

Диаграмма Парето.
Диаграмма Парето показывает несимметричность приложенных усилий и достигаемого результата. При этом используется универсальный принцип 80/20. То есть выявляются 20% причин, дающих 80% наиболее значимых нарушений технологии. Эти причины подлежат устранению в первую очередь.
С помощью диаграммы Парето можно анализировать результаты диаграммы Ишикавы. Предварительно для диаграммы Ишикавы проводится ранжирование причин нарушения процесса.
Пример построения диаграммы Парето на основе реальных данных приведён на рис. 11:
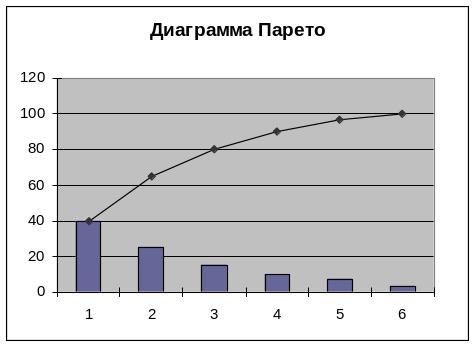
Рис.11. Диаграмма Парето
Первые три причины дают 80% всех нарушений и должны быть устранены в первую очередь.
Статистический анализ проводился на основе замечаний, выявленных во время проведения процессов работниками службы технического контроля за период март – апрель 2007г.
Созданная в рамках дипломной работы база данных привязана к технологическим режимам процесса выращивания на рис. 11. Таким образом, оптимизация режимов позволит нам уменьшить количество нарушений (брака) и перевести количество брака по причине «технология» в менее значимый разряд.
Целью дипломной работы являлось выявление технологических параметров, оказывающих наиболее сильное влияние на совершенство структуры конечного монокристалла заданного диаметра и непосредственно исследование их воздействия.
Исследования, выполнявшиеся в рамках дипломной работы, были одним из элементов процесса решения конкретных производственных задач:
1) подбора оптимального режима выращивания монокристаллов диаметром 150мм;
2) корректировки режимов при переходе на новую технологическую оснастку.
8.1. Подбор оптимального режима выращивания монокристаллов кремния.
С целью подбора оптимального режима были проанализированы 123 технологических процесса, прошедших за период с сентября по декабрь 2007г на установках «Редмет-60» и «Редмет-30». Фиксировались данные программ по скорости выращивания слитка, тангенса угла наклона температуры, выращивания прямого и обратного конусов, по которым осуществляется автоматизация процессов роста кристаллов с помощью САУ. Кроме того, из базы данных была взята информация о структуре полученных слитков, замечаниях, выявленных во время роста кристалла, особенностях технологии проведения того или иного процесса.
Рассмотрим для примера процесс №10-17003, прошедший 15.10.07. Его программа по выращиванию прямого конуса выглядит следующим образом:
-
L, мм
0
10
20
30
46
D, мм
0
10
35
75
165
Она представляет собой зависимость диаметра кристалла от длины слитка. Задаётся несколько опорных точек (в данном случае 5), а промежуточные значения система определяет сама. Аналогичным образом задаётся скорость перемещения затравки (скорость выращивания) и скорость подъёма температуры по длине кристалла.
Довольно сложным в технологическом отношении является процесс перехода от операции выращивания прямого конуса к операции выращивания
цилиндрической части слитка. Значительная доля обрывов бездислокационного роста (БД-роста) происходит именно на этом этапе. В связи с этим на данном участке роста используется специальная программа «выход на диаметр»:
Выход на диаметр, мм |
Время удержания скорости перемещения затравки Vz,сек |
Коррекция, мм |
10 |
220 |
0 |
Система не способна сразу выйти на нужный диаметр, поэтому он преднамеренно задаётся больше или меньше требуемого, в силу чего вводится дополнительный параметр – коррекция, - определяющий величину отклонения от нужного диаметра. Коррекция может быть положительной, отрицательной или нулевой. Это определяется особенностями конкретной установки и проводимого процесса. Кроме того, задаётся длина, на которой диаметр растущего кристалла достигнет заданного значения.
Программа по скорости выращивания цилиндрической части выглядит следующим образом:
-
L, мм
50
700
1545
1550
1610
V, мм/мин
1,1
0,9
0,95
1
1
Она представляет собой зависимость скорости перемещения затравки от длины кристалла. Отсчёт длины ведётся от начала цилиндрической части.
Программа по скорости изменения температуры:
-
L, мм
50
95
400
600
1380
Т, отн.ед.
-0,6
0,03
0,18
0,23
0,31
Т вычисляется по сигналу «Tera», который фиксируется САУ, и измеряется в относительных единицах.
Программа по выращиванию обратного конуса:
-
Обратный конус, мм
Угол выращивания ок, град
Прогр. наклон Т
Отрыв слитка при диаметре, мм
Отрыв на скорости, мм/мин
Высота над расплавом, мм
630
20
0,5
20
0
20
В этой программе задаётся длина цилиндрической части слитка, с которой начинается выращивание обратного конуса; угол выращивания; программный наклон кривой температуры; значение диаметра и скорости, на которых операция прекращается и слиток отрывают от расплава; высота полученного слитка над расплавом во время его охлаждения.
Необходимо отметить, что фактическое значение той или иной величины может отличаться от запрограммированного в силу инерционности системы.
Основные параметры каждого технологического процесса (таблица 2) фиксируются контрольными самопишущими приборами и хранятся в архиве. Соотношение фактических (реальных) и программных значений во времени показано на рис.10.
Параметры технологического процесса. Таблица 2
Обозн. |
Наименование |
Пояснения |
Vz |
Скорость перемещения затравки |
Фактическая (мгновенная) скорость перемещения затравки на процессе |
Vzp |
Программная рабочая скорость перемещения затравки |
Скорость перемещения затравки, внесенная в исходную программу выращивания |
Vt |
Скорость перемещения тигля |
|
Wz |
Скорость вращения затравки |
|
Wt |
Скорость вращения тигля |
|
Lk |
Длина кристалла |
|
Dk |
Диаметр кристалла |
Фактический (мгновенный) диаметр кристалла на процессе |
Dkp |
Программный диаметр кристалла |
Диаметр кристалла, внесенный в исходную программу выращивания |
Gk |
Вес кристалла |
|
Tera |
Температура |
|
Рнагр |
Мощность нагревателя |
|
TP |
Мгновенный (каждые 2 сек) расчет наклона температуры. |
Величина, характеризующая изменение температуры, рассчитывается програмно из величины Tera |
Po |
Остаточное давление |
|
Time |
Время |
|
Процесс, который соответствует данному графику, имеет №10-16904. Известно, что этот процесс прошел с несколькими стравливаниями (т.е. в силу ряда причин выращенную часть расплавляли и начинали процесс заново со стадии затравления) и с обрывом бездислокационного роста на длине 310 мм. Многократные стравливания можно проследить по кривой длины растущего
|
Рис 12. |

