

Вопрос 5.2. Стандартизация шпоночных соединений
Шпоночные и шлицевые соединения применяются для передачи крутящих моментов в различных механизмах.
Стандартизовано три типа шпоночных соединений:
1 – с призматическими шпонками;
2 – с сегментными шпонками;
3 – с клиновыми шпонками.
Рассмотрим шпоночное соединение с призматической шпонкой. Поперечные размеры шпонки b, h, глубина паза вала t1 и паза втулки t2 определяются по стандарту в зависимости от диаметра вала d (Рис. 5.3.).

Рис. 5.3. Размеры шпоночного соединения
По рекомендациям стандарта на глубину паза вала и втулки высоту шпонки h допуски установлены по грубым 11-14 квалитетам точности. Посадки по ширине шпонки образованы в системе вала, т.е. различные зазоры и натяги обеспечиваются путем изменения полей допусков по ширине пазов в сочетании с полем допуска h9 шпонки по ширине. Для ширины паза вала и втулки, в зависимости от условий работы, рекомендовано назначать три типа шпоночного соединения:
- свободное, с полями допусков паза вала по Н9, паза втулки по D10, обеспечивающие посадки с зазором (рис 5.4);
- нормальное, с полями допусков N9 и Js9 соответственно;
- плотное, с полями допусков Р9.

