

Производственный профиль структурного подразделения.
Организационная структура и ресурсы для производства продукции.
В соответствии с проводимой на предприятии стратегической политикой планируем расширить ассортимент выпускаемой продукции. Приняли решение организовать новое механосборочное производство - цех, специализирующийся на выпуске трех типов изделий «А», «Б», «В».
Годовая производственная программа выпуска изделий.
Таблица 1
Изделие |
Выпуск изделий, шт. |
А |
17400 |
Б |
11600 |
В |
11400 |
Структурная схема изготавливаемых изделий.
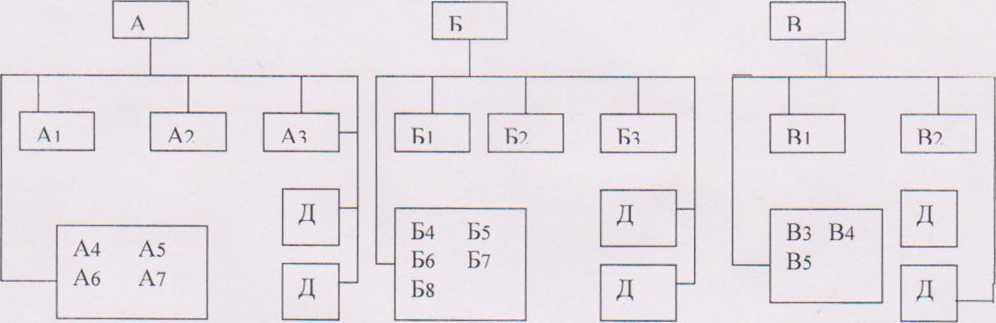
Рис. 1
Характеристика
технологического процесса обработки
деталей
Таблица
2
Операция
Норма
времени на обработку, ч
Коэф.
(группа
оборудо-
вания)
А1
А2
АЗ
Б1
Б2
БЗ
В1
В2
Д
выпол
нения
норм
выраб.
1
.Токарная
обработка
0,5
0,4
0,3
0,6
0,5
0,4
0,5
0,4
0,4
1,06
2.Фрезерование
0,3
0,2
0,08
0,2
0,3
0,2
0,2
0,3
0,25
1,10
3.Сверление
0,25
0,1
0,05
0,03
0,1
0,1
0,2
0,2
0,3
1,15
4.
Долбление
0,2
0,1
0,1
0,5
0,3
0,1
0,3
0,3
0,2
1,12
5.1Плифование
0,06
0,03
0,02
0,1
0,06
0,05
0,06
0,1
0,07
1,20
Итого
1,31
0,83
0,55
1,43
1,26
0,85
1,26
1,3
1,22
Характеристика технологического процесса узловой и общей сборки изделий «А», «Б», «В».
Таблица 3
Операция |
Норма времени, ч |
Коэффициент выполнения норм |
||
А |
Б |
В |
||
1. Сборка узла |
0,5 |
1,2 |
0,3 |
1,20 |
2. Общая сборка изделий |
1,0 |
2,3 |
1,7 |
1,10 |
Итого |
1,5 |
3,5 |
2,0 |
1,15 |
Норма расхода основных материалов на продукцию, кг
Таблица 4
Наименование материала |
|
Детали |
Коэффициент использования материала |
|||||||
А1 |
А2 |
АЗ |
Б1 |
Б2 |
БЗ |
В1 |
В 2 |
Д |
||
1. Сталь У2 |
20 |
- |
- |
- |
10 |
25 |
- |
- |
- |
0,8 |
2. Сталь 45 |
- |
15 |
- |
- |
- |
- |
65 |
- |
- |
0,8 |
3. Серый чугун |
- |
- |
- |
50 |
- |
- |
- |
40 |
- |
0,8 |
4.Дюралюминий |
- |
- |
- |
- |
- |
- |
- |
- |
10 |
0,8 |
5. Алюминий |
- |
- |
5 |
- |
- |
- |
- |
- |
- |
0,8 |
Стоимость основных материалов и покупных деталей (с учетом транспортнозаготовительных работ), тыс.р.
