

5.3. Общая классификация баз
Все многообразие поверхностей деталей сводится к четырем видам:
1) исполнительные поверхности – поверхности, при помощи которых деталь выполняет свое служебное назначение;
2) основные базы – поверхности, при помощи которых определяется положение данной детали в изделии;
3) вспомогательные базы – поверхности, при помощи которых определяется положение присоединяемых деталей относительно данной;
4) свободные поверхности – поверхности, не соприкасаемые с поверхностями других деталей.
Общая классификация баз имеет следующий вид:
А. По назначению: |
Б. По лишаемым степеням свободы: |
В. По характеру проявления: |
конструкторская - основная - вспомогательная технологическая измерительная |
установочная направляющая опорная двойная направляющая двойная опорная |
скрытая явная |
По назначению
Конструкторская база – база, используемая для определения положения детали или сборочной единицы в изделии.
Основная база – конструкторская база, принадлежащая данной детали или сборочной единице и используемая для определения ее положения в изделии.
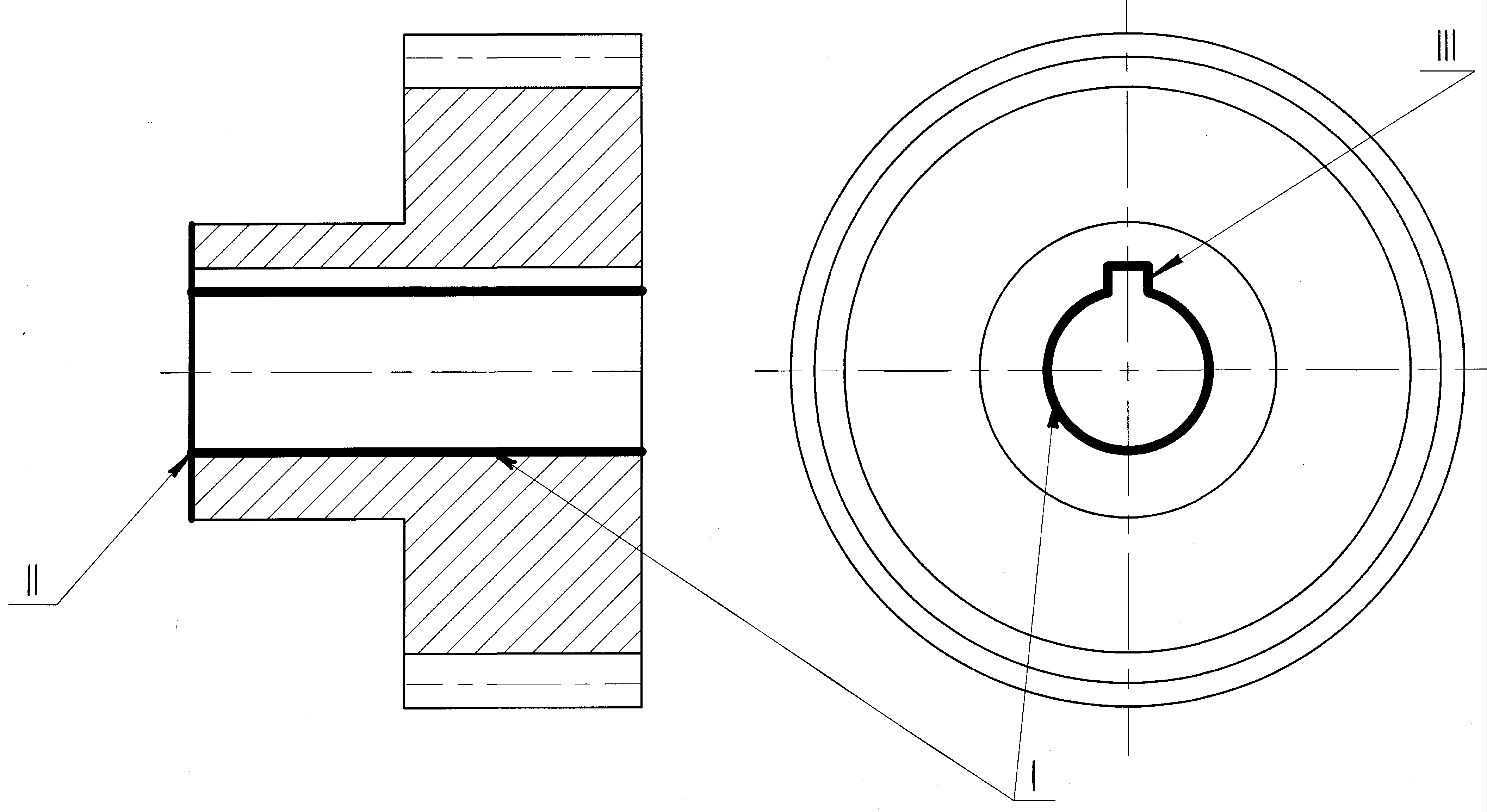
Рис. 5.8. I, II, III – комплект основных баз шестерни.
