

1.9 Граничное трение. Структура и свойства граничных смазочных слоёв.
Трение при граничной смазке – вид контактного взаимодействия, при котором трущиеся тела разделяются граничными слоями, образующимися в результате физической или химической адсорбции. А фрикционные характеристики пары трения определяются свойствами этих слоев и практически не зависят от объемных вязкостных свойств смазывающих материалов. Толщина граничного слоя соизмерима с максимальной высотой неровностей профиля. В режиме граничного трения работают практически все смазанные низкоскоростные и тяжело нагруженные узлы трения, а также узлы в период пуска, остановки, изменения направления движения. При граничной смазке трущиеся поверхности разделены слоем смазочного материала толщиной до 0.1 мкм. Наличие такого слоя снижает силу трения от 2 до 10 раз, а износ на 2 порядка.
Механизм трения при граничной смазке заключается в следующем:
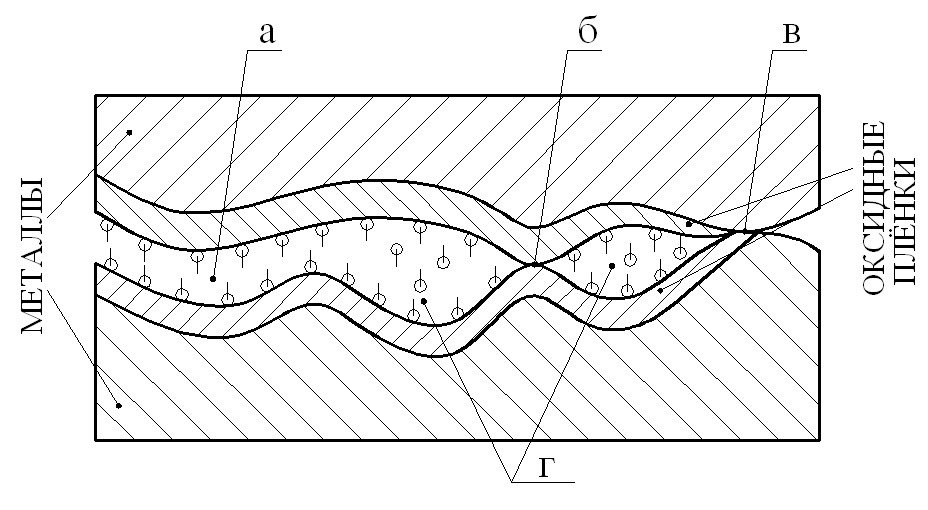
Под действием нормальной нагрузки граничный слой упруго деформируется. При этом возможна упругая и пластическая деформация контактирующих микровыступов, их взаимное внедрение, несопровождающееся разрушением адсорбированного молекулярного слоя (а). На отдельных наиболее нагруженных площадках контакта может произойти нарушение сплошности граничного слоя и возникновение адгезионного взаимодействия между оксидными плёнками (б). в местах максимального нагружения может разрушаться и оксидная плёнка. В результате в контакт вступают ювенильные поверхности. Происходит схватывание (в). Отдельные участки (г) слабонагружены и разделены полимолекулярным граничным слоем.
Таким образом, сопротивление относительному перемещению состоит из: 1) сопротивления сдвигу мономолекулярного граничного слоя, 2) сопротивления сдвигу полимолекулярного слоя, 3) сопротивления сдвигу или срезу на пятнах контакта оксидных плёнок, 4) сопротивления сдвигу или срезу мостиков сварки, 5) сопротивления деформируемого материала перемещению внедрившихся микровыступов.
Граничный смазочный слой не обеспечивает полной ликвидации износа. Для улучшения свойств смазочных материалов вводят присадки.
1.10 Жидкостное трение. Гидростатическая, гидродинамическая и эластогидродинамическая смазка.
Трение – комплекс явлений в зоне контакта поверхностей двух перемещающихся относительно друг друга тел, в результате чего в этой зоне возникают контактные силы. Различают: 1) внешнее трение(явление сопротивления относительному перемещению, возникающее между двумя телами в зонах соприкосновения по касательной к ним, сопровождающееся рассеянием энергии) и внутреннее трение; 2) трение покоя(трение двух тел при микроперемещениях от состояния покоя к движению) и трение движения(трение двух тел, находящихся в относительном движении): трение качения, трение скольжения; 3) трение со смазочным материалом и трение без смазочного материала; 4) граничное трение, полужидкостное трение, жидкостное трение.
