

1.7 Изнашивание деталей при фреттинг-коррозии.
Фретиннг-коррозия – процесс разрушения поверхности трения при малых циклических перемещениях сопряжённых тел, сопровождающийся изменением линейных размеров. Проявляется как сильно выраженный процесс окисления и схватывания, локализующийся на пятнах фактического контакта и сопровождающийся их усталостным и абразивным изнашиванием.
Кинетика изнашивания при фреттинг-коррозии
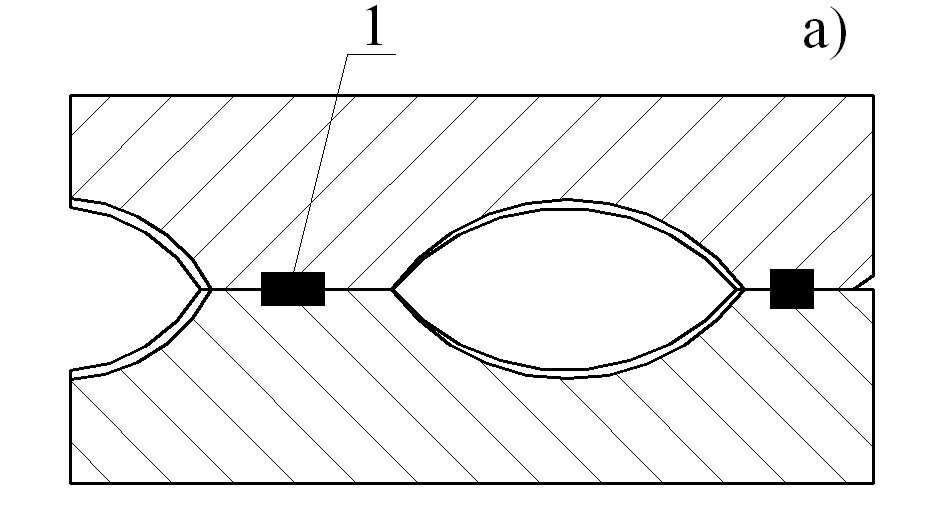
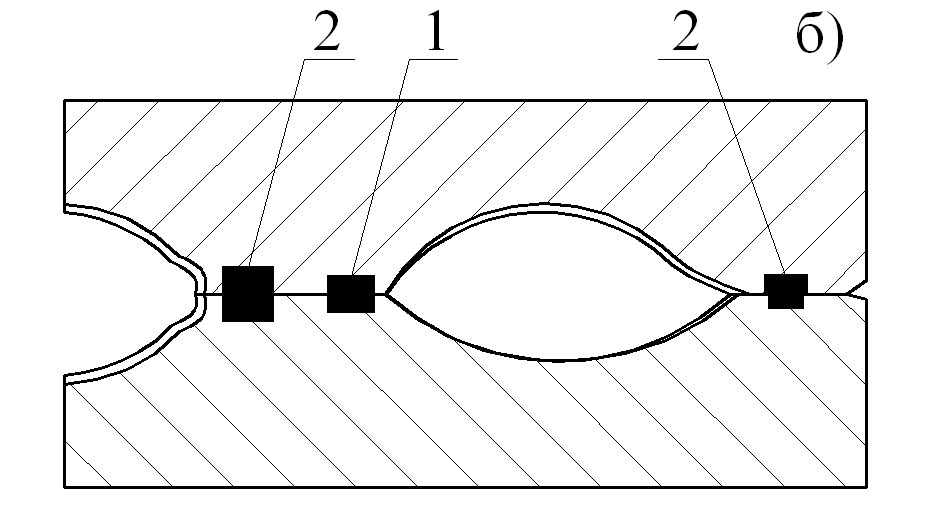
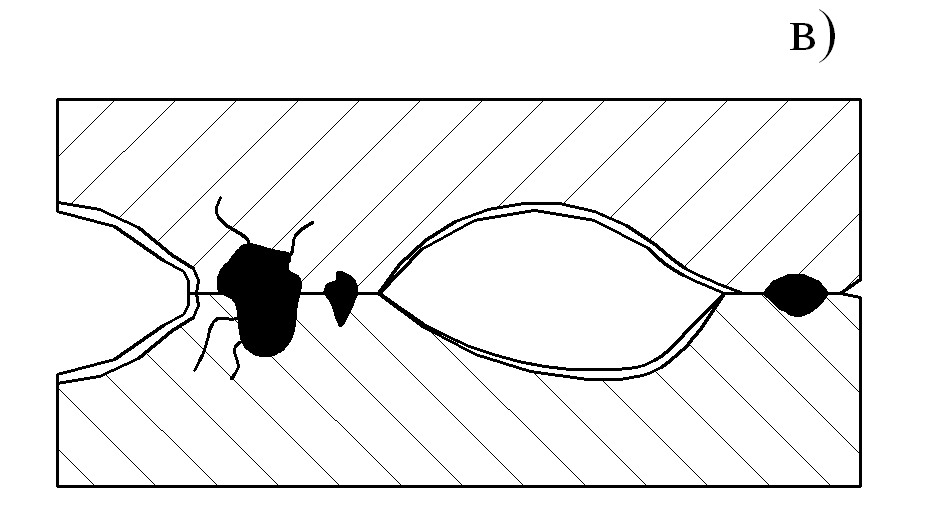
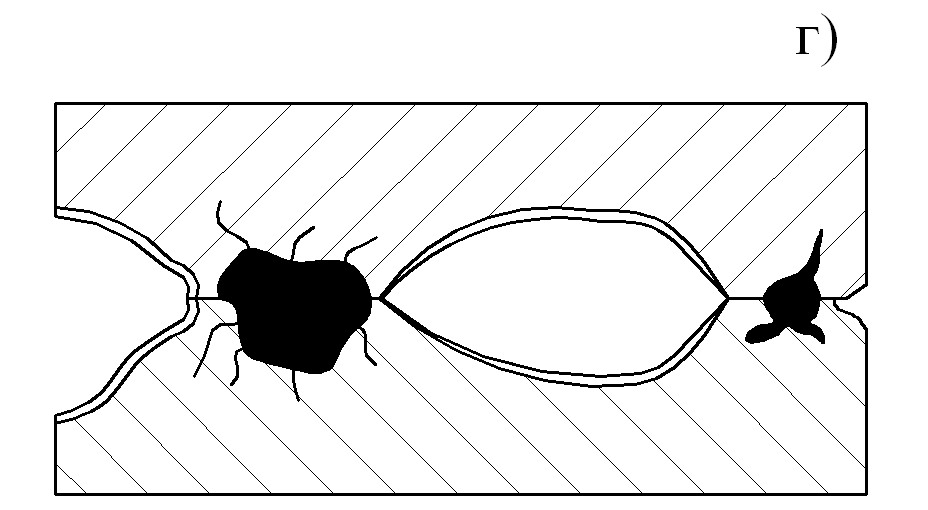
Первоначально происходит динамическое нагружение микроконтакта. При этом возможно разрушение адсорбированных, оксидных плёнок, образование мостиков сварки (1) (на рис. а). Разрушение мостиков сварки приводит к отрыву частиц атомарных размеров, расшатыванию, деформированию кристаллической решётки. Постепенно образуются каверны (2) малых размеров. Поверхность каверны окисляется. В ней скапливаются отделившиеся частицы. Сами частицы также окисляются. Продукты окисления заполняют объём каверны и оказывают абразивное воздействие (рис. б, в). Оксид занимает больший объём, чем металл, что приводит к резкому возрастанию давления каверны. Возрастает и температура. Развиваются микротрещины, усталостные процессы, возможно слияние и развитие каверн (рис. г). Повышение стойкости материалов к этому виду изнашивания достигается применением смазочных материалов с антиокислительными присадками, нанесением неметаллических покрытий (функциональных), использованием прокладок, применением твёрдых смазок.
1.8 Избирательный перенос при трении.
Явление избирательного переноса нельзя отнести к самостоятельному виду изнашивания. Оно является физико-химическим способом повышения износостойкости пар трения, представляющий собой процесс образования и непрерывного возобновления на поверхности трения плёнки меди, обладающей низким сопротивлением сдвигу. Наблюдается в узлах трения, одним из элементов которых являются сплавы или композиты, содержащие медь или её соединения, а в качестве смазочного материала служит глицерин или другие вещества, способные восстанавливать медь из оксидов.
