Гидроцилиндры и гидромоторы
Гидроцилиндры - это объемные гидродвигатели с поступательным движением выходного звена. Они служат для получения поступательных движений рабочих органов станков. В зависимости от величины требуемых сил и скоростей движения рабочих органов применяются различные конструкции гидроцилиндров и различные способы их включения в систему.
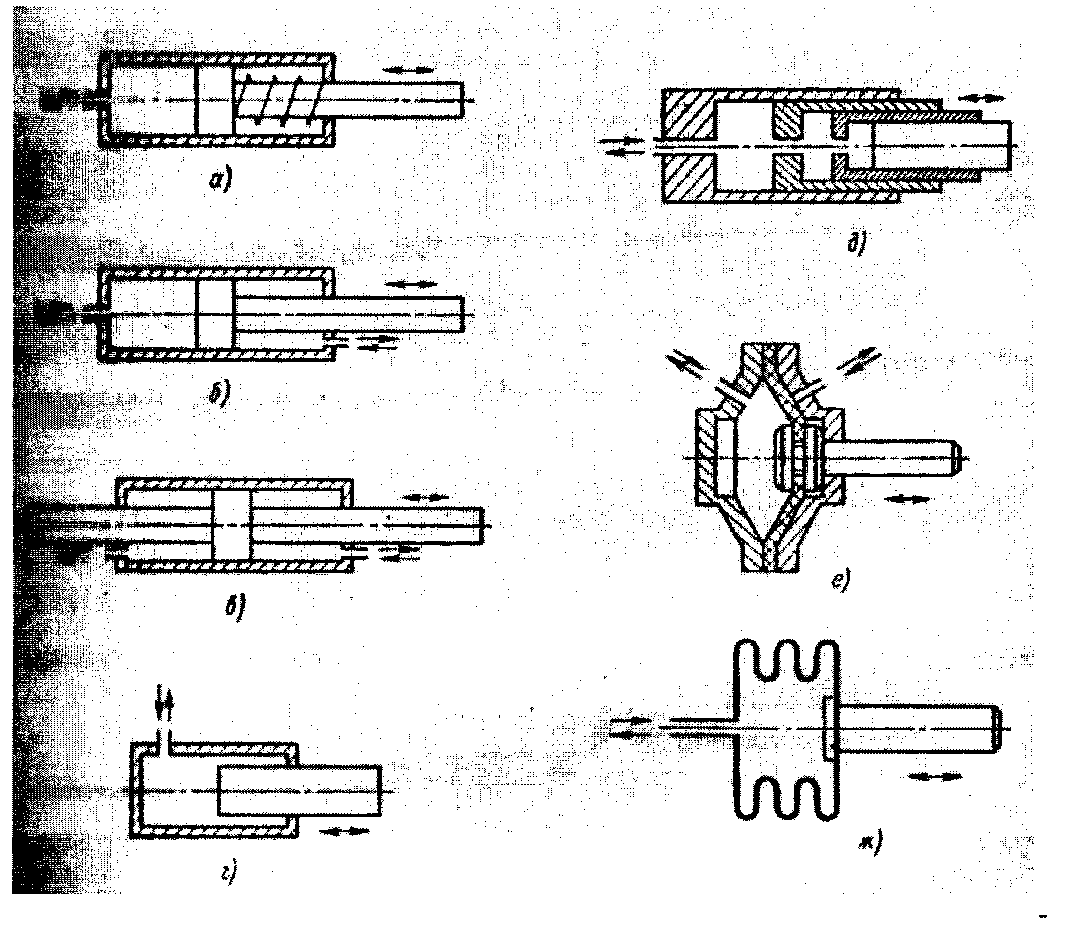
Рисунок 39. Типы гидроцилиндров
рых движение выходного звена под действием рабочей среды возможно только в одном направлении; б) двустороннего действия, в котором движение выходного звена под действием рабочей среды возможно в двух противоположных направлениях (рисунок 39, б); в) с двустороннем штоком (рисунок 39, в); г) плунжерные - с рабочей камерой, образованной рабочими поверхностями корпуса и плунжера (рисунок 39, г); д) телескопические (рисунок 39, д) - с рабочими поверхностями корпуса и нескольких концентрично расположенных поршней или плунжеров, перемещающихся относительно друг друга, сумма ходов которых равна ходу выходного звена; е) мембранные (рисунок 39, е)-с рабочими камерами, образованными рабочими поверхностями корпуса и мембраны со штоком; ж) сильфонные (рисунок 39, ж) - с рабочей камерой, образованной внутренней поверхностью сильфона.