Жидкостное трение
Ж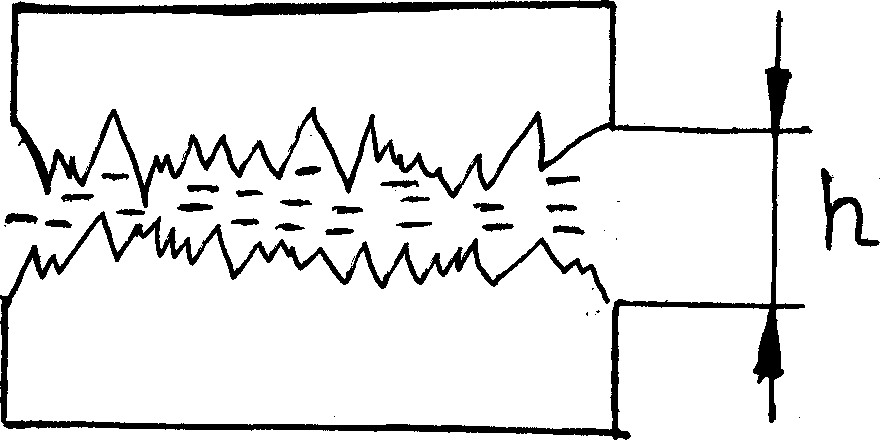 .
тр. харак-тся наличием между контактирующими
поверхн. слоя жидкого смаз. материала,
находящегося под давлением. Давление
в этом слое уравновешивает внешнюю
нагрузку, поэтому этот слой наз. несущим.
При толщине слоя смаз. мат. свыше 0.5 мкм
отдельные слои жидкости получают
возможность свободно перемещаться. В
этом случае сопротивление относит.
перемещ. трущихся тел складывается из
сопротивл. скольж. отдельных слоев по
толщине смазочного слоя. Сила тр. при
ж. тр. не зависит от природы контактир.
тел, а определяется свойствами смаз.
материала. Необходимым условием
существования ж. тр. Явл. разделение
трущихся поверхн. слоем смаз. мат.,
толщина кот. превышает суммарную высоту
наиболее высоких неровностей, т.е. должно
выполнятся условие: h
> Rz1
+ Rz2
.
тр. харак-тся наличием между контактирующими
поверхн. слоя жидкого смаз. материала,
находящегося под давлением. Давление
в этом слое уравновешивает внешнюю
нагрузку, поэтому этот слой наз. несущим.
При толщине слоя смаз. мат. свыше 0.5 мкм
отдельные слои жидкости получают
возможность свободно перемещаться. В
этом случае сопротивление относит.
перемещ. трущихся тел складывается из
сопротивл. скольж. отдельных слоев по
толщине смазочного слоя. Сила тр. при
ж. тр. не зависит от природы контактир.
тел, а определяется свойствами смаз.
материала. Необходимым условием
существования ж. тр. Явл. разделение
трущихся поверхн. слоем смаз. мат.,
толщина кот. превышает суммарную высоту
наиболее высоких неровностей, т.е. должно
выполнятся условие: h
> Rz1
+ Rz2
В зависимости от способа создания давления в смазочном слое, уравновешивающего внешнюю нагрузку различают: гидростат. смазку, гидродин. смазку, эластогидродин. смазку. Существует 2 способа создания давления в смазочном слое: 1) с помощью специальных гидростатических устройств; 2) автоматически (в процессе движения за счет конструктивных особенностей трибосопряжений).
Гидростатическая смазка
Г с.с.
предусматривает образование сплошной
пленки масла между трущимися поверхностями,
расход которого и падение давления
компенсируется соответствующей подачей
масла из вне.
с.с.
предусматривает образование сплошной
пленки масла между трущимися поверхностями,
расход которого и падение давления
компенсируется соответствующей подачей
масла из вне.
Гс. смазка обеспечивает несущую способность и существование масляного слоя в низкоскоростных и тяжелонагруженных узлах трения, обеспечивает очень низкий коэффициент трения, почти исключается износ поверхностей. Кроме того колебания нагрузки и скорости не оказывают существенного влияния на процессы трения. Требования к качеству поверхностей невысокие. Основные недостатки: низкая жесткость, сложность конструкции, чувствительность к колебаниям давления и перекосам.
Гидродинамическая смазка
Гд.с.
