

5.3 Анализ схемы базирования при установке вала в ценрах
Теоретическая схема базирования:
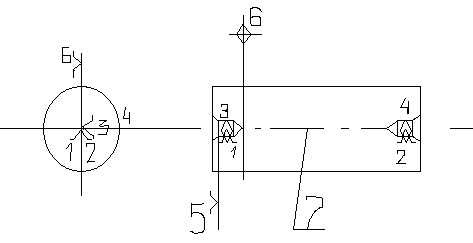
По левому центровому отверстию, вал лишается 3-х степеней свободы (1,3,5), по правому еще двух (2,4), по средствам шестой ( 6 )степени свободы валу придается вращение (при помощи поводкового патрона).
Ось 7 является двойной направляющей базой, наклонная поверхность центрового отверстия в которой вал лишается 5 степени свободы является опорной базой.
Схема установки вала:
5.4 Основные положения теории базирования.
Б аза – это поверхн. или выполняющая ту же ф-цию группа поверхн., или точка, или ось, принадлежащая заготовке и используемая для базирования. Баз-ние – придание заготовке определ. положения в пр-стве относит. выбранной системы координат или относит. настроенного на размер инструмента.
Правило шести точек при базировании заготовок:
б аз-ние призматич. заготовок (плиты, кулачки прямоугольного сечения, корпуса). Для того, чтобы забазировать призматич. тело, достаточно лишить его 6 степеней свободы: по большей пл-сти XOY тело лишается 3 степ. св., по большему торцу ZOY – 2 степ. св., по малому торцу – одной степ. св. Заготовка считается забазированной. Забазир. заготовка закрепляется. Если заготовки призмат. типа имеют какие-либо конструктивные элементы, т.е. паз, отверстие, то поэтому элементу можно производить базирование как по одному из торцов.
Правило базирования заготовок типа длинный вал:
Для того, чтобы забазировать длинный вал, его достаточно лишить пяти степеней свободы, четыре из которых находятся на образующей цилиндра и одна – на торце. Вал является забазированным. Забазированный вал закрепляется, тем самым лишается шестой степени свободы – вращения вокруг оси. Иногда необходимо обеспечить шестую степень свободы. В случаях токарной, шлифовальной обработки вращение обеспечивается при помощи приспособлений (поводковые патроны, самоцентрирующие патроны, патроны различных конструкций).
П равило баз-ния заготовок типа короткий вал (диски, кольца, план-шайба). Для того, чтобы забазировать короткий вал, его достаточно лишить 5 степ. св.: по торцу коротк. вал лиш. 3 степ. св. и в завис. от конструкции ПР двух остальных степ. св. коротк. вал лиш. или по наружной образующей (при установке в призмы), или по внутренней образующей (на оправку). Шестой степени свободы короткий вал лишается при закреплении.
Классификация баз:
По характеру и назначению: 1) технологические базы – базы, которые служат для базирования детали в процессе её изготовления; 2) измерительные базы – базы, которые служат для установки детали при измерении; 3) конструктивные базы – базы, которые служат для определения положения детали при сборке в узле или конструкции.
По числу отнимаемых степеней свободы; 1) установочная база – поверхность, по которой заготовка лишается трёх степеней свободы (рис. 1, точки 1,2,3); 2) направляющая база – поверхность, по которой заготовка лишается двух степеней свободы (рис. 1, точки 4,5); 3) опорная база – поверхность, по которой заготовка лишается одной степени свободы (рис. 1, точка 6, рис. 2, точка 5); 4) двойная направляющая база – поверхность, по которой заготовка лишается четырёх степеней свободы (рис. 2, точки 1,2,3,4); 5) двойная опорная база – поверхность, по которой заготовка лишается двух степеней свободы (рис. 3, точки 1,2). Двойная направляющая и двойная опорная базы характерны только для тел вращения.