

§ 1. Силовые головки и столы
Силовая головка является самостоятельным узлом агрегатного станка и предназначена для вращения рабочих шпинделей и осуществления продольной подачи инструмента. Силовые головки делятся на самодействующие и несамодействующие. Самодействующие силовые головки имеют встроенный привод для осуществления вращательного движения и движения подачи инструмента. У несамодействующих головок имеется только привод вращения шпинделей, головку устанавливают неподвижно на пере-

Рис. 163. Схема самодействующей головки с механической подачей
мещающемся силовом столе, который имеет привод подачи, находящийся вне головки.
Самодействующие головки могут иметь механический, пневматический, гидравлический и пневмогидравлический приводы подачи. У головки с механической подачей (рис. 163) продольная подача осуществляется цилиндрическим кулачком 7 с винтовым пазом, который вращается от электродвигателя 5 через червячную передачу 3-2, сменные зубчатые колеса 4 и червячную пару 1 и 9. Ролик 8 жестко связан с салазками 10 головки и при ее движении остается неподвижным. Положение ролика вместе с ползу шкой, к которой он прикреплен, регулируют винтом 6. Головка имеет предохранительную фрикционную муфту 11. Шпин-

Рис, 164. Самодействующая гидравлическая силовая головка;
1 - электродвигатель; 2 - зубчатая передача; 3 - выходной вал для передачи вращения инструментам; 4- зубчатая пара .для вращения шиберного насоса; 5 - гидроцилиндр
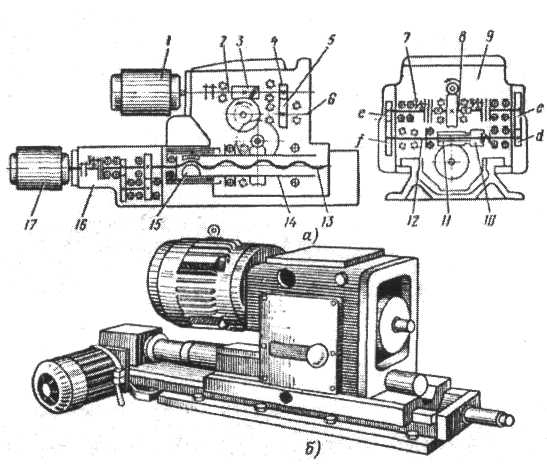
Рис. 165. Электромеханическая самодействующая силовая головка
а - кинематическая схема; б - общий вид
дель 12 вращается через две пары зубчатых колес от электродвигателя 5.
Большое распространение в агрегатных станках получили силовые головки с гидравлическим приводом. Корпус головки (рис. 164) служит резервуаром
для масла, которое гидронасосом
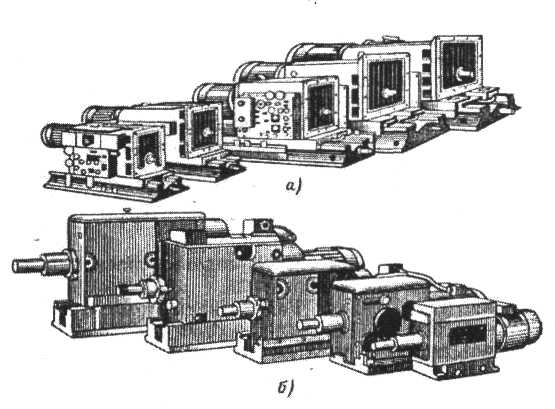
а - с гидравлической подачей; б - с плоскокулачковой подачей
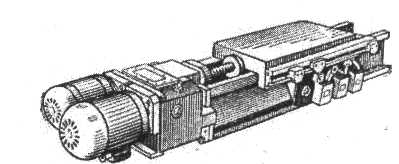
Рис. 167. Общий вид силового стола с электро-приводом
подается в панель управления, оттуда поступает в наружные трубопроводы для подвода к передней и задней полостям цилиндра. У пневмогидравлических силовых головок подача шпинделя осуществляется при помощи пневмоцилиндра с гидравлическим регулированием.
Электромеханическая самодействующая головка с подачей ходовым винтом показана на рис. 165. От главного электродвигателя 1 через вал 2 и зубчатые колеса 4 и 5 движение передается валу 6, соединенному со шпиндельной коробкой. От вала 2 через червячную передачу 3 вращение сообщается валу 8, на котором имеются две электромагнитные муфты 7 и Р. Когда включена муфта 7, движение рабочей подачи передается валу 12 через сменные колеса
—, а при включении муфты 9 через сменные колеса —. Вал 12 через
предохранительную муфту 10 и червячную
передачу 11 вращает гильзу 14, в которой закреплена гайка 15 ходового винта 13. При рабочей подаче, а также при выключении ускоренного хода головки привод ходового винта заторможен электромагнитным тормозом 16. Ускоренное движение головки производится от реверсивного электродвигателя 17, который вращает ходовой винт 13 при неподвижной гайке 15 и гильзе 14, удерживаемых самотормозящейся червячной передачей 11.
Гамма нормалпзовшпшх агрегатных самодействующих силовых головок показана на рис. 166.
Силовые столы предназначены для выполнения движения подачи инструмента или детали, как правило, возвратно-поступательного характера. Часто силовые столы применяют в сочетании с несамодействующими силовыми головками, которые сохраняют только "привод главного движения.
В ряде случаев силовые столы служат для закрепления обрабатываемых деталей (рис. 167).