Наиболее широкое применение в станках находят гидроцилиндры двустороннего действия с односторонним штоком. В этих конструкциях скорости движения вперед и об-
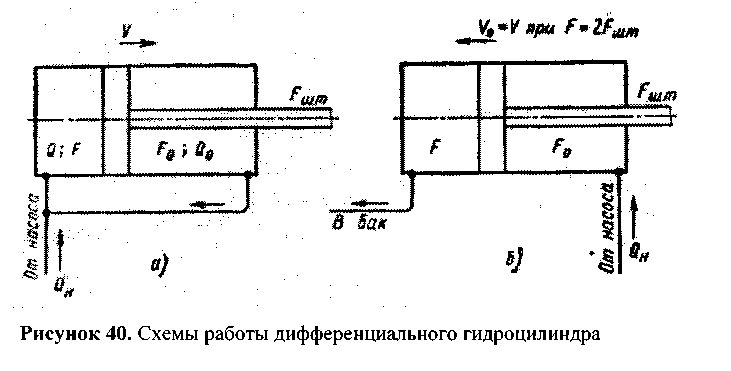
ратно несколько разнятся между собой. Одинаковые скорости в обоих направлениях при одностороннем штоке обеспечиваются в гидроцилиндрах (рисунок 40) только при определенных площадях поперечных сечений цилиндра и штока. Докажем это.
В цилиндре (рисунок 40, а) обе полосы сообщаются между собой. Количество масла, поступающего в левую полость, не имеющую штока при движении поршня вправо,
где QH - объем масла, нагнетаемого насосом;- объем правой полости.
Таким образом, масло, вытесняемое из правой полости, присоединяется к объему, подаваемому насосом.
К![]() оличество
масла, нагнетаемого насосом,
оличество
масла, нагнетаемого насосом,
Отсюда скорость поршня придвижении вправо
![]()
Скорость поршня при движении влево (рисунок 73, б)
![]()
Чтобы скорости рабочего и обратного ходов были одинаковы, требоется соблюдение следующего условия, вытекающего из сопоставления скоростей v и v0:
![]()
о![]() ткуда
ткуда
Т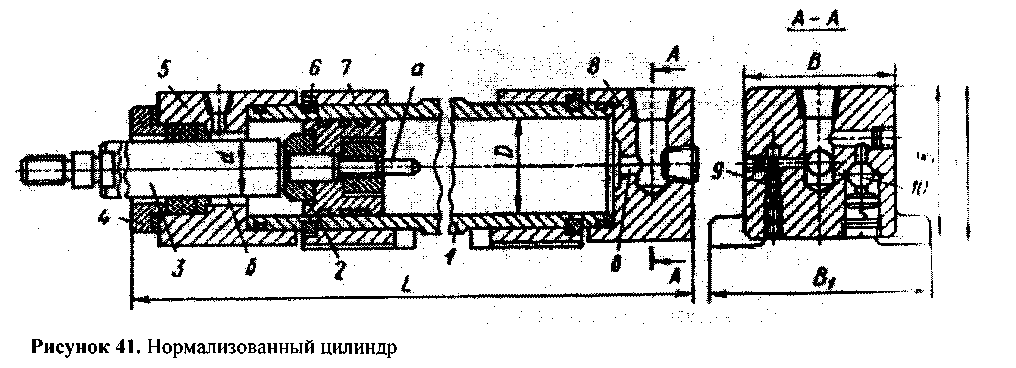 аким
образом, в цилиндрах с односторонним
штоком скорости рабочего и обратного
ходов поршня будут одинаковы, если
площадь поперечного сечения цилиндра
F
равна двойной площади сечения штока
Ршт,
причем обе полости цилиндра должны
общаться между собой (при одном из
ходов).
