

Лекция № 6 Тема: Основы термической обработки материалов.
Термическая обработка и ее цикл
Термообработкой называется технологическая операция, заключающаяся в тепловом воздействии на материал с целью изменения его структуры и свойств в заданном направлении. При этом могут достигаться самые различные эффекты: увеличение прочности или повышение пластичности, изменение магнитных свойств материала, коррозионной стойкости и пр.
Основной характеристикой термообработки является ее термический цикл - совокупность температур детали от начала ее нагрева до полного охлаждения (рис. 2.27). Т°С
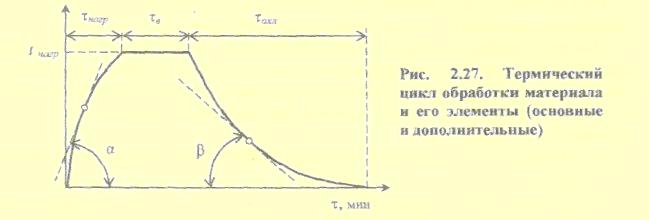
К числу основных элементов термического цикла относятся: температура нагрева tнагр, время нагрева tнагр и охлаждения tохл, время выдержки при температуре нагрева tвыд. Помимо основных, термический цикл характеризуют также два дополнительных элемента:
скорость нагрева

скорость охлаждения

Указанные элементы, выбираемые в зависимости от задач термообработки, составляют ее режим - совокупность контролируемых параметров, обеспечивающих получение изделия заданного качества.
Как правило, решающую роль при назначении режима термообработки играют температура нагрева, время выдержки и скорость охлаждения.
Общая классификация операций термообработки
Все основные операции термообработки (ТО) по воздействию на материал детшш можно разделить на 2 группы: а) повышающие плотность дефектов кристаллического строения, б) понижающие плотность дефектов (рис. 2.28).

В соответствии с отмеченным ранее (см. п. 2.2.4), первая группа операций ТО, сопровождающаяся повышением уровня свободной (избыточной) энергии и плотности дефектов кристаллического строения материала, приводит к повышению прочностных свойств и снижению пластичности, увеличению электросопротивления, скорости коррозии и т.п.
Вторая группа операций ТО, приводящих к понижению уровня свободной энергии и плотности дефектов, оказывает на свойства материала противоположное влияние: прочность снижается, пластичность повышается, электропроводность возрастает и т.д.
Приведем общую характеристику перечисленных операций ТО, а для операций, используемых в условиях эксплуатации судна, дополнительно рассмотрим и их термические циклы.
Закалка - это термическая операция, заключающаяся в нагреве до температуры выше температуры фазовых превращений, выдержке при этой температуре и охлаждении со скоростью больше критической (рис. 2.29, а). Резкое снижение температуры подавляет диффузионные процессы, в результате чего при более низкой температуре фиксируется расположение атомов материала в кристаллической решетке, свойственное ему при температуре нагрева. Закалка может быть применена только к тем металлам и сплавам, в которых с повышением температуры в твердом состоянии происходит изменение строения - полиморфные превращения либо растворение избыточных фаз.

Химико-термическая обработка (ХТО) заключается в нагреве детали в химически активной среде, длительной выдержке при этой температуре и последующем охлаждении. В результате диффузии на поверхности детали создается слой с измененным химическим составом и, соответственно, свойствами. Более конкретное название операция ХТО получает по имени наносимого элемента: азотирование - насыщение азотом, хромирование - хромом и т.п. Химико-термическая обработка может быть применена ко всем без исключения металлическим материалам.
Термомеханическая обработка (ТМО) представляет собой пластическую деформацию нагретой детали (заготовки). Примером ТМО является ковка коленчатого вала, шатунов СДВС и др.
Особо следует подчеркнуть, что корпус судна практически полностью изготовлен из материалов, прошедших ТМО на металлургических заводах - это позволяет значительно повысить его конструкционную прочность и за счет этого снизить массу.
Так же как и ХТО, операция термомеханической обработки универсальна.
Отпуск - операция термообработки, заключающаяся в нагреве предварительно закаленного материала до температуры ниже критической, выдержке и последующем охлаждении (рис. 2.29, б). В зависимости от температуры нагрева предварительно закаленного материала, различают низкий, средний и высокий отпуск.
Отжиг - это ТО, состоящая в нагреве материала, выдержке (зачастую длительной) и последующем, обычно медленном охлаждении (рис. 2.29, в). Этот вид термообработки применим ко всем материалам - как не имеющим фазовых превращений в твердом состоянии (отжиг 1-го рода), так и имеющим такие превращения (отжиг 2-го рода).
Нагревательные и охлаждающие среды, используемые при термообработке деталей СТС
Выбор способа и среды нагрева и охлаждения деталей при термообработке определяется стоящими перед ней задачами.
В условиях береговых судоремонтных предприятий нагрев обычно производится в электрических или газовых печах, а также токами высокой частоты (ТВЧ). Нагревательной средой чаще всего является газовая, которая может быть окислительной (воздух) или нейтральной. Реже используются жидкие нагревательные среды - обычно это расплавы солей в тиглях. Так, для равномерного прогрева деталей сложной конфигурации при температурах до 160...550 °С используется смеси азотной и калиевой селитры в различном соотношении. Если необходим высокотемпературный нагрев до 1300... 1350 °С (для закалки быстрорежущих сталей), то применяют ВаС12.