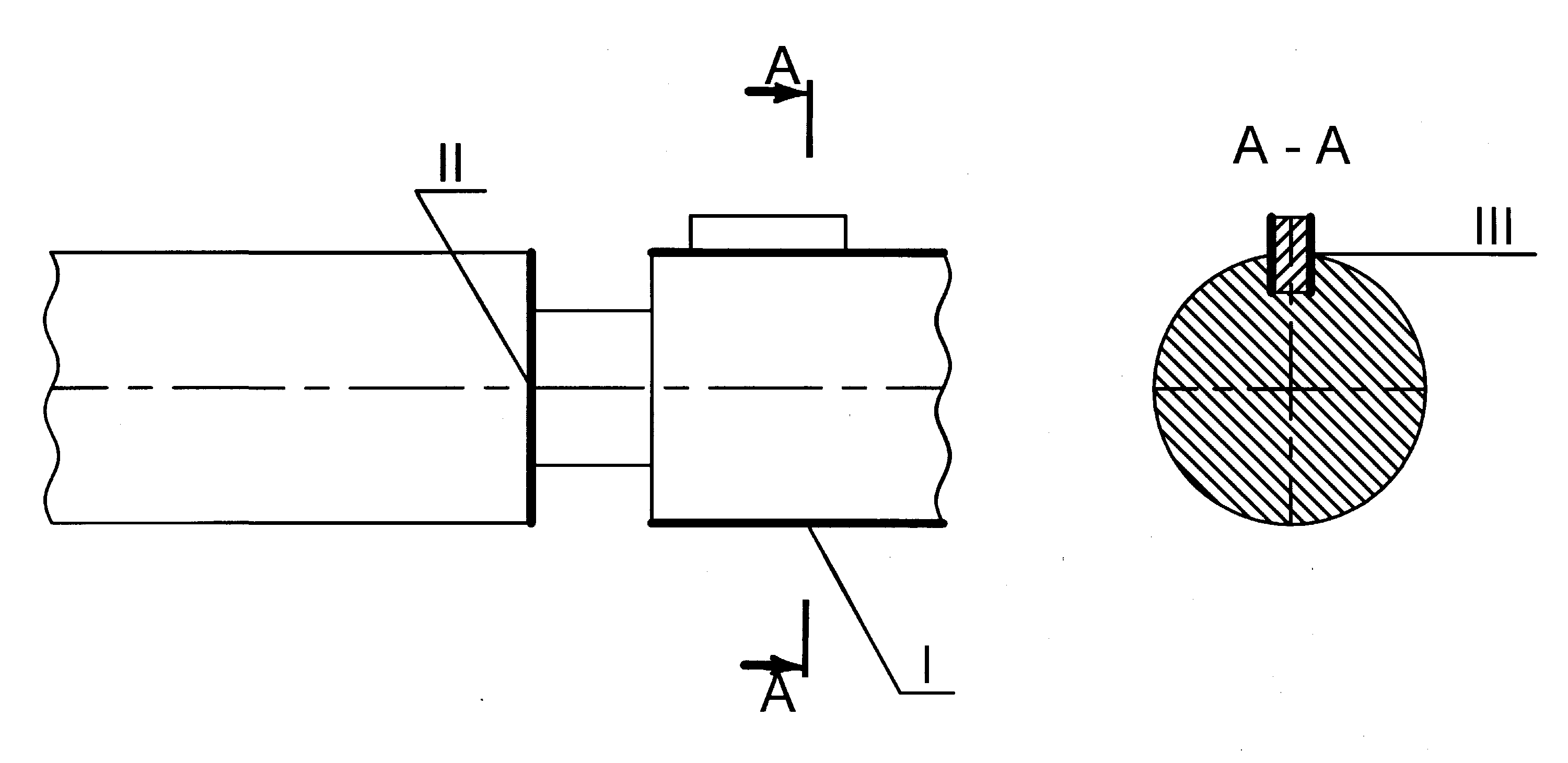
Вспомогательная база – конструкторская база, принадлежащая данной детали или сборочной единице и используемая для определения положения присоединяемого к ним изделия.
