

Порядок читання складального креслення:
Як називається зварна конструкція?
Скільки зображень є на кресленні?
Які із зображень відносяться до виглядів?
Чи є на кресленні розрізи, скільки їх?
Які деталі входять до складу вузла і скільки їх?
Які габаритні розміри виробу?
Яка товщина стінок деталей?
Скільки умовних позначень на кресленні, що вони означають?
Які технічні вимоги містяться на кресленні?
Визначення режимів зварювання і порядок виконання швів за умовним позначенням зварних з’єднань.
Для визначення і розрахунку режимів зварювання необхідно дати характеристику кожному зварному з’єднанню.
На кресленні умовно зображено такі зварні з’єднання: С9, У6 – ∆5, Т1 – ∆5,
Т3 – ∆4.
Для зварного з’єднання С9 - вушка і основи:
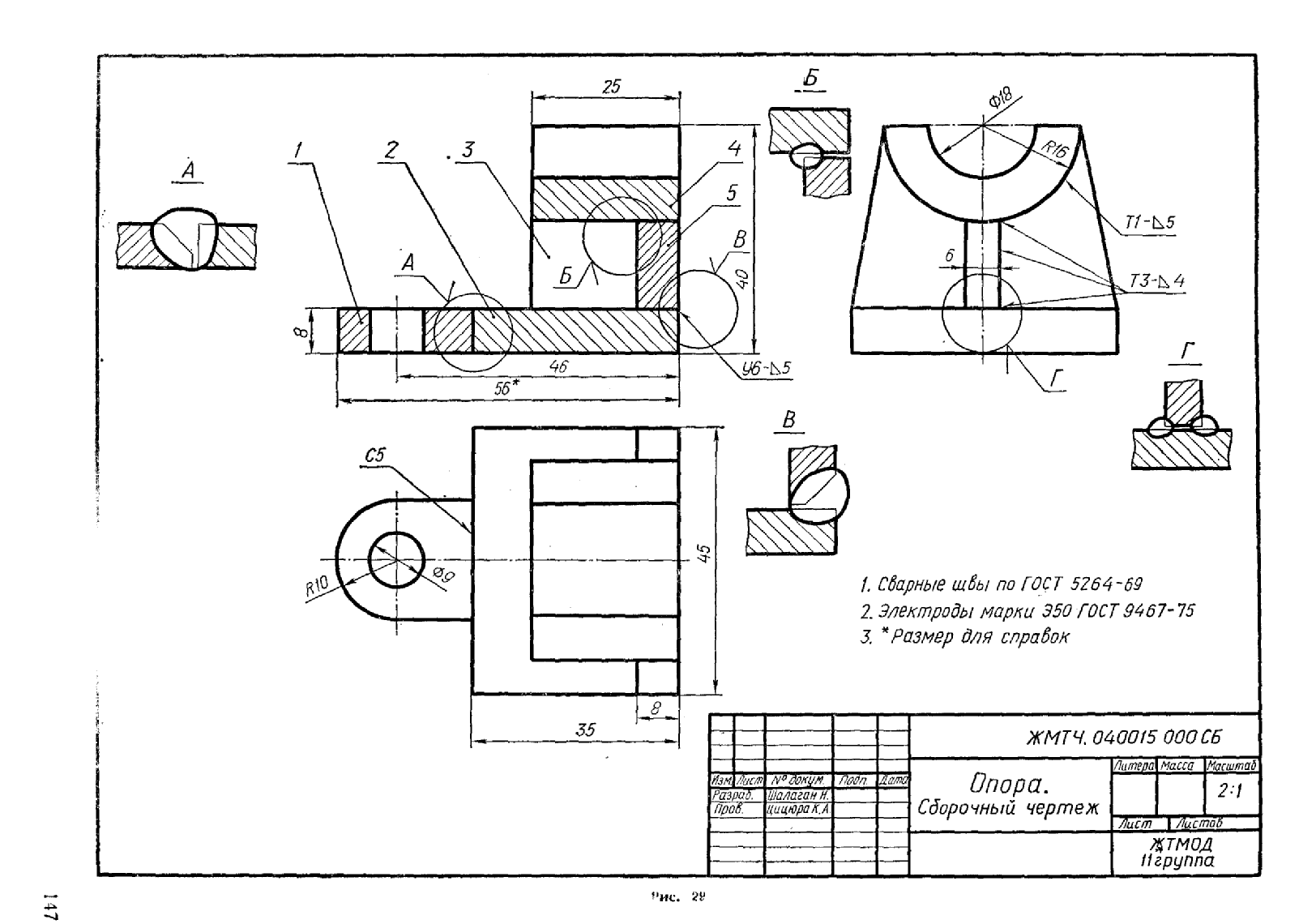
За ГОСТ 5264 – 80 ( роздатковий Таблиця 7.3) зробимо характеристику зварного з’єднання: форма поперечного перерізу (зображена на кресленні), товщина зварюваних деталей – 8 мм (визначаємо за кресленням), тип з’эднання – стикове, зварний шов – стиковий, форма підготовки кромок – зі скосом однієї кромки (кромка вушка), характер зварного шва – однобічний на знімній підкладці.
Залежно від товщини металу вибираємо діаметр електрода ( Таблиця 7.4). він становить 4 мм. Зварювання виконуємо в один шар коливальними рухами для кращого провару коріня шва і розплавлення зварюваних кромок.
Зварювальний струм розраховуємо залежно від обраного діаметра електрода за формулою: Ізв = Кdел , де К (коефіцієнт пропорційності) визначаємо за Таблицею 7.5. Ізв = 180 – 200 А.
Тип і марка електрода вибирається залежно від зварювального матеріалу. У нашому випадку матеріал не вказано, але в тех. вимогах вказана марка електрода – Э50 (з мінімальним тимчасовим опором 50 кгс\мм) Даний електрод призначений для зварювання низьковуглецевих конструкційних сталей. Тип електрода – АНО, або УОНИ-13\55.
Довжина дуги має бути приблизно рівна діаметру електрода – 4мм.
Рід і полярність струму визначаємо відповідно вимог до зварювання і матеріалу конструкції. У нашому випадку ми можемо обрати у якості джерела зварювання випрямляч. Рід струму – постійний, полярність – пряма.
Порядок виконання швів:
Виконується зварювання з’єднання У6 – ∆5, до плити приварюється стояк.
Зварювання з’єднання Т3 – ∆4, до плити приварюється ребро жорсткості.
Зварювання з’єднання Т3 – ∆4, ребро жорсткості приварюється до стояка.
Зварювання з’єднання Т1 – ∆5, до стояка приварюється основа.
Зварювання з’єднання Т3 – ∆4, ребро жорсткості приварюється до основи.
Зварювання з’єднання С9, до плити приварюється вушко.
ІV. Закріплення вивченого матеріалу.
Розглянувши аксонометричну проекцію зварної конструкції дати відповідь на запитання: Малюнок 1.
Скільки конструктивних елементів має конструкція?
Назвати їх.
Скільки швів треба виконати для зварювання даної конструції?
Які зварні з’єднання умовно зображені на кресленні?
За Таблицею 7.3 дати характеристику одному з них.
Визначити режими зварювання для вибраного з’єднання.