Основные охлаждающие среды - вода, минеральное масло и воздух применяются при ТО как на берегу, так и в море. Они понижают температуру со скоростью порядка 600, 150 и 30 °С/с соответственно. При закалке углеродистых сталей скорость охлаждения свыше критической обеспечивает только вода, для легированных - вода и масло. При необходимости для увеличения v-o.0, можно использовать морскую воду – Vохл ~ 1200°С/с.
Источники тепла, применяемые для нагрева в условиях эксплуатации судна, имеют заметно меньшую тепловую мощность - пламя газовой горелки или паяльной лампы. Это позволяет проводить термообработку деталей СТС небольших габаритов и массы. Однако в последние годы наметился некоторый прогресс в росте этих параметров деталей за счет использования т.н. "гибких" индукторов, подключаемых к имеющимся на судах сварочным трансформаторам.
Конструкционные стали
Рассмотрим более подробно группу конструкционных сталей с учетом конкретного назначения, термообработки и получаемых эксплуатационных свойств (табл. 2.17.).
К корпусным относят стали, широко используемые для изготовления сварных корпусов морских и речных судов. Так, на сухогрузах они составляют 80...90 % общей массы судна. Оптимальное сочетание прочности и пластичности, достигаемое уже на металлургических заводах при термомеханической обработке (прокатка нагретого материала), позволяет гнуть листы заданной кривизны, сохранять целостность корпуса судна при навале на пирс и других аварийных ситуациях. Выполнение же технологического требования - хорошей свариваемости - дает возможность выполнять сварку на судне практически при любых погодных условиях.
Таблица 2.17 - Сводная информация по конструкционным
сталям в судостроении и судоремонте
Доминирующие требования к материалу изделия |
Типовая марка стали |
Основные свойства |
Примеры применения |
|||||
Предел прочности в, МПа |
Относительное удлинение , % |
Ударная вязкость KCU, МДж/м2 (твердость HRC) |
||||||
1 |
2 |
3 |
4 |
5 |
6 |
|||
Корпусные:
C |
||||||||
Высокая пластичность, приемлемый уровень прочности свойств хорошая свариваемость |
ВСт.3 |
420 |
25 |
0,55 |
Изготовление корпусов судов и конструкций с помощью сварки |
|||
09Г2С |
600 |
21 |
0,5 |
|||||
10ХСНД |
620 |
19 |
0,4 |
|||||
10Г2СДМ |
540 |
19 |
0,7 |
|||||
Цементируемые: 0,15 С 0,3%, ТО цементация+закалка+низкий отпуск |
||||||||
Наследственная мелкозернистость – способность длительное время сохранять размер зерна при нагреве до высоких температур |
20Х |
800 |
11 |
(58…62) |
Детали СТС с высокой твердостью и износостойкостью поверхности: топливная аппаратура дизелей, шестерни, клачные шайбы и др. |
|||
12Х2Н4МА |
1150 |
12 |
||||||
18ХГТ |
1000 |
9 |
||||||
30ХГТ |
1500 |
9 |
||||||
Улучшаемые: 0,3 С 0,5%, ТО закалка+высокий отпуск |
||||||||
Повышенная способность выдерживать знакопеременные и динамические нагрузки |
45 |
670 |
17 |
0,4 |
Наиболее нагруженные ответственные детали: шатуны, анкерные связи, коленчатые валы идр. |
|||
35ХМА |
1050 |
12 |
0,6 |
|||||
40Х |
1000 |
10 |
0,6 |
|||||
40ХМН |
1100 |
11 |
0,7 |
|||||
38ХН3МФА |
1200 |
12 |
0,8 |
|||||
Пружинно-рессорные: 0,5 0,7 %, ТО закалка+средний отпуск |
||||||||
Высокое значение пределов пропорциональности и выносливости, высокая релаксационная стойкость |
65 |
1100 |
10 |
- |
Пружины различных механизмов, мембраны и прочие упругие элементы |
|||
50ХФА |
1200 |
6 |
- |
|||||
70С3А |
1800 |
6 |
- |
|||||
60С2ХФА |
1900 |
5 |
- |
|||||
Шарикоподшипниковые: около 1%С, ТО закалка+низкий отпуск |
||||||||
Чистота по неметаллическим включениям, стабильность размеров |
ШХ6 |
- |
- |
(66…61) |
Подшипники качения: шарико- и роликоподшипники, игольчатые и др. |
|||
ШХ15 |
- |
- |
||||||
ШХ15СГ |
- |
- |
||||||
 0,22%,
без термообработки, в состоянии
поставки
0,22%,
без термообработки, в состоянии
поставкиКорпусные стали относятся к тем судостроительным материалам, которые должны удовлетворять жестким требованиям Правил классификации и постройки морских судов (Морского Регистра) в части хладноломкости. По этому критерию она делится на категории А, В, В, Е и F. Выбор категории производится с учетом минимальной температуры окружающей среды и толщины элемента корпуса. Так, при толщине 5 = 20 мм для указанных категорий предельно допустимая температура составляет -15, -33, -43, -60 и ниже -60°С (соответственно).
