

5.10 Основные способы обработки и отделки зубьев зубчатых колёс.
Для получения точной формы и размеров зубьев, а также уменьшения шероховатости их рабочих поверхностей зубчатые колеса после нарезания на соответствующих зуборезных станках подвергают чистовой обработке на зубоотделочных станках методом обкатки, притирки, шевингования, шлифования и хонингования.
Обкатка - процесс образования гладкой поверхности профиля зубьев незакаленных зубчатых колес. Обработка ведется давлением, возникающим при вращении обрабатываемого колеса и закаленного шлифованного колеса 1-го класса точности (обкаточного эталонного колеса).
П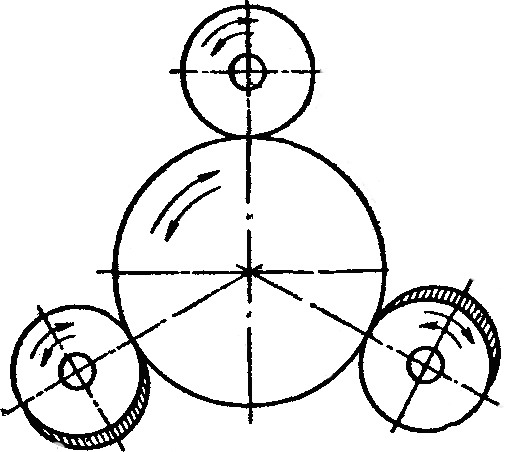 ритирка
-
доводочный процесс придания зубьям
колес чистой и гладкой поверхности
путем искусственного износа зубьев
обрабатываемого колеса посредством
притира и абразивного порошка. Притир
представляет собой тщательно изготовленное
чугунное зубчатое колесо. Притирку
применяют для предварительно термически
обработанных зубчатых колес. Процессом
притирки можно увеличивать поверхность
контакта по длине и высоте зубьев и
уменьшить шероховатость поверхности
зубьев. Притирка осуществляется по двум
схемам: оси притира и зубчатого колеса
параллельны между собой; оси притиров
и зубчатого колеса скрещиваются, образуя
винтовую зубчатую передачу. В первом
случае притирку производят одним
притиром, которому сообщается наряду
с вращательным движением
возвратно-поступательное движение. Во
втором случае притирку производят двумя
или тремя притирами; возвратно-поступательное
движение при этом получает притираемое
колесо.
ритирка
-
доводочный процесс придания зубьям
колес чистой и гладкой поверхности
путем искусственного износа зубьев
обрабатываемого колеса посредством
притира и абразивного порошка. Притир
представляет собой тщательно изготовленное
чугунное зубчатое колесо. Притирку
применяют для предварительно термически
обработанных зубчатых колес. Процессом
притирки можно увеличивать поверхность
контакта по длине и высоте зубьев и
уменьшить шероховатость поверхности
зубьев. Притирка осуществляется по двум
схемам: оси притира и зубчатого колеса
параллельны между собой; оси притиров
и зубчатого колеса скрещиваются, образуя
винтовую зубчатую передачу. В первом
случае притирку производят одним
притиром, которому сообщается наряду
с вращательным движением
возвратно-поступательное движение. Во
втором случае притирку производят двумя
или тремя притирами; возвратно-поступательное
движение при этом получает притираемое
колесо.
Шевингование применяют для уменьшения волнистости по поверхности зубьев цилиндрических зубчатых колес с помощью специального инструмента - шевера, на зубьях которого находятся мелкие рубцы, соскабливающие с поверхности профиля зуба стружку толщиной 0.005-0.1 мм. Во время шевингования основное движение получает шевер от которого приводится во вращение обрабатываемое колесо.
Ш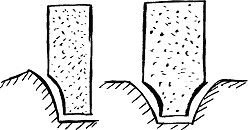
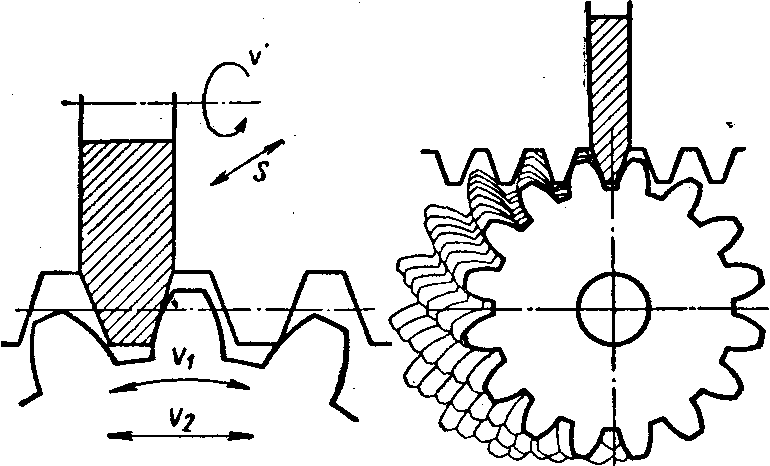 лифование
производят для повышения точности
изготовления зубчатых колес и устранения
отклонений, вызываемых термической
обработкой. Шлифование может осуществляться
двумя методами - копированием и обкаткой.
При шлифовании зубьев по методу
копирования шлифовальный круг имеет
профиль, соответствующий профилю впадины
зубчатого колеса. Профилирование
шлифовального круга производится с
одной стороны или с двух сторон.
лифование
производят для повышения точности
изготовления зубчатых колес и устранения
отклонений, вызываемых термической
обработкой. Шлифование может осуществляться
двумя методами - копированием и обкаткой.
При шлифовании зубьев по методу
копирования шлифовальный круг имеет
профиль, соответствующий профилю впадины
зубчатого колеса. Профилирование
шлифовального круга производится с
одной стороны или с двух сторон.
Шлифование зубьев колес по методу обкатки основано на копировании зацепления колеса с зубчатой рейкой, роль одного зуба которой выполняет шлиф. дисковый круг (или пара тарельчатых кругов).
Зубохонингование применяют для обработки зубчатых колес после зубошевингования и термической обработки. Обработку производят зубчатым хоном, представляющим колесо, изготовленное из пластмассы с абразивной смесью, зернистость (40, 60, 80) которой выбирают в зависимости от марки стали, твердости и требуемой шероховатости поверхности зубьев. Движения инструмента те же, что и при шевинговании.
6.1 Бизнес-план.
Бизнес-план – документ, который даёт описание основных аспектов развития предприятия, анализирует все риски, с которыми может столкнуться предприятие и определяет способы решения этих проблем.
Осуществление бизнес-планирования предполагает реализацию следующих моментов:
1. бизнес-план является элементом генерального развития предприятия;
2. возможность оценить и контролировать процесс развития предприятия;
3. привлечение денежных средств со стороны;
4. привлечение выгодных партнёров к реализации бизнес-плана.
Бизнес-план составляется экономическими службами предприятия под контролем руководителя предприятия. Объём бизнес-плана определяется из его цели.
Бизнес-план включает в себя следующие разделы:
1. введение (содержит информацию об особенностях предприятия);
2. описание предприятия (информация о текущем финансовом состоянии предприятия, динамике и прогнозе его развития; характеристики производственных процессов и т. д.);
3. описание продукции (информация о выпускаемой продукции, объёмах её реализации);
4. анализ рынка (информация о состоянии рынка потребителей);
5. конкуренция;
6. маркетинговый план (цена продукции, издержки и т. д.);
7. план производства;
8. финансовый план:
- сводный прогноз доходов и расходов,
- прогноз денежной наличности,
- сводный баланс активов и пассивов предприятия;
9. экономическая эффективность реализации проекта.