аким
образом, в цилиндрах с односторонним
штоком скорости рабочего и обратного
ходов поршня будут одинаковы, если
площадь поперечного сечения цилиндра
F
равна двойной площади сечения штока
Ршт,
причем обе полости цилиндра должны
общаться между собой (при одном из
ходов).
Гидроцилиндр (рисунок 41) изготовлен из толстостенной бесшовной стальной трубы 1, на концах которой в наружных выточках вставлены полукольца 6. На эти полукольца опираются лапы 7, к которым болтами крепят головки 5 и 8. Головка 5 имеет отверстие, через которое проходит шток 3, уплотняемый сальником и фланцем 4. С обеих сторон поршня имеются тормозные плунжеры 2 и а, которые в конце хода поршня входят в выточки б и в в головках 5 и 8, создающие гидравлический буфер. Конические поверхности на концах плунжера служат для гашения гидравлического удара при входе плунжера в выточку. Рабочая жидкость в начале
хода поршня, когда отверстие в головке закрыто плунжером, поступает в полость цилиндра через обратный клапан 10, а в конце хода поршня сливается через дроссель 9.
Диаметры цилиндров и штоков нормализованы. Согласно ГОСТ 6440-62 установлены следующие ряды диаметров цилиндров: основной ряд - 25, 32, 40, 50, 60, 80, 100, 125, 160, 200, 250, ,320, 400 мм; дополнительный ряд - 28, 36, 45, 55, 70, 90, 110, 140, 180, 220, 180, 360 мм.
Таблица 5
Основные размеры (в мм) нормализованных цилиндров конструкции ЭНИМС (рисунок 41)
D |
d |
L |
Ход поршня |
В |
в, |
Н |
45 |
16-28 |
310 |
145 |
85 |
135 |
87 |
55 |
22-35 |
335 |
180 |
95 |
155 |
97 |
65 |
28-45 |
390 |
180 |
105 |
165 |
107 |
75 |
32-50 |
425 |
205 |
120 |
195 |
125 |
90 |
35-65 |
440 |
205 |
145 |
220 |
150 |
105 |
45-75 |
530 |
240 |
170 |
260 |
175 |
125 |
50-90 |
575 |
240 |
190 |
285 |
195 |
150 |
55-105 |
625 |
285 |
230 |
335 |
235 |
180 |
65-125 |
680 |
315 |
290 |
410 |
295 |
В таблице 5 даны основные параметры нормализованных цилиндров конструкции ЭНИМС (рисунок 41). Диаметр обычного штока d=(0,25-H),35)D, а утолщенного d=0,7D. ГОСТ 6440-62 рекомендует следующие диаметры штоков: основной ряд - 12, 16, 20, 25, 32, 40, 50, 60, 80, 100, 125, 160 мм; дополнительный ряд -14, 18, 22, 28, 36, 45, 55, 70, 90, 110, 140, 180 мм.