трущихся тел имеет место при обеспечении
условий для образования несущего слоя
смазочного материала без создания
давления из вне. Одним из основных
условий для образования гд.с. является
обеспечение градиента скорости
перемещения частиц жидкости по толщине
масляного слоя. Это возможно при
относительном перемещении сопрягаемых
тел, существовании взаимодействия
(смачивание) между жидкостью и тел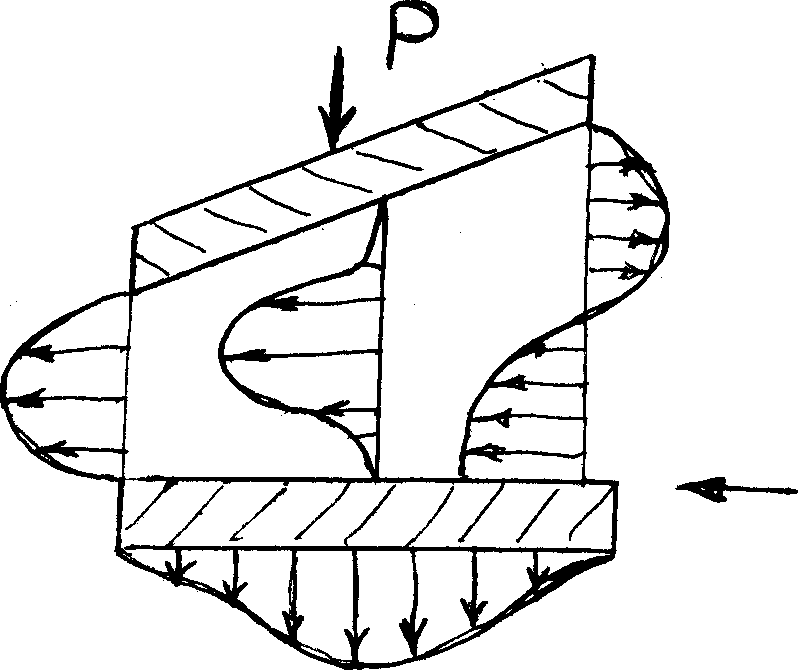 ами,
наличия трения между слоями жидкости.
Вторым условием реализации гд.с. является
создание градиента давления вдоль
смазочного слоя, т.е. в направлении
движения. При постоянной плотности
жидкостей это возможно при переменной
толщине смазочного слоя, т.е. при наличии
клинового зазора.
ами,
наличия трения между слоями жидкости.
Вторым условием реализации гд.с. является
создание градиента давления вдоль
смазочного слоя, т.е. в направлении
движения. При постоянной плотности
жидкостей это возможно при переменной
толщине смазочного слоя, т.е. при наличии
клинового зазора.
К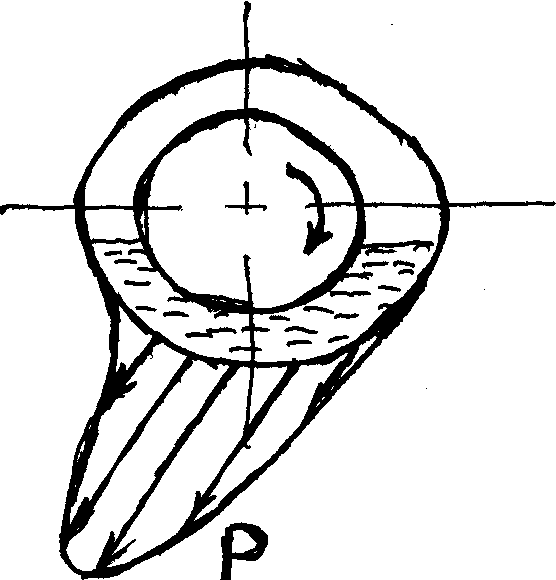 линовой
зазор явл. необходимым усл. поддержания
гидродин. режима. В плоских опорах такой
зазор задается конструктивно. В ряде
случаев (радиальный подшипник скольжения)
наличие клинового зазора обусловлено
самой конструкцией. Несущая способность
(грузоподъемность) смазочного слоя
является функцией толщины слоя, скорости
скольжения, вязкости смазочного
материала. Чем меньше зазор, тем выше
грузоподъемность (больше давление в
слое). Минимальный зазор между поверхностями
трения должен превышать сумму высот
наибольших микровыступов на поверхности.
линовой
зазор явл. необходимым усл. поддержания
гидродин. режима. В плоских опорах такой
зазор задается конструктивно. В ряде
случаев (радиальный подшипник скольжения)
наличие клинового зазора обусловлено
самой конструкцией. Несущая способность
(грузоподъемность) смазочного слоя
является функцией толщины слоя, скорости
скольжения, вязкости смазочного
материала. Чем меньше зазор, тем выше
грузоподъемность (больше давление в
слое). Минимальный зазор между поверхностями
трения должен превышать сумму высот
наибольших микровыступов на поверхности.