Цементируемые стали подвергаются сложной термообработке, включающей насыщение поверхности углеродом до 0.9... 1.1 % путем выдержки при температурах 910... 930 СС в течение 10... 15 часов в химически активной среде, что практически исключает проведение ее в условиях эксплуатации судна. В заводских же условиях детали из этих сталей приобретают высокую твердость поверхности и вязкую сердцевину - это обеспечивает хорошую износостойкость, способность воспринимать контактные и ударные нагрузки. Улучшаемые стали наиболее многочисленны по числу разработанных марок, предназначенных для изготовления деталей с последующей закалкой и высоким отпуском. Такая термообработка сообщает материалу комплекс свойств, позволяющих эксплуатировать детали при больших и динамических и знакопеременных нагрузках.

Пружинно-рессорные стали приобретают свои высокие эксплуатационные качества в результате закалки и среднего отпуска (рис. 2.35). Такая обработка возможна не только в заводских условиях, но и непосредственно на судах для изготовления пружин небольших размеров взамен вышедших из строя или при их регенерации - восстановлении исходных габаритов и значений предела пропорциональности.
Шарикоподшипниковые стали настолько важны для современной техники, что даже их маркировка имеет особенности (см. табл. 2.14). Ни один механизм не может быть создан без подшипников качения. Они обеспечивают минимальные потери энергии, так как коэффициент трения качения существенно ниже, чем при трении скольжения. Кроме этого, благодаря малой деформации при ТО, эти стали широко применяются для изготовления прецизионных сопряжений топливной аппаратуры судовых дизелей.
Конструкционные материалы на основе цветных металлов.
При рассмотрении этой группы материалов следует иметь в виду, что они на современном этапе развития по технико-экономической эффективности (см. п.п. 2.1.2 и 2.8.1) значительно уступают железоуглеродистым сплавам. Поэтому их использование для восприятия внешних силовых нагрузок целесообразно лишь в том случае, когда дополнительно в качестве доминирующего требования выступает какое-либо специальное или технологическое свойство.
Требуемые тактико-технические характеристики судов на подводных крыльях, воздушной подушке, а также подводных лодок могут быть реализованы только при использовании деформируемых корпусных сплавов А1 и Ti (табл. 2.20). Для обеспечения срока службы к ним предъявляется требование высокой коррозионной стойкости в условиях воздействия морской воды и тумана.
Гребные винты при эксплуатации подвергаются циклическому изгибу, ударам лопастей о твердые предметы, особенно при плавании в ледовых условиях. Помимо механической нагрузки, они постоянно испытывают воздействие морской воды. Учитывая сложную геометрическую форму винтов, их изготавливают путем отливки. Поэтому чаще всего для их изготовления применяют чаще всего соответствующие литейные латуни и бронзы, реже -углеродистые или коррозионностойкие стали.
Пружинные элементы в условиях воздействия морской среды должны сохранять свои рабочие характеристики - жесткость, релаксационную стойкость. Это налагает, помимо уже отмеченных требований к материалу (см. табл. 2.17), способность длительное время сопротивляться коррозии под нагрузкой. Чаще всего проблему удается решить с помощью специальных бронз и сплавов на основе кобальта или железа.
Безыскровой инструмент является обязательным для использования на танкерах, газовозах и других судах, груз которых представляет повышенную пожароопасность. Конструктивно не отличаясь от обычного инструмента, он

изготавливается из алюминиевых, марганцовистых или бериллиевых бронз, на него наносится соответствующая надпись и заводской номер (рис. 2.36).
Неискрящиеся при ударе или падении в условиях качки материалы применяют также при изготовлении деталей газовой аппаратуры, устанавливаемой на баллоны со сжатыми взрывоопасными газами или их смесями(кислорода, ацетилена, пропана и пр.).
Специальные металлические материалы
Учитывая, что широкий спектр свойств специальных материалов представляет возможности использования одного и того же материала для выполнения заметно отличающихся друг от друга функций, вначале целесообразно ознакомиться с основными группами с учетом свойств матрицы (п. 2.9.1), а затем перейти к рассмотрению наиболее распространенных на судах функциональных групп (см. п.п. 2.9.2 - 2.9.5).
Общая характеристика и маркировка специальных материалов
В отличие от конструкционных материалов (преимущественно сталей и чугунов), специальные материалы предназначены для выполнения особых функций, например, служить проводником электрического тока. Для этих целей обычно используются цветные металлы (медь, алюминий, титан и др.) и сплавы на их основе. Как правило, они намного дороже железоуглеродистых, но в то же время обладают рядом неоспоримых преимуществ:
повышенной коррозионной стойкостью;
более высокой (низкой) тепло- и электропроводностью;
более низкой (высокой) температурой плавления и пр.
В то же время следует иметь в виду, что специальные материалы зачастую с успехом могут воспринимать и силовую нагрузку - т.е. выполнять функции конструкционных материалов.
