна находитися під сумішшю 20-25 с, після чого бункер разом з плитою повертається у вихідне становище, а надлишок формувальної суміші надає на дно бункера. Плиту з сформованою оболонкою 4 необхідно зняти з бункера, загрузити в електропіч з температурою 260-300°С та витримати 2-3 хв. для остаточного затвердження оболонки. Тверду оболонку (напівформу) 5 знімають з моделі за допомогою товкачів.
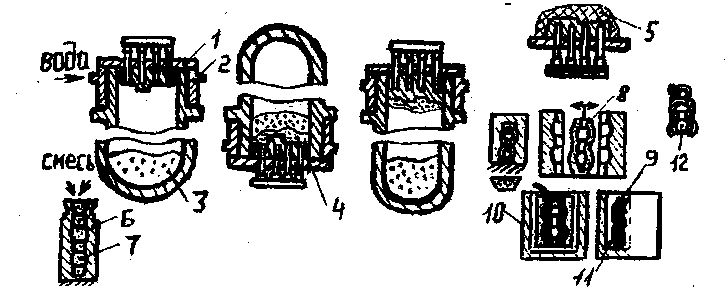
Рис. 5.1. - Схема процесу виготовлення відливок методом лиття