 Error: Reference source not found
Error: Reference source not found
Рис. 5.9. I, II, III – комплект вспомогательных баз вала со шпонкой.
Технологическая база – база, используемая для определения положения заготовки или изделия в процессе изготовления или ремонта.
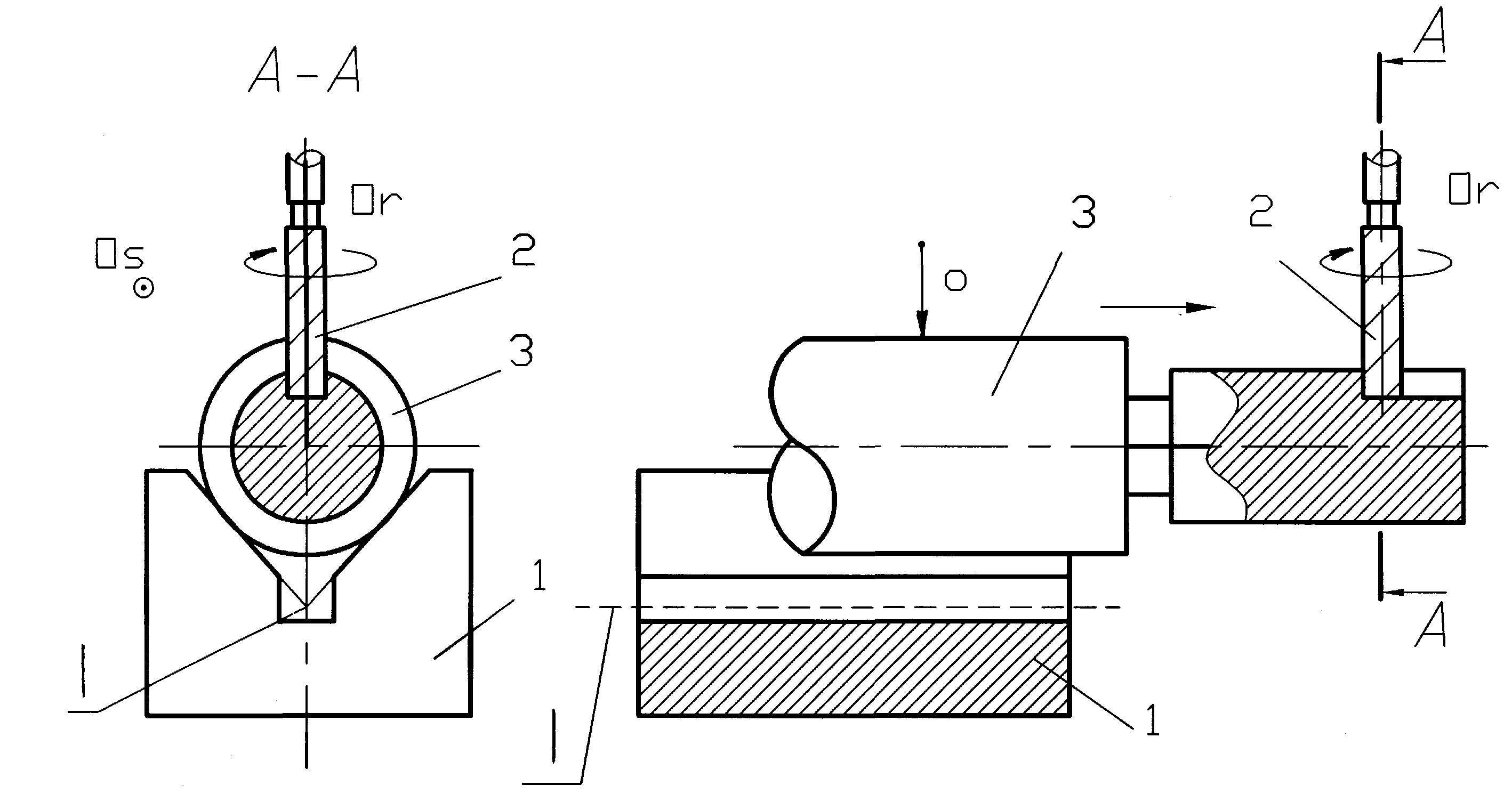
Рис.5.10. Технологическая база. I – технологическая база вала, 1 – призма (элемент приспособления к фрезерному станку); 2 – шпоночная фреза ; 3 – заготовка вала со шпоночным пазом.