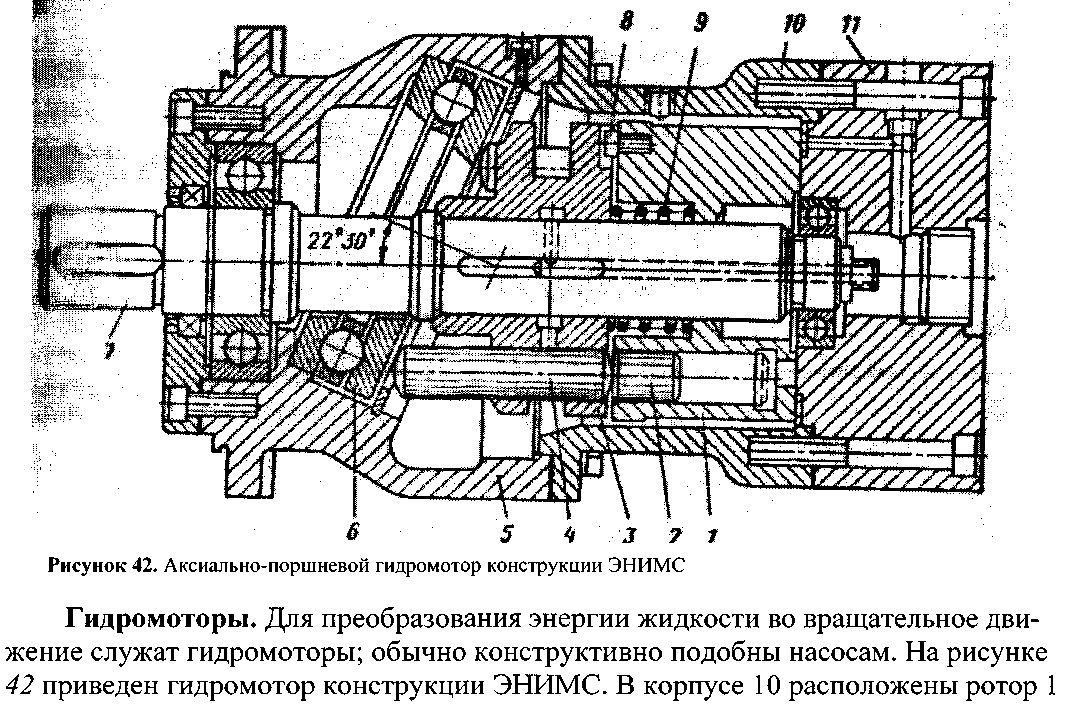
с поршнями 2, ведущий диск 3 с толкателями 4 и приводной вал 7. Диск 3 жестко закреплен на валу 7 и через поводки 8 приводит во вращение ротор 1, свободно посаженный на том же валу. В распределительном диске 11 имеются каналы для соединения с полостями нагнетания и слива. Масло от насоса под давлением поступает в распределительный диск 11 и далее давит на поршни 2, которые перемещают толкатели 4 и прижимают их к опорному кольцу подшипника 6, смонтированного в крышке 5 под определенным углом к оси приводного вала. Вследствие этого усилие взаимодействия толкателя на шайбу дает осевую и радиальную составляющие в плоскостях, параллельных и перпендикулярных к оси вала. Осевые составляющие воспринимаются корпусом, а радиальные через толкатели вращают диск 3, который сообщает вращение валу 7 и ротору 1. Ротор прижимается к распределительному диску пружиной 9.
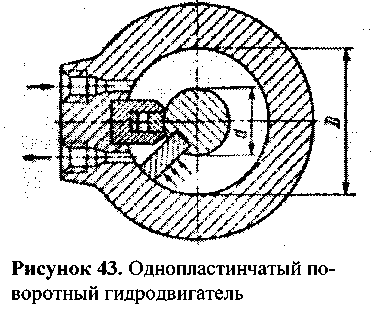
Поворотный гидродвигатель (рисунок 43) служит для угловых перемещений приводимых узлов. Они являются объемными гидродвигателями с возвратно-поворотным относительно корпуса движением силового органа, которым в данном случае является пластина, заделанная в вал двигателя. Эти гидродвигатели способны развивать большие крутящие моменты. Угол поворота однопластинчатого
гидродвигателя может быть равен 270-280°.
ПОДБОР ЧИСЕЛ ЗУБЬЕВ СМЕННЫХ ЗУБЧАТЫХ КОЛЕС
У некоторых металлорежущих станков для наладки кинематических цепей применяют устройства, называемые гитарами (см. рисунок 11, г). Они обеспечивают необходимое сцепление сменных зубчатых колес. Для осуществления точных передаточных отношений используют двухпарные и трехпарные гитары. Каждая гитара снабжена определенным набором сменных колес.
