

Условное обозначение точности зубчатых колес и передач





 Пример
наиболее полного условного
обозначения
точности:
8-7-6-Ca/V-128
ГОСТ 1643-81. Оно
означает, что задана 8-я степень в
отношении
кинематической точности, 7-я степень в
отношении плавности
работы, 6-я степень в отношении контакта.
Боковой зазор при межосевом
расстоянии, указанном на чертеже, должен
быть не более 128 мкм, вид сопряжения
зубчатых колес С, вид допуска на боковой
зазор
"а" и класс отклонений межосевого
расстояния V
(а рекомендуется
по стандарту IV
класс, поэтому и указано значение
бокового зазора).
Пример
наиболее полного условного
обозначения
точности:
8-7-6-Ca/V-128
ГОСТ 1643-81. Оно
означает, что задана 8-я степень в
отношении
кинематической точности, 7-я степень в
отношении плавности
работы, 6-я степень в отношении контакта.
Боковой зазор при межосевом
расстоянии, указанном на чертеже, должен
быть не более 128 мкм, вид сопряжения
зубчатых колес С, вид допуска на боковой
зазор
"а" и класс отклонений межосевого
расстояния V
(а рекомендуется
по стандарту IV
класс, поэтому и указано значение
бокового зазора).
Пример самого краткого обозначения: 8-С ГОСТ 1643-81. Оно означает, что передача (колесо) имеет 8-ю степень точности по всем трем нормам, характеризующим точность вращения (т.е. по кинематической точности, плавности работы и полноте контакта), вид сопряжения С и используются рекомендуемые стандартом соответствия между видом сопряжения и видом допуска по боковому зазору, а также между видом сопряжения и классом отклонения межосевого расстояния (вид допуска "с", класс межосевого расстояния IV).
Все другие обозначения являются промежуточными между самым подробным и самым коротким.
Тема 12. Взаимозаменяемость шпоночных и шлицевых соединений – лк – 4,5 часа, срс – 1,5 часа.
Для соединения втулок, шкивов, муфт, рукояток и других деталей машин с валами, когда к точности центрирования соединяемых деталей не предъявляют особых требований, применяют шпонки. Размеры, допуски и посадки большинства типов шпонок и пазов для них унифицированы для всех стран — членов СЭВ. Для получения различных посадок призматических шпонок установлены поля допусков на ширину b шпонок, пазов валов и втулок (ГОСТ 23360—78). Для ширины шпонки установлено поле допуска h9 (для высоты шпонки h11 и для длины hl4), что делает возможным их централизованное изготовление независимо от посадок. Установлены следующие три типа шпоночных соединений: свободное, нормальное и плотное. Для свободного соединения установлены поля допусков ширины b для паза на валу Н9 и для паза во втулке D10, что дает посадку е зазором; для нормального соединения — соответственно N9 и JS9; для плотного соединения — одинаковые поля допусков на ширину b для паза на валу и паза во втулке Р9. Нормальные и плотные соединения имеют переходные посадки.
Контроль шпоночных соединений осуществляют комплексными калибрами.
Допуски калибров для шпоночных соединений регламентированы ГОСТ 24109—80, а их конструкции и размеры ГОСТ 24110—80 . . . ГОСТ 24121—80.
Вследствие смятия и среза шпонок, ослабления сечения валов и втулок пазами и образования концентраторов напряжений шпоночные соединения не могут передавать большие крутящие моменты. В результате перекосов и смещения пазов, а также контактных деформаций от радиальных сил в шпоночных соединениях возможен перекос втулки на валу.
Эти недостатки шпоночных соединений ограничивают область их применения и обусловливают замену их шлицевыми соединениями, которые передают большие крутящие моменты, имеют большее сопротивление усталости и высокую точность центрирования и направления.
В зависимости от профиля зубьев шлицевые соединения делят на:
- прямобочные,
- эвольвентные,
- треугольные.
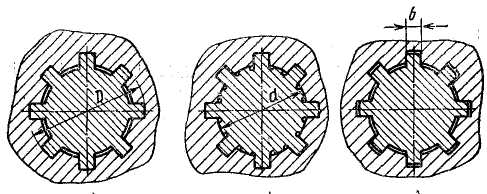
- могут передавать большие крутящие моменты,
- имеют на 10— 40 % меньше концентрацию напряжений у основания зубьев, повышенную циклическую долговечность,
- обеспечивают лучшее центрирование и направление деталей, проще в изготовлении и т. п.
Шлицевые соединения с треугольным профилем не стандартизованы; их применяют чаще всего вместо посадок с натягом, а также при тонкостенных втулках для передачи небольших крутящих моментов.