

Назначение нормализованных расточных резцов
Эскиз |
Назначение резцов |
Токарных расточных для обработки сквозных отверстий |
|
|
Для растачивания сквозных отверстий длиной до 100-150 мм |
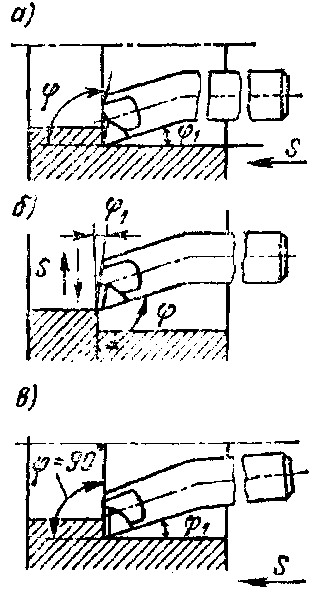
Токарных расточных для обработки ступенчатых и глухих отверстий |
|
|
Для растачивания (а) и подрезаний внутренних уступов. Подрезание уступов осуществляется как с поперечной (6), так и с продольной (в) подачами. В последнем случае державка резца поворачивается на угол φ = 5° |
Токарных расточных державочных |
|
|
Для растачивания сквозных и глухих отверстий глубиной более 100-150 мм. По способу крепления в державках резцы подразделяются на:
креплением (а);
креплением (б);
креплением под углом 45° или 60° (в) |


Контроль деталей
Наиболее распространенным инструментом для измерения размеров деталей, полученных после черновой и получистовой обработки, является штангенциркуль типа 11Щ-1 (рисунок 26). Губки С и D предназначены для измерения наружных, а губки А и В - для измерения внутренних поверхностей, с помощью ножки 4 измеряют уступы и углубления. Размер с точностью до 1 мм отсчитывается по линейке 3, а с точностью до 0,1 мм - по нониусу на каретке 2. После замера губки фиксируют винтом 1.

Рис. 26. Контроль детали штангенциркулем
В условиях серийного производства детали измеряют предельными скобами – рисунок 27. Особенностью скоб различных конструкций является то, что с их помощью оценивают два размера обработанной детали: первый с наибольшим, а второй с наименьшим отклонением. Размер с наибольшим отклонением обозначается ПР - (проходной), а размер с наименьшим отклонением - НЕ (непроходной). В регулируемых скобах, рисунок 27б) размеры НЕ и ПР - настраиваются перемещением измерительных головок 4 и 5 относительно поверхности 6, которые фиксируются винтами 1, 2 и 3.
Рис. 27. Предельные скобы