Измерительная база – база, используемая для определения относительного положения заготовки или изделия и средств измерения.

Рис. 5.11. Измерительная база 1 – индикаторная стойка, 2 – изделиеи, 3 – индикатор ( средство измерения), А – измерительная база детали.
По лишаемым степеням свободы
Установочная база – база, лишающая заготовку или изделие трех степеней свободы – перемещения вдоль одной координатной оси и поворотов вокруг двух других осей.
Направляющая база – база, лишающая заготовку или изделие двух степеней свободы – перемещения вдоль одной координатной оси и поворота вокруг другой оси.
Опорная база – база, лишающая заготовку или изделие одной степени свободы – перемещения вдоль одной координатной оси или поворота вокруг оси.
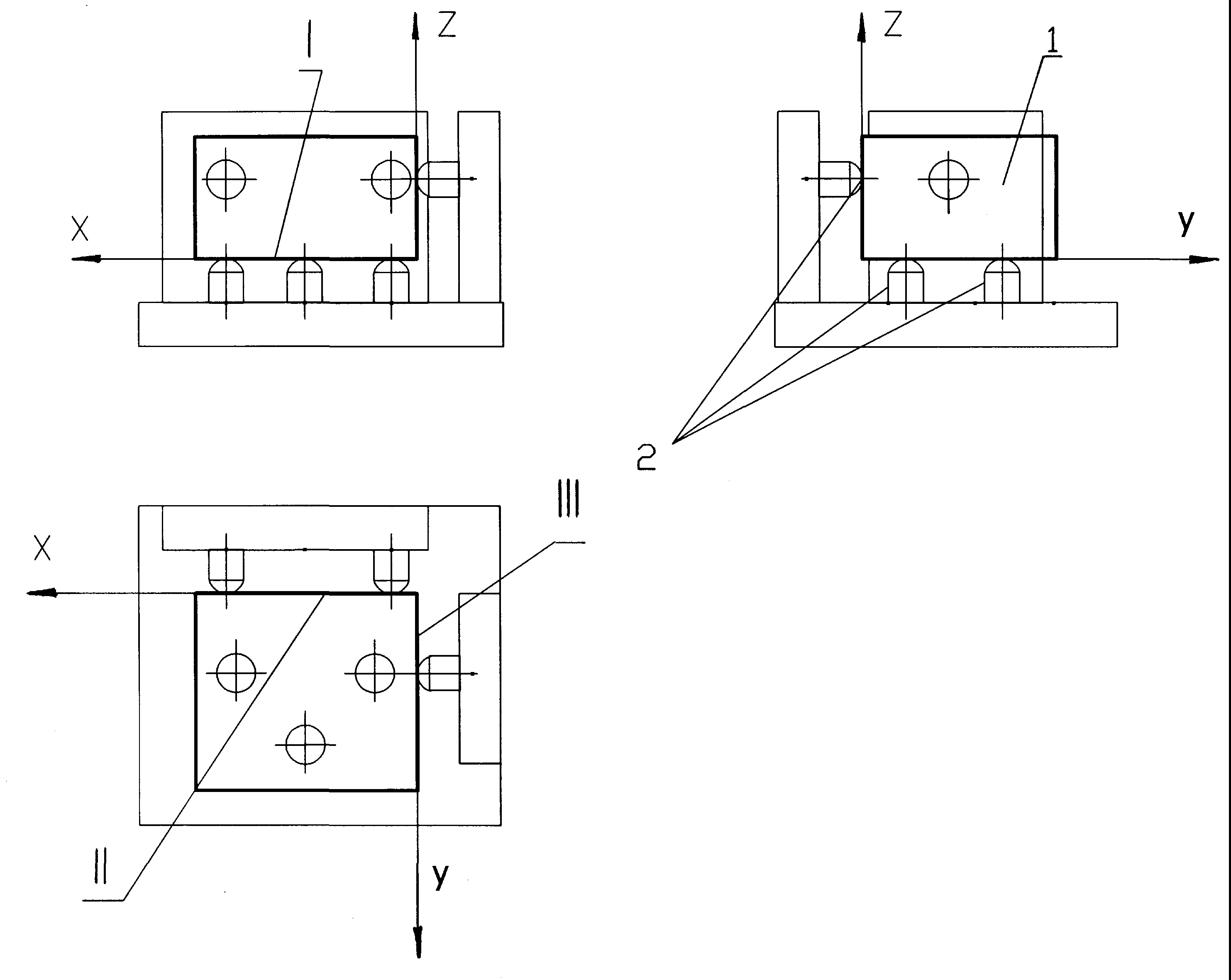
Рис. 5.12. I – установочная база заготовки, лишающая ее перемещения вдоль оси Z и поворотов вокруг осей Х и У; II – направляющая база заготовки, лишающая ее перемещения вдоль оси У и поворота вокруг оси Z; III – опорная база заготовки, лишающая ее перемещения вдоль оси X; 1 – заготовка; 2 – опоры приспособления.
Двойная направляющая база – база, лишающая заготовку или изделие четырех степеней свободы –
перемещений вдоль двух координатных осей и поворотов вокруг этих осей.
Рис. 5.13. I – двойная направляющая база детали, лишающая ее перемещений вдоль осей Y и Z и поворотов вокруг осей Y и Z. и двойная опорная база заготовки, лишающая ее перемещений вдоль осей X и Y. 1 – заготовка, 2 – элемент приспособления
Двойная опорная база – база, лишающая заготовку или изделие двух степеней свободы – перемещений вдоль двух координатных осей.
По характеру проявления
Скрытая база – база заготовки или изделия в виде воображаемой плоскости, оси или точки. Эти базы используются когда удобно на чертежах определить взаимное расположение отдельных деталей в узлах или поверхностей в деталях не по реальным поверхностям а по воображаемым плоскостям, линиям или точкам ( плоскость симметрии, осевая линия, биссектрисы углов, центровая точка)
Явная база – база заготовки или изделия в виде реальной поверхности, разметочной риски или точки пересечения рисок.