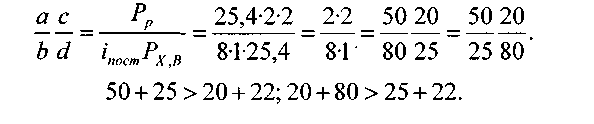
Нормальные комплекты сменных зубчатых колес приведены, в таблице 4. Чтобы подобранные сменные зубчатые колеса могли поместиться на гитаре и не упирались во втулки валиков зубчатых колес, необходимо соблюдать следующие условия зацепляемости: а+Ь^Н-( 15-22); с+ё^э+(15-22).
Суммы чисел сопряженных колес не должны превышать допустимого значения, определяемого конструкцией и размерами места, отведенного для размещения гитары на станке.
Существует несколько способов подбора чисел зубьев сменных зубчатых колес.
Способ разложения на простые множители применяют в том случае, если на них можно разложить числитель и знаменатель передаточного отношения, полученного по уравнению наладки.
Произведя разложение, сокращают дробь или вводят дополнительные множители, комбинируя их так, чтобы получить выражение дроби через числа зубьев, имеющихся в комплекте сменных колес.
![]()
Пример
1. Подсчитать сменные зубчатые колеса
на нарезание дюймовой резьбы с числом
ниток на один дюйм к=8 на токарно-винторезном
станке с шагом ходового винтаи постоянным
передаточным отношением 1ПОст=1/2:![]()
Способ
замены часто встречающихся чисел
приближенными дробями заключается
в том, что часто встречающиеся
числа![]() заменяют
заменяют
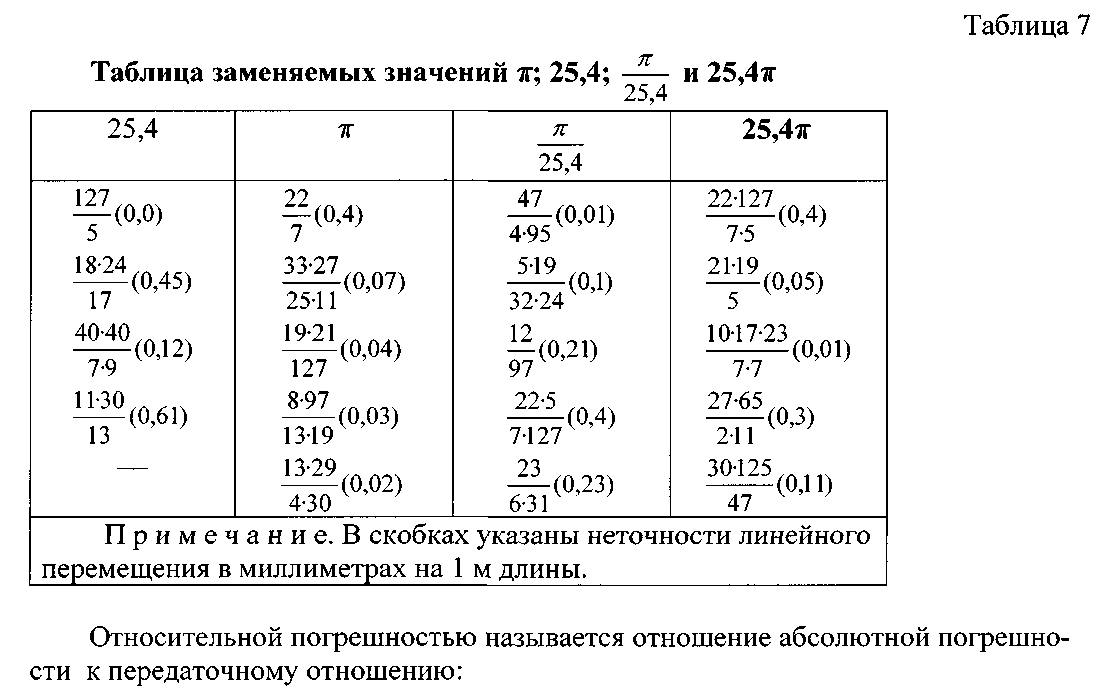
приближенными величинами (таблица 7), дающими возможность с достаточной точностью получить передаточные отношения. Этот метод находит применение на токарно-винторезных станках при необходимости нарезания модульной или пит-чиевой резьбы, а также при нарезании дюймовой резьбы в случае отсутствия в наборе колеса с числом зубьев z=127.