Таблица 5
Основные материалы, покупные детали |
Цена, за одну тонну материалов |
Цена, за одну тонну отходов |
Цена, за одну штуку |
1. Сталь У2 |
2,3 |
0,015 |
- |
2. Сталь 45 |
2,4 |
0,1 |
-
- |
3. Серый чугун |
1,7 |
0,08 |
- |
4. Дюралюминий |
25,0 |
2,5 |
- |
5. Алюминий |
20,0 |
2,0 |
- |
6. Детали: А4, А5, Б8, Б7 |
- |
- |
0,07 |
7. Детали: А6, Б4, Б5, В4, В5 |
- |
- |
0,05 |
8. Детали: Л7, Б6, ВЗ |
- |
- |
0,10 |
Основные параметры технологического и вспомогательного оборудования механосборочного цеха
Таблица 6
Наименование станка (рабочего места) |
Мощность двигателя станка, квт |
Коэффиц. использова- ния мощности и времени работы станка |
Площадь, занимаемая одним станком, м2 |
Цена за ед. оборудования, тыс.руб. |
Способ деления станоч- ного парка |
1 .Технологическое оборудование 1.1. Токарный станок |
6,0 |
0,8 |
15,0 |
160-180 |
Диффе- ренциро- ванный расчет по каждой группе станков (но трудоемкости выпол- няемый работ) |
1.2. Фрезерный станок |
6,0 |
0,8 |
15,0 |
120-150 |
|
1.3. Сверлильный станок |
5,0 |
0,85 |
15,0 |
40-70 |
|
1.4. Долбежный станок |
5,0 |
0,7 |
15,0 |
90-120 |
|
1.5.Шлифовальный станок |
6,0 |
0,8 |
15,0 |
250-300 |
|
1.6. Рабочее место сборщика |
-
|
- |
5-10 |
50-100 |
|
2. Вспомогательное оборудование 2.1. Рабочее место слесаря - ремонтника |
- |
- |
22,0 |
40-60 |
3% от станочного парка |
2.2. Рабочее место рабочего - инструментальщика |
- |
- |
12,0 |
40-80 |
2% от станочного парка |
2.3. Рабочее место рабочего - заточника инструмента |
- |
- |
12,0 |
3-8 |
4% от станочного парка |
2.4. Установка для приготовления и раздачи СОЖ |
8,5 |
0,7 |
40,0 |
65 |
Одна единица |
Данные для определения общей площади и стоимости цеха
Таблица 7
Площадь |
Способ расчета |
Высота здания цеха, м |
Стоимость одного м3 здания, руб. |
1. Производствен- ная |
По площади занимаемой станками |
- |
500,0 |
2. Вспомогательная |
По площади занимаемой станками |
- |
500,0 |
3. Служебно - бытовая |
25% от производственной площади |
- |
600,0 |
4. Общая площадь |
- |
7 |
- |
Перечень рабочих профессий и разряд выполняемых работ
Таблица 8
Профессия |
Форма оплаты труда |
Условия работы |
Разряд работы |
Тарифный коэффициент |
Производственные рабочие 1. Токарь |
Повременная |
Нормальные |
6 |
2,44 |
2. Фрезеровщик |
Повременная |
Нормальные |
6 |
2,44 |
3. Сверлильщик |
Повременная |
Нормальные |
6 |
2,44 |
4. Долбильщик |
Повременная |
Нормальные |
7 |
2,76 |
5. Шлифовальщик |
Повременная |
Нормальные |
6 |
2,44 |
6. Слесарь - сборщик |
Повременная |
Нормальные |
7 |
2,76 |
Вспомогательные рабочие 1. Наладчик |
Повременная |
Нормальные |
8 |
3,12 |
2. Слесарь - ремонтник |
Повременная |
Нормальные |
7 |
2,76 |
3. Заточник инструмента |
Повременная |
Нормальные |
7 |
2,76 |
4. Инструментальщик |
Повременная |
Нормальные |
6 |
2,44 |
5. Водитель электрокары |
Повременная |
Нормальные |
6 |
2,44 |
6. Прочие рабочие |
Повременная |
Нормальные |
5 |
2,16 |
Перечень должностей руководителей, специалистов и прочего персонала цеха
Таблица 9
Должность |
Тарифный разряд |
Тарифный коэффициент |
1. Начальник цеха |
13 |
5,76 |
2.Зам. начальника цеха |
12 |
5,10 |
3. Мастер |
9 |
3,53 |
4. Мастер ОТК |
8 |
3,12 |
5. Механик |
10 |
3,99 |
6. Энергетик |
10 |
3,99 |
7. Нормировщик |
6 |
2,44 |
8. Табельщик |
4 |
1,91 |
9. Младший обслуживающий персонал |
4 |
1,91 |
10. Прочий персонал |
3 |
1,69 |
Организационная структура управления цеха

Пространственная планировка цеха
-
У
 часток
№1 по изготовлению
часток
№1 по изготовлениюизделия А
Участок №5
Узловая и общая
сборка
Участок №2 но изготовлению
изделия Б
Участок №3 по изготовлению
изделия В
Участок №4 по изготовлению
деталей Д