Рис. 5.14. I – установочная явная база заготовки; II – направляющая скрытая база заготовки; ІІІ – опорная база заготовки; 1-6 – опорные точки; 7 – заготовка; 8 – губки самоцентрирующих тисков.
Установочная технологическая база – совокупность поверхностей, линий или точек определяющих положение обрабатываемой заготовки (базовой детали, собираемого узла).
При использовании приспособлений за установочные базы принимают реальные поверхности, непосредственно контактирующими с установочными элементами приспособлений. Эти базы часто называют опорными. При установке с выверкой используют как реальные поверхности заготовки, так и геометрические линии и точки, материально представляемые на заготовке в виде разметочных рисок. Эти базы называют проверочными.
Рис. 5.15. Поверочная база в виде пересекающихся линий
По месту положения установочных баз в технологическом процессе их делят на черновые, или предварительные, промежуточные и окончательные.
Черновые базы используют на первых операциях обработки, когда никаких
обработанных поверхностей еще нет. Они служат для создания промежуточных установочных баз, а часто сразу и окончательных, используемых для завершения обработки.
Установочные базы делят на основные и вспомогательные.
Основные базы – те поверхности, которые предусмотрены конструкцией детали и выполняют определенную роль при ее работе в изделии.
Вспомогательные базы – поверхности, искусственно создаваемые на детали из технологических соображений. Для работы детали в изделии эти поверхности не нужны и после завершения обработки при необходимости могут быть удалены. Возможность создания вспомогательных установочных баз должна быть предусмотрена и оговорена в конструкции детали.

Рис.5.16. Вспомогательные базы. Поясок 1 и торец 2 – вспомогательные базы.
При проектировании технологических процессов большое значение имеет выбор баз. Обработку заготовок обычно начинают с создания установочных баз. В качестве черновых баз могут быть выбраны поверхности заготовки либо вовсе не обрабатываемые, либо обрабатываемые в дальнейшем.