Избирательный перенос наиболее ярко проявляется в паре трения сталь – бронза со смазкой глицерином. В начальный период трения глицерин окисляется, и действуя как слабо концентрированная кислота, растворяет поверхностный слой бронзы. Атомы легирующих элементов попадают в смазочный материал, а на поверхности остаются атомы меди. В результате на поверхности образуется слой меди. Медь, обладая высокой активностью, схватывается с поверхностью стального контртела, переносится на неё вплоть до образования сплошной плёнки. Прочность сцепления стали с медной плёнкой достаточна, чтобы исключить отслаивание. Свойства таких плёнок (сервовитных) отличаются от свойств плёнок, получаемых другими способами (гальваническим и др.). Плёнки имеют пористую, рыхлую структуру, содержат в порах ПАВ, не имеют оксидов на поверхности, не имеют скоплений дислокаций, не наклёпываются и находятся в состоянии подобном расплаву. В силу указанных причин сервовитная плёнка обладает низким сопротивлением сдвигу. Толщина плёнки ~ 1 – 2 мкм, что соизмеримо с размерностью шероховатости. Это позволяет увеличить ФПК в десятки раз. Соответственно перераспределяются и уменьшаются нагрузки на пятнах контакта. Возможность пластического деформирования снижается.
Продукты износа сервовитной плёнки – это в основном пористые частицы чистой меди, покрытые адсорбированным слоем ПАВ. Они обладают электрическим зарядом, благодаря чему сосредотачиваются в зазорах, переносятся с одной поверхности на другую и не удаляются из зоны трения. Плёнка препятствует проникновению водорода в поверхностный слой стали. Сервовитная плёнка выполняет роль катализатора процессов полимеризации добавок, вводимых в смазочный материал и предназначенных для образования защитных слоёв. Описанные особенности и свойства сервовитной плёнки обеспечивают низкий коэффициент трения и высокую износостойкость трибосистем.