В зависимости от конкретных специальных требований деталь изготавливают из чистого металла или его сплава. Их маркировка, по аналогии со сталями, включает буквенную и числовую компоненту (табл. 2.18). Однако нужно учитывать, что обозначения одного и того же химического элемента в сплавах может отличаться: например, кремнию в сталях соответствует буква "С", а в сплавах цветных металлов - буква "К" (см. табл. 2.13).
Таблица 2.18 - Условные обозначения специальных металлических материалов, применяемых в судостроении и судоремонте
Материал |
Принципы и примеры маркировки |
Алюминий, титан и сплавы на их основе |
|
Алюминий |
Буквой А, число характеризует чистоту металла. Чем оно больше, тем чище материал. Пример: А99 99,99% Al. Остальное примеси |
Литейные алюминиевые сплавы |
Буквами АЛ, затем указывается номер разработки. Пример: АЛ9 — литейный сплав AI, разработка № 9. |
Деформируемые алюминиевые сплавы |
1. Буквой Д или другими (В, АК), после которых указывается номер разработки сплава. Пример: Сплав Д16 деформируемый алюминиевый сплав № 16. 2. Буквой А. Последующие сочетания букв и чисел указывают на присутствие легирующих элементов и их содержание в процентах. Пример: Сплав АМгЗ деформируемый сплав на основе алюминия, 3 % магния, остальное - алюминий и примеси. |
Титан |
Буквами ВТ (получен в вакууме) и цифрами, качественно указывающими на содержание примесей. Пример: Титан ВТ1-0 или ВТ 1-00 вторая марка содержит меньше примесей |
Литейные титановые сплавы |
Буквами ВТ, после которых указывается номер сплава; буква "Л" в конце марки отражает принадлежность к группе литейных сплавов. Пример: Сплав ВТ14Л литейный сплав титана, № 14. |
Деформируемые титановые сплавы |
Буквами ВТ, затем указывается номер сплава Пример: Сплав ВТ 20 титановый деформируемый сплав № 20
|
Медь и сплавы на ее основе |
|
Медь |
Буквой М, после которых указывается число (00, 0, 1 ... 4), характеризующее чистоту металла - чем оно больше, тем выше содержание примесей. Пример: Медь Ml относительно чистая медь. |
Латуни литейные |
Буквой Л. Последующие сочетания букв и чисел указывают на присутствие легирующих элементов и их содержание в процентах. Пример: Латунь ЛЦ17КЗ литейный сплав на основе меди, 17 % цинка, 3 % кремния, остальное - медь и примеси |
Латуни деформируемые |
Буквой Л. Последующие буквы указывают на присутствие легирующих элементов. Первое число - содержание! меди в процентах, остальные — соответствующее последовательности букв содержание легирующих элементов в процентах. Пример: Латунь ЛЖМц59-1-1 деформируемый сплав на основе меди; Си - 59%, Fe - 1 %, Мп - 1 %, остальное -Zn и примеси. |
Бронзы литейные |
Буквами Бр Последующие сочетания букв и чисел указывают на присутствие легирующих элементов и их содержание в процентах. Пример: Бронза Бр05Ц5С5 литейный сплав на основе меди, Sn - 5%, Zn - 5%, Pb - 5 %, остальное - Си и примеси |
Бронзы деформируемые |
присутствующие легирующие элементы, а цифры — их содержание в процентах (соответственно) Пример: Бронза БрОЦС4-4-2,5 —» деформируемый сплав) на основе меди, Sn - 4 %, Zn - 4 %, Pb — 2,5 %, остальное - Си и примеси. |
Прочие материалы |
|
Баббиты |
Буквой Б и числом, показывающим содержание олова в процентах. Пример: Б83 антифрикционный сплав, 83 % олова, остальное - другие элементы и примеси. |
Оловянно-свинцовые припои |
Буквами ПОС. Последующие буквы К или Су указывают на присутствие кадмия или сурьмы. Первое число обозначает содержание олова в процентах, второе — содержание кадмия или сурьмы. Пример: Припой ПОССу 61-1,5 оловянно-свинцовистый припой, олова - 61%, сурьмы — 1,5 %, остальное - свинец и примеси. |
Серебряные припои |
Буквами ПСр и цифрой, указывающей содержание серебра в процентах. Пример: ПСр 40 серебряный припой Ag - 40 %, остальное медь, другие элементы и примеси. |
Примечание: информация по сплавам на основе магния не приведена, т.к. из-за низкой коррозионной стойкости в морской среде на судах они практически не встречаются |
|
Медь и сплавы на ее основе
Эта группа материалов на судах занимает второе место по распространенности во многом благодаря свойствам меди. Основные ее преимущества: высокая коррозионная стойкость, электро- и теплопроводность
Чистая медь - металл розового цвета с плотностью 8,94 т/м3, температурой плавления 1089 °С. Температура рекристаллизации, ограничивающая область применения меди и сплавов на ее основе, составляет около 200...250 °С.
Прочностные свойства Си низки: as < 240 МПа. В то же время ее пластичность высока - относительное удлинение достигает 45 %.
С учетом указанных свойств медь применяется как в качестве проводникового, так и коррозионностойкого материала. Конкретные примеры рассмотрены ниже (см. табл. 2.20).
Около 30 % выпускаемой меди расходуется на производство сплавов на ее основе, в достаточной степени сохраняющих перечисленные выше преимущества матрицы (рис. 2.37).