кристалла Lk/100. Стравливание на длине 30мм произошло во временном интервале 2:23 – 3:30, 330мм – около 11:22, в 15:52 был стравлен кристалл во время операции «выход на диаметр» и на длине 170мм ориентировочно в 21:29. С началом новой (выращивание прямого конуса, диаметра и т. д.) операции длина кристалла для удобства автоматически обнуляется. По кривой мощности нагревателя Рнагр/10 можно определить температуру процесса в конкретный момент времени. По данной кривой, к примеру, чётко видны три ступени прогрева исходного сырья и «подморозка», что является особенностью технологического процесса.
С целью определения диапазона скоростей, в котором лежат процессы, по окончании которых были получены бездислокационные кристаллы, на основе таблиц и баз данных по структуре слитков были построены изменения скорости вытягивания и тангенса угла наклона температуры по длине слитка для процессов за сентябрь и октябрь для каждого вида установок («Редмет-60» и «Редмет-30») – рисунки 13, 14, 15, 16, 17, 18, 19, 20. Кривые красного цвета соответствуют процессам, в результате проведения которых были получены слитки с поликристаллической структурой, синим – процессам, во время проведения которых были стравливания, но в результате получены слитки без обрывов бездислокационного роста и обрывами во время выращивании обратного конуса, зелёным – процессы, прошедшие от начала до конца без нарушений и стравливаний; полученные слитки имеют бездислокационную структуру или с обрывом бездислокационного роста на только на обратном конусе.
Наибольший интерес представляют процессы, обозначенные зелёным. По графикам видно, что их большая часть лежит в области начальной скорости выращивания 1,2 мм/мин. Особенно хорошо это видно на рис. 15 и 16.
Процессы, обозначенные синим, также представляют интерес, поскольку слитки имеют бездислокационую структуру. Их большая часть расположена в области низких скоростей (не выше 1,2-1,3 мм/мин). Лучше всего это видно на
рис. 13, 14 и 15.