П р и м е р 2. Подобрать сменные зубчатые колеса для нарезания дюймовой резьбы с числом ниток на один дюйм к=10 на токарно-винторезном станке с шагом винта рх, в=6мм и постоянным передаточным отношением 1Пост=1-
Решаем этот пример пользуясь таблицей 7:
![]()
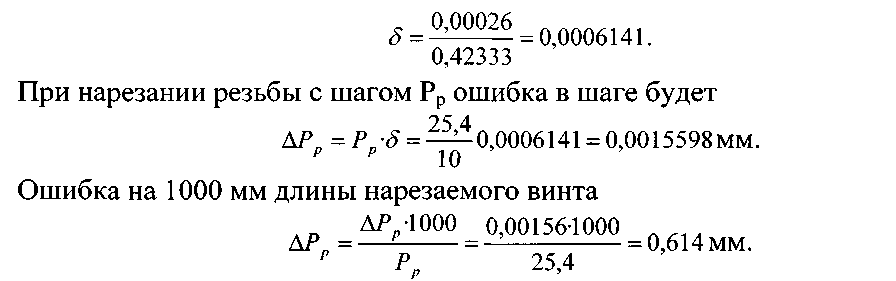
При применении приближенных способов подбора сменных колес, полученное передаточное отношение отличается от заданного, поэтому возникает необходимость в определении погрешности наладки. Например, в нашем случае
![]()
Абсолютная погрешность будет равна 0,42333-0,42307=0,00026
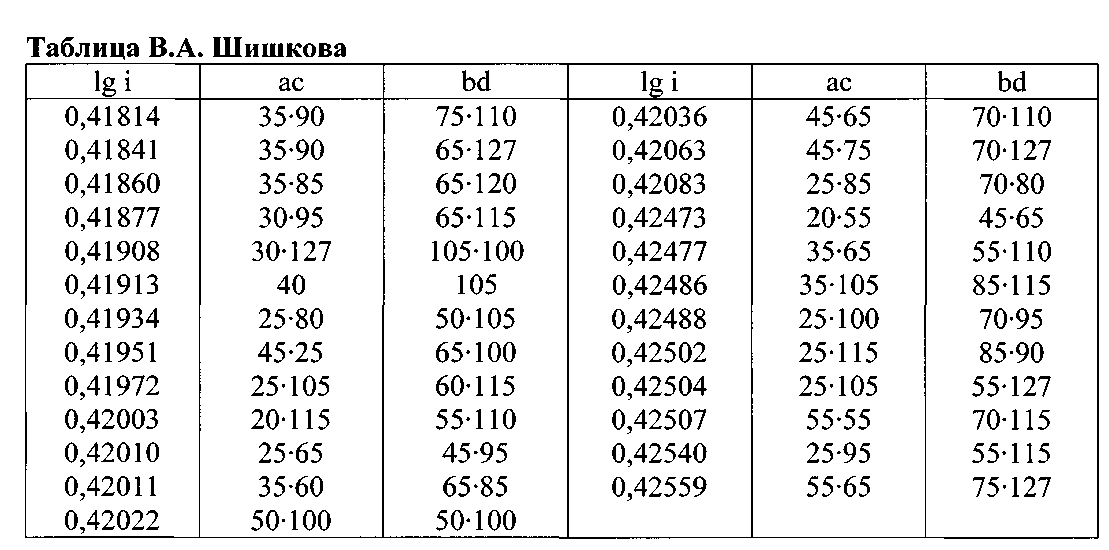
Логарифмический способ основан на том, что находят логарифм передаточного отношения (если передаточное отношение имеет вид неправильной дроби, берут логарифм величины, обратной передаточному отношению) и по соответствующей таблице В. А. Шишкова определяют числа зубьев сменных зубчатых колес.