Латунями называются медные сплавы, в которых основным легирующим элементом является цинк. Простые латуни содержат только Си и Zn, специальные - дополнительные легирующие элементы. Предел прочности латуней не превышает, как правило, 450 МПа. В то же время относительное удлинение может достигать 65 %.
Бронзами называются
сплавы на основе меди, в которых цинк
не является основным легирующим
элементом. Если таковым, например,
является Sn,
то бронза
называется оловянной; в алюминиевых
бронзах это Л/ и т.п. Учитывая большее
число основных легирующих элементов,
свойства бронз гораздо разнообразнее,
чем латуней. Дополнительно следует
отметить, что бериллиевые бронзы могут
быть упрочнены термообработкой - путем
закалки и отпуска. Так, для них
 1000
МПа,
20%.
1000
МПа,
20%.
Важной характеристикой являются технологические свойства медных сплавов. Литейные сплавы имеют хорошую жидкотекучесть - способность заполнять форму, что позволяет изготавливать из них отливки самой сложной формы34. Деформируемые материалы отличаются высокой пластичностью - из них обработкой давлением получают листы, трубы, прутки и пр.
Среди специальных сплавов на основе меди следует выделить сплавы с повышенной коррозионной стойкостью (нейзильберы, мельхиоры) и повышенным омическим сопротивлением - так называемые реостатные материалы (манганин, константен).
Алюминий и сплавы на его основе
Указанные материалы
достаточно широко используются в
судостроении благодаря таким преимуществам
алюминия, как
малая плотность (-2.7 т/м3),
высокая электро- и теплопроводность -
при меньшей стоимости А1
она всего лишь
в ~ 1,5 раза ниже, чему меди. Температура
плавления - около 661°С,
Трекр
 150
°С. Прочность алюминия довольно всего
=60...100
МПа, пластичность - высокая (
= 35%).
150
°С. Прочность алюминия довольно всего
=60...100
МПа, пластичность - высокая (
= 35%).
Значительная часть производимого алюминия расходуется на производство сплавов (рис. 2.38).

Следует особо отметить, что многие Al-сплавы могут быть заметно упрочнены термообработкой, состоящей из закалки (tзак = 495...510°С, охлаждение в воде) и старения (разновидность отпуска, заключающаяся в нагреве закаленного сплава в кипящей воде в течение нескольких минут).
Литейные сплавы
алюминия отличаются
хорошими технологическими свойствами:
малой усадкой, высокой жидкотекучестью
и др. Причина - низкая температура
плавления алюминия, являющегося их
основой. Поэтому, с учетом парамагнитности
(отсутствия магнитных свойств), наиболее
часто эти сплавы применяются для
изготовления сложных корпусов
навигационных приборов, работающих без
контакта с морской водой - например,
устанавливаемых на мостике судна.
Их прочность достаточно высока при
низкой пластичности. Так, для
неупрочняемых термообработкой сплавов
АЛ2 и АЛ4
эти показатели соответственно составляют:
 180МПа,
180МПа,
 4%.
4%.
Упрочняемые ТО алюминиевые сплавы АЛ9, АЛ21, АЛ27 и др. приобретают высокий комплекс механических - до 350 МПа, до 18 %. Они применяются для изготовления деталей, работающих во влажной среде при температурах до 200... 250 "С.
В сравнении с литейными группа деформируемых сплавов отличается, в целом, более высокой прочностью и пластичностью - после типовой термообработки 0в < 600 МПа, 5 < 24%. Детали их них изготавливаются прокаткой, ковкой, штамповкой, сваркой. Типовая номенклатура: листы, трубы, фасонный профиль.
Спеченные алюминиевые материалы изготавливают по технологии порошковой металлургии: вначале порошки прессуют, а затем обжигают. В результате получается готовая деталь, практически не требующая механической обработки, имеющая повышенную прочность (я, <460 МПа), которая сохраняется до температуры 300... 350 °С.
Титан и сплавы на его основе
Эта группа материалов обладает исключительно полезными для морского транспорта свойствами. Однако высокая стоимость 77 в настоящее время заставляет говорить о ней пока только как о перспективной для торгового мореплавания.
Основными преимуществами Ti и его сплавов, помимо уже отмечавшейся ранее высокой удельной прочности (см. п. 2.8.1), относится и исключительная коррозионная стойкость в морской среде (табл. 2.19).
Важнейшие характеристики этих материалов: р ~ 4,54 т/м , Тплав, ~ 1665 °С, Трекр 450...500 °С.
Для технически чистого титана =300...550 МПа, относительное удлинение = 20...30%. Такой большой разброс показателей объясняется тем, что 77 является хорошим геттером - веществом, поглощающим при повышенных температурах ухудшающие его свойства компоненты атмосферы (азот, кислород и водород). Поэтому производство титана и его сплавов требует применения высокого вакуума или защитной атмосферы из инертных газов - например, аргона.
Сплавы титана, в зависимости от химического состава, используются для изготовления деталей литьем или обработкой давлением. Их термообработка позволяет повысить прочность, по сравнению с основой, в 2... 3 раза.
