

1.2 Електронно-променевий переплав та його особливості
Електронно-променевий нагрів та його можливості
Можливість застосування електронного променю для плавки металів була показана У.Круксом і М.Пірані в кінці XIX і початку XX сторіччя [ 8 ]. Промислове освоєння електронно-променевої плавки і рафінування металів і сплавів почалося з кінця п'ятдесятих - початку шістдесятих років XX сторіччя[8], коли були розроблені досить потужні електронно-променеві гармати.
Суть електронно-променевого нагріву полягає в тому, що частина кінетичної енергії потоку прискорених електронів при бомбардуванні мішені перетворюється їв теплову енергію. Нині застосовується декілька технологічних схем електронно-променевої плавки (ЕПП). Класичною і найбільш поширеною схемою ЕПП є краплинна плавка, при якій заготівка у вигляді зливка, стрижнів, смуг переплавляється в мідний водоохолоджуваний тигель-кристалізатор. Схематично цей процес з вертикальною і бічною подачею заготівок, що переплавляються показаний на рис 1.2. (а, б) . Зливок 4 формується при безперервному надходженні на його поверхню краплин рідкого металу в умовах обігріву ванн електронним променем.
Більш ширші можливості має ЕПП при використанні проміжної ємності (рис 1.2.1, в). У таких печах метал, що переплавляється попадає в кристалізатор не відразу, а заздалегідь пройшовши рафінування в проміжній ємності. У такій конструкції печі як заготівка, що переплавляється, можуть бути використані зливки (прутки, смуги), лом, стружка, порошок, рідкий метал. Крім того, розплав можна додатково легувати різними елементами [9].
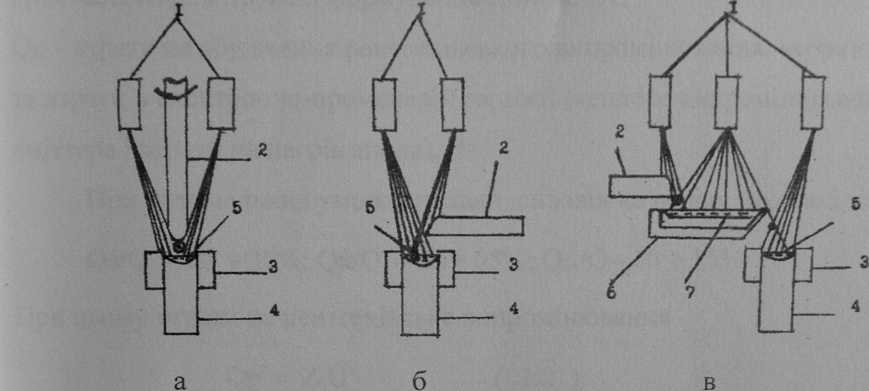
Рисунок 1.2 Схеми електронно-променевого переплаву :
1-електронна гармата ; 2-витратний електрод ; 3-кристалізатор;
4-зливок ; 5-ванна , 6-проміжна ємність,7- рідкий метал.
Основними позитивними особливостями ЕПП є те, що процес рафінування ведеться в досить високому вакуумі (10-2 – 10-4 Па). Метал в розплавленому стані можна витримувати у вакуумі необмежений час, що дозволяє проводити його рафінування , легування та модифікування. Регулювання кількості підведеного тепла, сканування електронного променю по заданій програмі по поверхні зливка , що виплавляється, практично повністю виключає утворення усадочних дефектів і забезпечує високу міру гомогенності металу. Згідно з [ 10 ] , загальний енергетичний баланс електронно-променевої установки можна записати у вигляді:
![]() ( 1.2.1)
( 1.2.1)
де
![]() -
загальна витрата енергії,Вт;
-
загальна витрата енергії,Вт;
![]() -
енергія, що витрачається на нагрів і
оплавлення заготівки, Вт;
-
енергія, що витрачається на нагрів і
оплавлення заготівки, Вт;
![]() -
енергія, що витрачається на створення
і підтримку рідкої ванни в кристалізаторі
в процесі формування зливка, Вт;
-
енергія, що витрачається на створення
і підтримку рідкої ванни в кристалізаторі
в процесі формування зливка, Вт;
![]() -
втрати на збудження рентгенівського
випромінювання, вторинної емісії, та
втрати в електронно-променевій гарматі
(теплове випромінювання катода-еміттера
і втрати на нагрів анода), Вт.
-
втрати на збудження рентгенівського
випромінювання, вторинної емісії, та
втрати в електронно-променевій гарматі
(теплове випромінювання катода-еміттера
і втрати на нагрів анода), Вт.
При оптимальних умовах плавки сплавів на основі нікелю і заліза
![]()
При цьому втрати на рентгенівське випромінювання
![]() (1.2.2 )
(1.2.2 )
де Z - атомний номер елемента в таблиці Менделєєва;
U - прискорююча напруга. Мінімальна довжина хвилі виникаючого рентгенівського випромінювання,В.
![]() (1.2.3
)
(1.2.3
)
а найбільша інтенсивність доводиться на
![]() (
1.2.
4 )
(
1.2.