Этот
способ основан на принципе логарифмирования
передаточного отношения и дает
зубчатые колеса пяткового набора с
весьма малой ошибкой. Передаточное
отношение зубчатых колес гитары![]() после
логарифмирования имеет вид lg
после
логарифмирования имеет вид lg
Таблица
8![]()
Например,
для передаточного отношения![]()
В соответствующей колонке таблиц В.А. Шишкова (см. таблицу 8) находим близкое значение логарифма lg i, которому соответствуют сменные зубчатые колеса гитары с передаточным отношением
![]()
В таблице 6 даны значения передаточных отношений меньше единицы, поэтому для i>l нужно брать логарифм обратной! величины передаточного отношения:
Подбор чисел зубьев колес по логарифмической линейке. Край движка логарифмической линейки устанавливают против числа, соответствующего передаточному отношению. Передвижением визира находят риски, совпадающие на движке и на линейке. Риски должны соответствовать целым числам, которые дают при делении значение передаточного отношения. Затем подбирают числа зубьев сменных зубчатых колес, например, способом разложения на простые множители:
![]()
Оставив движок в полученном положении, передвигаем визир до тех пор, пока риски на движке и на линейке не совпадут. Тогда
![]()
Этот способ подбора колес при нарезании резьб применять, как правило нельзя, так как его точность обычно невысока.
Подбор чисел зубьев по таблицам М.В. Сандакова. Очень часто передаточное отношение содержит дробные числители и знаменатели или множители, некратные набору колес. В этом случае удобно подбирать числа зубьев зубчатых колес по таблицам М.В. Сандакова, содержащим 100 000 передаточных отношений. Заданное передаточное отношение в виде простой правильной дроби, неудобное для преобразования, нужно прежде всего обратить в десятичную дробь с шестью знаками после запятой. Если дробь неправильная, то необходимо разделить ее знаменатель на числитель, чтобы получить десятичную дробь меньше единицы. После этого в таблице находят десятичную дробь, равную полученной или ближайшую к ней, а рядом - соответствующую ей простую дробь. Получив простую дробь, далее
числа
зубьев сменных колес подбирают обычным
способом, например![]() ,
от-
,
от-
![]()
![]() Получили
дробь, легко разлагающуюся на сомножители.
Теперь, пользуясь ранее
рассмотренным способом, подберем
зубчатые колеса:
Получили
дробь, легко разлагающуюся на сомножители.
Теперь, пользуясь ранее
рассмотренным способом, подберем
зубчатые колеса:
Подобранныеколеса
имеются в наборе для затыловочных
станков.
Способ
Кнаппе. Этот
способ основан на том, что к числителю
и знаменателю дробей, близких к единице,
можно прибавлять (или вычитать) равное
число единиц без
существенного изменения величины
дроби.
П
Получили
множитель в виде дроби 333/ззз>
близкой к 1. Пользуясь сформулированным
выше правилом, можно записатьк![]() усть
усть .
Разделив эту дробь, получим « -. Тогда
можно записать
.
Разделив эту дробь, получим « -. Тогда
можно записать![]() уда.
Из таблицы М.В. Сандакова имеем 0,614346
Ввиду
того, что у передаточного отношения
перед обращением в десятичную дробь
числитель и знаменатель поменять
местами, у приближенного числа делают
то же самое. Тогда
уда.
Из таблицы М.В. Сандакова имеем 0,614346
Ввиду
того, что у передаточного отношения
перед обращением в десятичную дробь
числитель и знаменатель поменять
местами, у приближенного числа делают
то же самое. Тогда
Этот метод рекомендуется применять при отсутствии таблиц, специально предназначенных для подбора сменных колес. Он удобен также для подбора трех-парных гитар.
РЕЖИМЫ РЕЗАНИЯ
Для решения задач по определению частоты вращения, скоростей резания, двойных ходов ползунов и других связанных с ними величин приведены следующие формулы:
для вращательного движения

для поступательного движения