Коррозионностойкие материалы
Основным требованием к этой группе специальных материалов является способность сохранять свое строение и, как следствие — свойства под воздействием агрессивной внешней среды. При электрохимической и химической коррозии оно выполняется разными путями.
Учитывая, что электрохимическая коррозия сопровождается переносом электрических зарядов между фазами материала различной природы (например, в углеродистых сталях между ферритом и цементитом), то для ее предотвращения (снижения) используют следующие принципы:
устраняют саму причину возникновения разности потенциалов, используя вместо многофазных сплавов чистые металлы или однофазные сплавы (например, вместо двухфазного силумина АЛ2, состоящего го А1 и Si - чистый алюминий);
повышают значение электродного потенциала материала детали до положительного значения путем легирования (например, заменяя углеродистую сталь высоколегированной хромистой или хромоникелевой сталью с содержанием Сr 12,5%, используя специальные однофазные латуни вместо простых);
создают на поверхности корпуса судна или детали изолятор - пленку, не проводящую электрический ток:
- легируя материал элементами, создающими плотные оксидные пленки (например, насыщая сталь при химико-термической обработке хромом, никелем, кремнием, титаном - именно эти элементы и образуют такую пленку);
- нанося лакокрасочное покрытие (см. ниже);
формируют искусственную гальваническую пару из защищаемого от коррозии материала с другим, имеющим более низкое значение электродного потенциала (т.н. протекторная защита);
подают от судового источника питания на корпус судна постоянное отрицательное напряжение, создающее плотность тока ~ 10 мА/м (т.н. катодная защита)
Результатом реализации 2-х первых и частично 3-го принципов является получение материалов различной коррозионной стойкости как против электрохимической, так и химической коррозии (табл. 2.19 и 2.20). Помимо сталей, в судостроении и судоремонте широко применяются и другие материалы, работающие в условиях коррозионного воздействия окружающей среды.
Таблица 2.19- Коррозионная стойкость наиболее распространенных судостроительных материалов в морской среде
Группа стойкости |
Скорость коррозии, мм/год |
Материал |
Совершенно стойкие |
менее 0,001 |
Титан и его сплавы |
Весьма стойкие |
0,001... 0,01 |
Коррозионностойкие стали (20X13, 12Х18Н9Т идр.) |
Стойкие |
0,01...0,1 |
Медь, латуни (ЛО 70-1, ЛА 77-2, ЛЦ17КЗ и др.), бронзы (Бр А9Мц2, Бр Б2 и др.) |
Пониженно стойкие |
0,1...1,0 |
Конструкционные стали (ВСт.З, 10ХСНД, 40ХНМ, 65С и др.), чугуны (марок СЧ, КЧ и ВЧ), алюминий и сплавы на его основе |
Малостойкие |
1,0... 10 |
Магний, цинк и сплавы на их основе |
|
|
|
Принципиально важным является то обстоятельство, коррозионная стойкость материала при изменении окружающей среды может сильно изменяться. Так, титан и его сплавы, обладая исключительно высокой стойкостью в морской среде, интенсивно корродируют в 5 %-ном водном растворе соляной кислоты даже при комнатной температуре.
Таблица 2.20 - Наиболее распространенные марки специальных металлических и неметаллических материалов на судах
Марка |
Область применения |
Коррозионностойкие материалы |
|
Сталь 20X13 |
Валы, втулки насосов, работающих в слабокоррозионных средах (пресная вода, водные растворы солей невысокой концентрации) |
Сталь 12Х18Н9Т |
Детали, работающие в движущейся морской воде: гребные винты, несущие элементы судов на подводных крыльях |
Латунь ЛО70-1 (адмиралтейская латунь) Латунь ЛА77-2 |
Детали, находящиеся в морской воде: трубные доски, сальниковые втулки, штоки арматуры и насосов |
Латунь Л17КЗ |
Литые детали, работающие в морской воде: корпуса и крышки судовой арматуры, втулки сальников |
Бронза Бр О10С2 |
Ответственные литые детали, работающие в морской воде: крыльчатки насосов, корпуса, облицовки валов |
Бронза Бр Б2 Бронза Бр КМцЗ-1 |
Упругие немагнитные элементы приборов, работающих в морской среде: пружины, мембраны, сильфоны |
Сплав ВТ5 |
Ответственные детали, работающие в морской воде: обшивка судов, детали насосов, гребные винты |
Мельхиор МНЖ 5-1 |
Трубы тегшообменных аппаратов, работающих на морской воде; непрерывно действующие трубопроводы морской воды |
Сплав АМг5 |
Корпусные сварные конструкции морских и речных судов, спасательные боты и шлюпки, забортные трапы |
Сплав АМгЗ |
Радиаторы парового отопления, трубопроводы масла и топлива, кожухи дымовых труб и вентиляции |
Алюминий АД1 |
Емкости для хранения пищевых продуктов, воды; переговорные трубы |
Стекла |
Судовые иллюминаторы, изделия судовой светотехники, камбузная посуда |
Полихлорвинил Полиэтилен Фторопласт |
Цистерны питьевой воды, топливные и масляные цистерны, аккумуляторные баки |
Антифрикционные материалы. |
|
Баббит Б 83 Бронза Бр СЗО |
Антифрикционные материалы, работающие в условиях при трении скольжения при динамической нагрузке: заливка вкладышей рамовых и мотылевых подшипников СДВС, направляющих крейцкопфов |