4 )
Оцінки показують, що при робочій напрузі U = 20 - 21 кВ і струмах порядку З А втрати на рентгенівське випромінювання складають десяті частки % від повної енергії. При цьому рентгенівське випромінювання досить довгохвильове і практично повністю поглинається стінками вакуумної камери.де
Основний внесок в роблять вторинні електрони. Досвід показує, що середня відносна енергія відображених електронів пропорційна Z, тобто із збільшенням атомного номера переплавяємої речовини втрати на відбиття в цілому лінійно зростають. Енергія вторинних електронів, в більшості, витрачається на нагрів плавильної камери і внутрішніх механізмів. Загалом втратами на вторинну емісію як і на рентгенівське випромінювання, можна знехтувати.
Основна частка кінетичної енергії електронів перетворюється в теплову в тонкому шарі 8 під поверхнею на заготовці, що переплавляється і в рідкій ванні проміжної ємності, або кристалізатора. Згідно [ 10 ]
![]() (1.2.5
)
(1.2.5
)
де
![]() - атомна маса;
- атомна маса;
![]() -
густина міді, кг/м3;
-
густина міді, кг/м3;
II - прискорююча напру га,В.
Формулу (1.2.5 ) можна записати як
![]() (1.2.6 )
(1.2.6 )
Оцінки
показують, що
![]() знаходиться в межах ~ 1 мкм для Fе,Ni,
Сr,
Сu;
знаходиться в межах ~ 1 мкм для Fе,Ni,
Сr,
Сu;
~0,5 мкм для W і Ті та 2,8 мкм для А1.
При цьому електрон втрачає свою енергію нерівномірно по мірі проникнення в метал. Максимальна енергія виділяється в кінці пробігу; тому максимум температури досягається на деякій глибині розплаву. Таким чином, джерело тепла як би знаходиться в самій переплавленій речовині в при поверхневому шарі товщиною 8. Саме це і характеризує електронний промінь як вельми ефектне джерело нагріву.
Таким чином максимальну температуру будуть мати ті ділянки поверхні, де щільність електронів в промені максимальна. Саме це зумовлює так звані нестаціонарні умови нагріву при електронно-променевій плавці, які в кінцевому результаті контролюють фізико-хімічні процеси рафінування металу і визначають структуру і властивості зливка, що виплавляється. Від умов нагріву і розподілу температури на поверхні і в глибині зливка залежить якість поверхні і структура зливка, а також втрати внаслідок випаровування (випару) основи сплаву і легуючих елементів.
Плавка за допомогою однієї аксіальної гармати і розгорненням променя відбувається в динамічному, періодично повторюваному тепловому режимі, за умови плавки декількома гарматами, особливо з недостатньо сфокусованими променями, наближаються до стаціонарних [11].
При динамічному нагріванні електронний промінь певного перетину й цільності енергії переміщається по поверхні рідкої ванни відповідно до кругового, спірального або більше складного розгорнення. У цих умовах кожна точка поверхні рідкої ванни піддається дії періодичних теплових імпульсів, частота й тривалість яких залежать від частоти й траєкторії розгорнення електронного пучка і від діаметра фокальної плями (сліду променя на поверхні ванни).
При стаціонарних умовах нагрівання просторове положення електронного потоку залишається практично незмінним у процесі плавки. Електрони відносно рівномірно бомбардують поверхню ванни.
Для забезпечення найкращих умов рафінування варто максимально розвивати реакційну поверхню, створюючи найбільш оптимальний перегрів металу. При динамічному нагріві з відносно невеликою швидкістю руху променя по поверхні рідкої ванни можуть виникнути нераціонально високий перегрів у фокальній плямі, що переміщається і, як наслідок, підвищені втрати металу в результаті випару. Одночасно можуть погіршуватися умови рафінування внаслідок зменшення ефективної реакційної поверхні і нівелюючого ефекту в зоні фокальної плями.
Більше розвинена поверхня й більш вигідні умови рафінування створюються при вертикальній подачі заготовки у порівнянні, що оплавляємий торець витратної заготовки, як правило, приймає форму конуса і стікання металу відбувається вздовж утворюючого конуса, що значно збільшує реакційну поверхню [ 12 ].
При плавці за допомогою однієї аксіальної гармати й горизонтальною або похилою подачею заготовки, що переплавляється , на поверхні рідкої ванни в кристалізаторі утворюється область зі зниженою щільністю енергії -«енергетична тінь» від переплавляємої заготовки, що негативно впливає на структурну й хімічну однорідність зливка.
Різновидом технологічних схем плавки в кристалізатор є переплав сипучої шихти (порошку, гранул, губки, стружки й т.п.), а також скрапу (відходів металургійного прокатного, пресового й ковальського виробництва)[11].
В цей час розробляються технологічні схеми ЕПП, що дозволяють більш повно використати переваги електронного променя як джерела нагрівання. Незалежність нагрівання від процесу плавлення й можливість регулювання параметрів нагрівання в широких межах дозволяють із застосуванням електронно-променевих гармат створювати технологічні схеми, в яких плавлення, рафінування й кристалізація здійснюються роздільно. Це істотно розширює технологічні можливості ЕПП [ 10 ].