Рис.13. Зависимость скорости выращивания от длины слитка для процессов, проводившихся на установках типа «Редмет-60» в сентябре 2007г.

Рис.14. Зависимость скорости выращивания от длины слитка для процессов, проводившихся на установках типа «Редмет-30» в сентябре 2007г.

Рис.15. Зависимость скорости выращивания от длины слитка для процессов, проводившихся на установках типа «Редмет-60» в октябре 2007г.

Рис.16. Зависимость скорости выращивания от длины слитка для процессов, проводившихся на установках типа «Редмет-30» в октябре 2007г.

Рис.17. Изменение температуры по длине слитка для процессов, проводившихся на установках типа «Редмет-60» в сентябре 2007г.

Рис.18. Изменение температуры по длине слитка для процессов, проводившихся на установках типа «Редмет-30» в сентябре 2007г.
На рис. 12 нет кривых 12510-1,2 и 14010-2, 14011-2, потому что они совпадают с 12511-1 и 13809-2.

Рис.19. Изменение температуры по длине слитка для процессов, проводившихся на установках типа «Редмет-60» в октябре 2007г.

Рис.20. Изменение температуры по длине слитка для процессов, проводившихся на установках типа «Редмет-30» в октябре 2007г.
Анализ данных программ по скорости подъёма температуры, показывает, что процессы, обозначенные зелёным, лежат в промежуточной области. Начальное
значение Т = -0,6.
Для более точного определения оптимальных режимов для скорости и температуры были отдельно построены зависимости изменения скорости выращивания и температуры по длине слитка только для процессов, обозначенных зелёным (рис. 21, 22, 23 и 24). На этих рисунках представлены значения рассматриваемых примеров и указаны доверительные интервалы.

Рис.21. Диапазон изменения программных скоростей выращивания по длине слитка для установок типа «Редмет-60».

Рис.22. Диапазон изменения программных скоростей выращивания по длине слитка для установок типа «Редмет-30».

Рис.23. Диапазон изменения температуры по длине слитка для установок типа «Редмет-60».

Рис.24. Диапазон изменения температуры по длине слитка для установок типа «Редмет-30».
На основе рассмотренных экспериментальных данных по параметрам вырыщиваемых кристаллов был определён выход бездислокационных кристаллов для двух типов установок – «Редмет-60» и «Редмет-30», что показано на рис.25.

Рис.25. Процентное соотношение доли бездислокационных кристаллов для установок «Редмет-60» и «Редмет-30».
Процент бездислокационных кристаллов у установок «Редмет-60» на 11% выше, чем у установок «Редмет-30». Поэтому дальнейший анализ было решено проводить только для «Редмет-60».
Как сказано выше, большая часть процессов без обрыва БД-роста проводилась с начальной скоростью выращивания и подъёма температуры 1,2мм/мин и -0,6 отн.ед. соответственно. Получилось несколько вариантов программ. В качестве оптимального был взят наиболее часто используемый.
Программа по скорости выращивания:
L, мм |
50 |
800 |
1210 |
1300 |
1305 |
V, мм/мин |
1,2 |
0,9 |
0,7 |
1 |
1 |
Программа по скорости подъёма температуры:
-
L, мм
50
100
440
700
1250
Т, отн.ед.
-0,6
0,02
0,22
0,29
0,33