Баббит Б 16 |
Заливка вкладышей подшипников скольжения, работающих при спокойной нагрузке: шпилей, брашпилей, лебедок |
Бронза 05Ц5С5 |
Облицовка гребных валов диаметром до 350 мм |
Бронза БрАЖНЮ-4-4 |
Ответственные детали, работающие в тяжелых условиях изнашивания: седла клапанов, направляющие втулки, шестерни |
Латунь ЛЦ40МцЗЖ |
Облицовка гребных валов катеров и малых судов |
Продолжение табл. 2.20
Латунь ЛЦ26К4 |
Малонагруженные детали трения механизмов с ручным приводом при обильной смазке |
Чугун СЧ21 Чугун СЧ24 Чугун СЧ28 |
Поршневые кольца СДВС и паровых машин, золотников и компрессоров |
Текстолит ПТК-С Капролон В Резина |
Втулки дейдвудных подшипников морских судов при смазке забортной водой |
Фторопласт Ф-4 |
Втулки подшипников скольжения, работающих в агрессивных средах, включая морскую воду |
Материалы СТС для работы при повышенных температурах |
|
Медь МЗ |
Прокладки для систем трубопроводов высокого давления (до SO МПа, температура до 250 °С) |
Латунь Л68 |
Детали, не соприкасающиеся с морской водой, работающие при температуре до 250 "С: детали маслоохладителей конденсаторов, диафрагмы турбин |
Бронза Бр АЖ9-4 |
Детали арматуры и систем, работающих в слабокоррозионных средах при температуре до 250 °С: пробки кранов, крышки сальников, втулки и пр. |
Сплав АК4 |
Деформируемый сплав алюминия для работы при температурах не более 300 °С: поршни высокооборотных дизелей, головки цилиндров, крылатки центробежных компрессоров и др. |
Сталь 12ХМФ |
Детали паровых котлов и паропроводов, паровых и газовых турбин, работающих при температурах до 580 "С |
Сталь 20X13 |
Детали, работающие в слабокоррозионных средах при температурах до 450 °С: седла клапанов, лопатки паровых турбин, уплотнения и др. |
Сталь 12Х18Н10Т |
Детали, работающие в средах средней агрессивности (включая морскую воду) в диапазоне температур -196... 600 "С: направляющие лопаток турбин, теплообменные аппараты, трубные доски и т.п. |
Сталь 40X10С2М |
Детали, работающие при температурах до 800 "С: выпускные клапаны СДВС, форкамеры, распылители сопел и др. Устойчива в серосодержащих средах (продукты сгорания топлива) |
|
Материалы с высокими электропроводностью и сопротивлением |
Медь МО Медь Ml |
Проводники электрического тока: провода, кабели, обмотки трансформаторов |
Манганин МНМц 3-12 |
Резисторы, тепловые датчики, шунты электрических приборов, обмотки реостатов |
Сталь Х13Ю4 |
Нагревательные элементы для работы при температурах менее 900 0С |
Нихром Х20Н80 |
Нагревательные элементы для работы при температурах менее 1100°С |
|
Материалы с малой плотностью |
Сплав АЛ2 |
Малонагруженные детали, работающие в сухих помещениях без контакта с морской водой, кожухи, маховики, рукоятки |
Сплав Д1 |
Клепаные конструкции, работающие без контакта с морской водой: настил пола, переборки, легкие двери, мебель |
Сплав ВТ6С |
Штампосварные конструкции, емкости высокого давления |
Два последних случая реализуют непосредственно в условиях эксплуатации судна - для конкретной марки материала и известной среды уменьшают скорость коррозии.
Типичная протекторная система защиты корпуса судна из углеродистой стали включает отливки из цинка массой до 100... 150 кг, закрепленные на подводной части корпуса судна вдоль линий тока воды для снижения гидродинамического сопротивления. Их плотность на корме должна быть выше, т.к. здесь имеет место максимальная волновая активность и скорость обтекающей судно воды. Помимо Zn, при стальном корпусе и плавании в пресноводных акваториях протектор может изготавливаться из магния (см. табл. 2.10). При докованиях судна протекторы системы заменяются.
Катодная защита отличается от протекторной тем, что на уже имеющуюся протекторную систему накладывается упомянутое выше напряжение от судового источника электропитания. Она обычно работает автоматически и позволяет обеспечить более равномерную скорость коррозии и таким образом избежать коррозионных язв различной формы и свищей (сквозных язв).
Как свидетельствует конкретные примеры (см. табл. 2.20), в зависимости от условий эксплуатации в качестве коррозионностойких могут выступать как металлические, так и неметаллические материалы.
Материалы судовых трибосопряжений
Для того, чтобы дать судоводителю возможность управления судном и обеспечить его перемещение в заданном направлении, в СТС начинаются относительные перемещения многочисленных деталей по вполне определенным траекториям: поршень осуществляет возвратно-поступательное движение в рабочем цилиндре СДВС, гребной вал вращается в дейдвудной втулке и т.п. Их обеспечивают трибосопряжения - подвижные разъемные соединения деталей, рабочие поверхности которых при трении друг о друга изнашиваются (см. рис. 1.2, г). Это приводит к увеличению зазора по сравнению с исходным (нормативным), искажению заданных конструктором траекторий движения и, в конечном счете, к потере работоспособности СТС (например, рулевой машины судна).
