

Лекция № 11 Тема: Физическая сущность пайки и склеивания материалов.
При пайке, так же как и при сварке, образованию межатомных связей по всей поверхности контакта деталей предшествует сближение частиц припоя и основного металла - образование физического контакта. Чем быстрее и надежнее протекает этот процесс, тем лучше припой смачивает поверхность металла и растекается на ней. Смачиваемость определяет такое важное свойство, как капиллярное проникновение в узкие зазоры между соединяемыми деталями. Она оценивается углом (рис. 7.7). Чем меньше угол , тем выше смачиваемость. Наличие на поверхности окисных, жировых и других посторонних пленок увеличивает и резко ухудшает смачиваемость. Поэтому металлы перед пайкой обязательно проходят механическую или химическую очистку, а пайку производят либо с применением флюсов, либо в камерах с защитной нейтральной или активной атмосферой.
Качество паяных соединений (прочность, плотность, коррозионная стойкость и др.) в значительной степени зависит от следующих побочных процессов, протекающих в зоне пайки.
Растворение соединяемых материалов в припое и как следствие - изменение его химического состава и температуры плавления, а также структуры и механических свойств паянного шва.
Диффузия элементов припоя в основной металл. Это приводит к изменению химического состава и механических свойств околошовных зон.
Образование химических соединений из элементов, входящих в состав припоя и основного металла и интерметаллидов. Их большая хрупкость снижает пластичность и прочность паяных соединений.
Возможность закалки или разупрочнения металла в околошовных зонах.
При склеивании неразъемное соединение получается за счет; адгезии (прилипаемости), когезии (собственной прочности) и механического сцепления клеевой пленки с поверхностями склеиваемых заготовок.
Прочность сцепления клеевых соединений зависит в основном от адгезии и когезии. Для объяснения физико-химической сущности адгезии существует три теории: адсорбционная, электрическая и диффузионная.
Адсорбционная теория рассматривает адгезию как чисто поверхностный процесс, аналогичный адсорбции; пленка удерживается на поверхности материала в результате действия межмолекулярных сил.
Электрическая теория рассматривает адгезию как результат действия электростатических и ван-дер-ваальсовых сил.
Диффузионная теория предполагает, что при образовании связи между неполярными полимерами электрический механизм адгезии невозможен, и адгезия обусловливается переплетением макромолекул поверхностных слоев в результате их взаимодиффузии.
Качество клеевых соединений (прочность) можно повысить путем механического сцепления пленки клея с шероховатой поверхностью материала; для этого перед склеиванием поверхности обрабатывают наждачной бумагой.
Лекция № 12 Тема: Основы обработки материалов резанием.
Одной из самых распространенных технологических операций является обработка резанием - получение детали из заготовки путем удаления избыточного слоя материала (припуска) с помощью режущего клина (рис. 3.16).
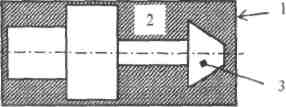
Рис. 3.16 Принципиальная схема
получения детали при обработке
резанием: 1-заготовка; 2-припуск;
3-деталь.
Приведенная схема применима не только при точении, но и при других видах обработки: фрезеровании, сверлении, шлифовании, притирке, обработке напильником и др.
Заготовка – это полуфабрикат, из которого в ходе технологического процесса путем изменения формы, размеров, свойств поверхности и (или) материала изготавливают деталь. С учетом специфики работ на судах – единичные детали или мелкие серии – заготовки должны быть универсальными: их поставляют на суда в виде профильного проката и отливок, позволяющих изготавливать различные детали.
При обработке резанием приходится удалять до 80 % массы заготовки, что является крупным недостатком этой технологической операции. Однако он в полной мере компенсируется основным преимуществом: самой высокой точностью получаемых деталей - до 0,01...0,001 мм, недостижимой при других способах получения деталей. При этом под точностью понимают степень приближения истинного значения рассматриваемого параметра к его теоретическому значению, указываемому на чертеже.