Рис. 5.4. Посадки шпонки по ширине паза вала и втулки
5.3. Стандартизация шлицевых соединений
Шлицевые соединения в сравнении со шпоночными имеют большую нагрузочную способность, обеспечивают высокую точность центрирования и направления.
В зависимости от формы боковой поверхности зубьев применяются: прямобочные, эвольвентные (рис 5.5) и треугольные шлицевые соединения. Выбор посадок и полей допусков шлицевых поверхностей определяется способом центрирования (совмещения осей вала и втулки).
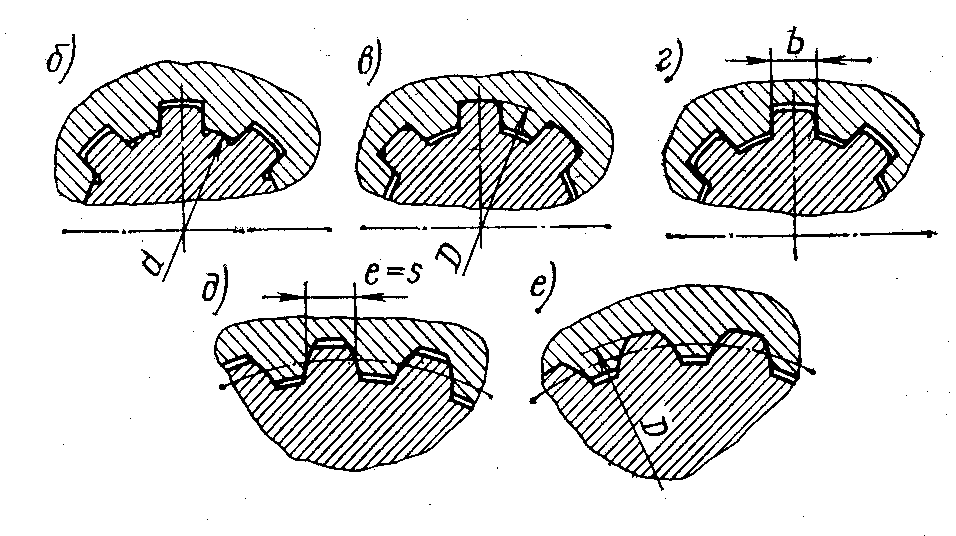
Рис. 5.5. Прямобочные (б,в,г) и эвольвентные (д,е) шлицевые
Соединения и способы центрирования: б - по внутреннему диаметру; в – по наружному диаметру; г- по боковой поверхности
Центрирование по внутреннему диаметру «d» назначают для подвижных шлицевых соединений при высокой твердости вала и втулки.
Центрирование по наружному диаметру «D» рекомендуется для неподвижных соединений когда втулка термически не обрабатывается, этот способ обеспечивает наименьшую себестоимость деталей.
Центрирование по боковой поверхности «в» обеспечивает равномерное распределение нагрузки между зубьями, но для прямобочным соединений не обеспечивает точной соосности деталей, применяется для передачи знакопеременных нагрузок и реверсивном вращении.
Посадки шлицевых соединений с прямобочным профилем рекомендованы стандартом и принимаются в зависимости от способа центрирования, условий работы соединения, конструктивных размеров. Поля допусков отобраны из полей допусков гладких соединений, Допуски формы и расположения поверхностей не назначаются.
В эвольвентных шлицевых соединениях втулку относительно вала центрируют по боковым поверхностям зубьев (рис. 9.12 д) либо по наружному диаметру (рис. 9.12 е). Центрирование по боковым поверхностям обеспечивает за счет самоустановки хорошую соосность и равномерное распределение нагрузки между зубьями, поэтому применяется очень часто.
В отличие от прямобочных на боковую поверхность эвольвентного соединения назначают суммарный допуск, включающий поле допуска собственно размера по ширине впадины втулки «е» (толщине зуба вала «s») и поле допуска для отклонения формы и расположения профиля (рис 5.6).
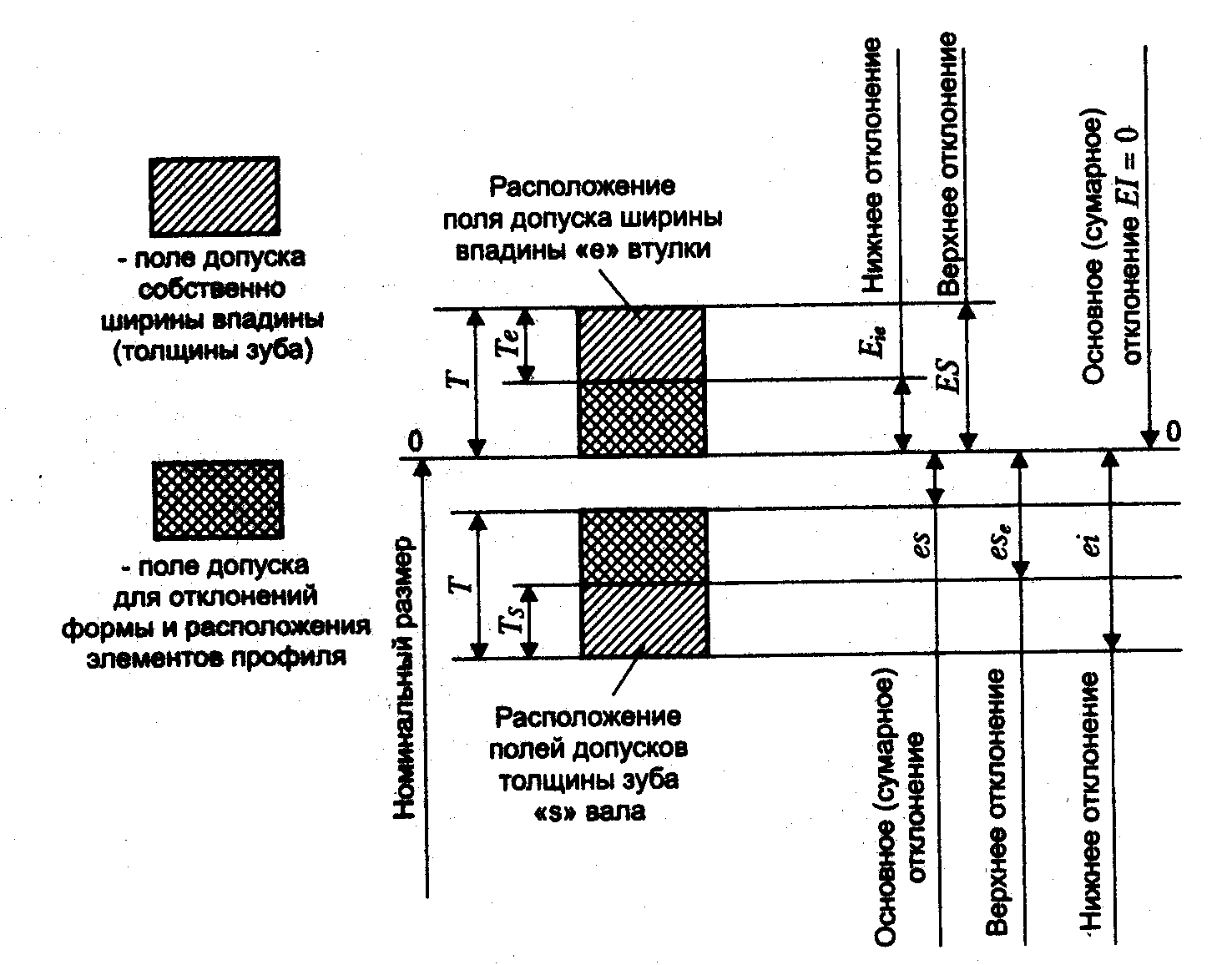
Рис. 5.6. Поля допусков эвольвентных шлицев
Для суммарного допуска установлено семь степеней точности (5,6,7…..11). Основными геометрическими параметрами шлицевых соединений с эвольвентным профилем являются: номинальный наружный диаметр D, модуль m и число зубьев Z.
Условное обозначение прямобочного шлицевого соединения на чертежах:
d – 8 - 36 H7/e8 – 40 H12/a11 –7D9/f8,
где d – способ центрирования по внутреннему диаметру;
8 – число зубьев Z;
36 – номинальный внутренний диаметр с посадкой H7/e8;
40 – номинальный наружный диаметр с посадкой H12/a11;
7 – номинальная боковая поверхность с посадкой D9/f8.
При центрировании по наружному диаметру в обозначении проставляется буква «D», при центрировании по боковой поверхности – буква «b». На чертежах шлицевого вала и втулки проставляются лишь поля допусков поверхностей в аналогичной последовательности.
Условное обозначение эвольвентного шлицевого соединения на чертежах при центрировании по боковой поверхности:
45 – 2,5 – 9H/8g,
где 45 – номинальный наружный диаметр;
2.5 – модуль m в мм.;
9H – условное обозначение поля допуска ширины впадины втулки;
8g – условное обозначение поля допуска толщины зуба вала.
При центрировании по наружному диаметру в обозначение добавляется посадка по наружному диаметру.