В трибосопряжениях судовых технических средствах используются различные антифрикционные материалы, предназначенные для работы в условиях трения скольжения. Основные требования к ним - высокая износостойкость и низкий коэффициент трения в паре с материалом сопрягаемой детали. Кроме этого, выбор зависит от скорости скольжения, вида смазки и др. (рис. 2.39).
Анализ приведенных данных показывает, что работу современного морского судна обеспечивают не менее 2,2 тыс. ответственных трибосопряжений, в которых материалом трущейся детали являются железоуглеродистые сплавы: в ~ 88 % случаев сталь, ~ 11 % - чугун. Эта деталь является основной в трибосопряжении (сложна конструктивно, имеет большие габариты и массу) и при ремонте СТС, как правило, замене не подлежит.

Перечень сочетаемых с ней антифрикционных материалов более разнообразен: баббиты, бронзы, чугуны, резины и пр. Часто, в целях экономии, они наносится тонким слоем на стальную подложку, образуя с ней одно целое (рис. 2.40). Такая композитная деталь проста конструктивно, изнашивается быстрее и во время ремонта заменяется. Например, наработка на отказ головки поршня малооборотных судовых дизелей в 5...7 раз больше наработки поршневых колец.

Наибольшее распространение получили трибосопряжения типа "поршневое кольцо - канавка поршня", "поршневое кольцо - втулка рабочего цилиндра СДВС", "шейка вала - подшипниковая втулка" (заменяемый во время ремонта элемент трибосопряжения подчеркнут). В последнем случае втулку часто заменяют вкладышами, представляющими собою ее половинки - это позволяет значительно упростить ремонт потерявшего работоспособность подшипникового узла.
В качестве антифрикционных используются также и неметаллические материалы: текстолит, капролон, резина и др.
Материалы СТС для работы при повышенных температурах
Значение этих материалов для современного мореплавания трудно переоценить с учетом того обстоятельства, что преобразование химической энергии топлива в механическую энергию вращения гребного винта, необходимую для движения судна, происходит в тепловых двигателях - дизелях или турбинах (см. рис. 1.4). При этом температура на поверхности многих деталей, образующих тепловой реактор, может достигать 700... 800 °С (рис. 2.41).

В свете отмеченного, к основным требованиям, предъявляемым к этой группе материалов, следует отнести способность при рабочих температурах:
сохранять требуемый уровень прочности, т.е. быть жаропрочными;
сопротивляться химической газовой коррозии под действием агрессивных составляющих продуктов сгорания топлива (например, серного ангидрида), т.е. быть жаростойкими;
сопротивляться ползучести — медленному нарастанию во времени пластических деформаций и изменению вследствие этого размеров деталей, под действием постоянно действующих нагрузок, не превышающих нагрузку, отвечающую пределу пропорциональности при обычных кратковременных испытаниях: Рполз < Рпц (в турбинах это приводит вначале к уменьшению, затем полному исчезновению рабочего зазора между вращающимися лопатками и неподвижным корпусом и как печальный результат, поломке турбины).
Радикальным средством,
позволяющим удовлетворить все
перечисленные требования, является
изготовление таких деталей из материалов,
у которых температура рекристаллизации
превышает рабочую:
 (см.р.2.5.5)
(см.р.2.5.5)
На практике это означает (см. табл. 2.20), что используемые на судах сплавы алюминия работоспособны, в основном, до температуры 150...200 °С, меди -до 200... 250 0С, низко- и среднелегированные стали -до 500... 600 0С, высоколегированные стали - до 600... 800 0С
Материалы с высокими электропроводностью и сопротивлением
С учетом механизма прохождения электрического в металлах основным требованием к хорошим проводникам следует считать отсутствие или низкое содержание примесей. Чем оно выше, тем больше число дефектов кристаллического строения, затрудняющих перемещение электронов проводимости. Так, всего лишь 0,5 % инородных атомов понижают электропроводность Си на 15 %.
На судах практически единственным проводниковым материалом является медь марок М00, МО и Ml с пониженным содержанием примесей (см. табл. 2.20).
Использование на судах алюминия ограничено (фольга бумажных и пленочных конденсаторов и корпусов электролитических конденсаторов). Изготовление из него проводников электрического тока (проводов, шин) запрещено - вследствие образования оксидной пленки с большим электрическим сопротивлением в местах контактов значительный нагрев может привести к пожару.
От материалов с высоким омическим сопротивлением (резисторы, нагревательные элементы) требуются: а) повышенная плотность дефектов кристаллического строения, затрудняющих дрейф электронов; б) высокая сопротивляемость химической газовой коррозии (окалиностойкость). В полной мере этим требованиям отвечают высоколегированные материалы со структурой твердого раствора замещения, содержащие образующие плотные оксидные пленки элементы: алюминий, хром и др. (см. табл. 2.20)