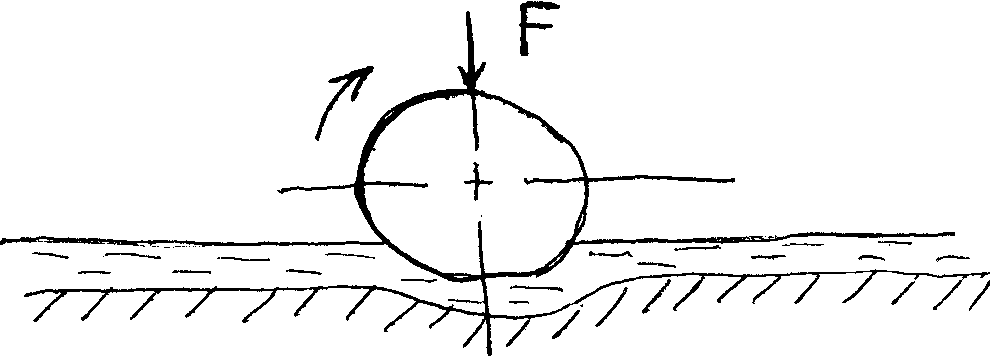
Эластогидродинамическая смазка
При экспл. некоторых пар тр. было обнаруж., что коэф. тр. соответствует жидкостному режиму даже при режимах, когда толщина масляного слоя намного меньше критической (при расчетах). Объяснение этому дает эластогидродин. теория смазки. Она базир. на двух полож., кот. не учитываются в классич. теории: 1) детали реальных узлов тр. не явл. абсолютно жесткими, а испыт. упругие деформации, что приводит к значит. изменению геометрии смаз. слоя и перераспределению давления на фрикционном контакте; 2) вязкость смаз. жидкости непостоянна и как минимум зависит от давления. В связи с тем, что реальные поверхности не являются жесткими, то при нагружении за счет деформаций увеличивается площадь контакта, а давление на контакте снижается и остается недостаточным для уменьшения масляного слоя.
С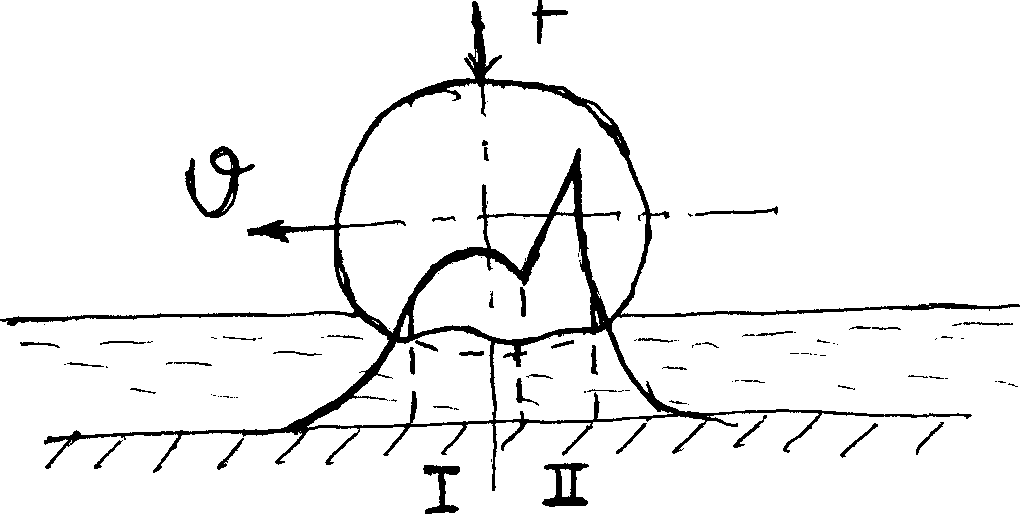 охранению
толщины смазочного слоя при тяжелых
режимах работы способствует рост
вязкости смазочной жидкости с ростом
давления. Указанное справедливо для
постоянной температуры. Изменение
вязкости вносит дополнительные коррективы
в расчет толщины смазочного слоя. В
целом механизм эластогидродинамического
трения можно представить следующим
образом:
охранению
толщины смазочного слоя при тяжелых
режимах работы способствует рост
вязкости смазочной жидкости с ростом
давления. Указанное справедливо для
постоянной температуры. Изменение
вязкости вносит дополнительные коррективы
в расчет толщины смазочного слоя. В
целом механизм эластогидродинамического
трения можно представить следующим
образом:
при скольжении по плоскости поверхность цилиндра будет испытывать под нагрузкой деформации. В связи с тем, что нормальное давление распределяется по некоторой поверхности, центральная часть площадки цилиндра будет напоминать плоскость, почти параллельную основанию, а вязкость жидкости в этой зоне значительно выше, чем на входе в эту зону. В силу особенностей деформации наблюдается резкое сужение зазора в зоне II и скачок гидродин. давления.