

§ 3. Шпиндельные коробки
Шпиндельная коробка предназначена для размещения рабочих шпинделей и зубчатых передач, передающих вращение шпинделям от приводного вала головки; ее монтируют на корпусе силовой головки.
Различают шпиндельные коробки со шпинделями, расстояние между осями которых остается постоянным, и коробки с раздвижными шпинделями, расстояние между которыми можно изменять в определенных границах. Шпиндельные коробки первого типа применяют значительно чаще коробок второго типа, как более жесткие.
Шпиндельная коробка (рис. 169) состоит из нормализованных деталей. Основными частями ее являются корпус 4, промежуточная плита 2, задняя плита /, передняя крышка 5 и верхняя крышка 3. В качестве опор шпинделей часто используют конические роликоподшипники, а при очень малом расстоянии между шпинделями передние опоры выполняют с игольчатыми роликоподшипниками или подшипниками скольжения.
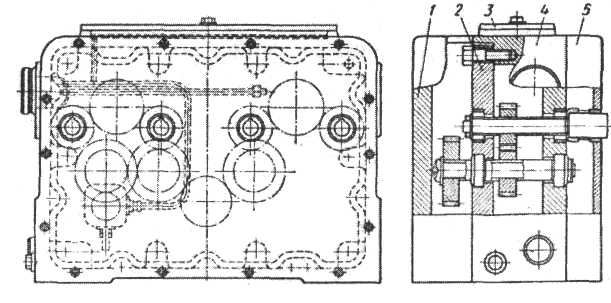
Рис. 169. Шпиндельная коробка:
1 - задняя плита; 2 - промежуточная плита; 3 - верхняя крышка; 4 - корпус 5 - передняя крышка
Глава XXII
АВТОМАТИЧЕСКИЕ ЛИНИИ § 1. КЛАССИФИКАЦИЯ АВТОМАТИЧЕСКИХ ЛИНИЙ
Автоматические линии представляют собой ряд взаимосвязанных станков, транспортных и контрольных механизмов, автоматически осуществляющих обработку деталей или сборку по заранее заданному технологическому процессу с единым механизмом управления и являются высокой ступенью организации труда.
Автоматические линии подразделяются в зависимости от величины штучного выпуска деталей на однопоточные (последовательного действия) и многопоточные (параллельно-последовательного действия); по роду станков -на линии, образованные из станков, специально построенных для данной линии, из полуавтоматов и автоматов общего назначения, из агрегатных станков,* из модернизированных (автоматизированных) универсальных станков; по способу передачи обрабатываемых деталей со станка на станок -на линии со сквозным транспортированием с проходом детали сквозь места зажима, применяемые при обработке корпусных деталей на агрегатных станках; на линии с верхним транспортированием - горизонтальным в продольном направлении и вертикальном в поперечном; на линии с боковым (фронтальным) продольно-поперечным транспортированием; на линии с комбинированным транспортированием; на линии с роторным транспортированием, применяемым в роторных линиях; по расположению оборудования - на замкнутые и незамкнутые. Замкнутые линии, бывают круговые и прямоугольные. У круговых имеется небольшое число позиций и используется поворотный стол (например, станки-комбайны). Большинство автоматических линий имеет незамкнутое расположение оборудования -прямолинейное, Г-образное П-образное, Ш-образное, зигзагообразное.
Основными факторами, влияющими на тип автоматической линии, являются вид детали и технологический процесс ее обработки. По виду обрабатываемых деталей различают следующие автоматические линии: для корпусных деталей, для валов, для деталей в форме дисков (зубчатых колес и др.), для колец шарикоподшипников, для мелких деталей (винтов, штифтов, роликов и т. п.).