

6. Листовая штамповка
Листовая штамповка представляет собой процесс получения полых изделий из заготовок листового или полосового материала при помощи штамповки.
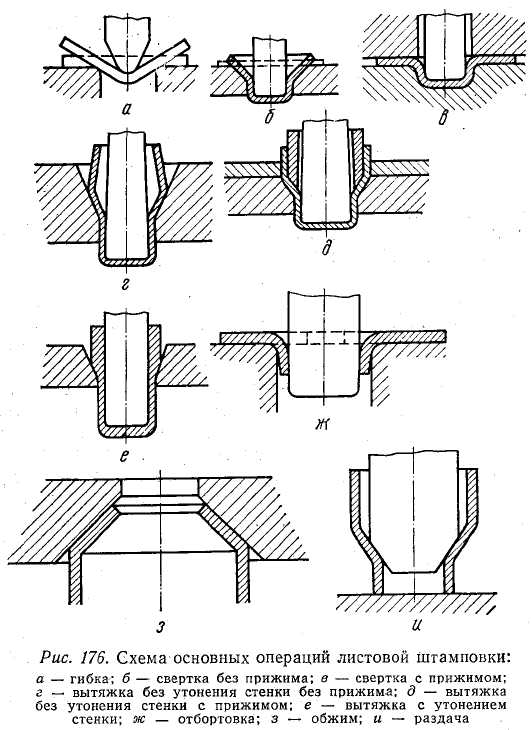
Основные операции листовой штамповки — гибка, свертка, вытяжка без утонения стенки, вытяжка с утонением стенки, от-бортовка, обжим, раздача (рис. 176).
Листовой штамповкой изготовляют преимущественно тонкостенные изделия из листов толщиной 0,05—4 мм пластичных металлов и сплавов (медь, алюминий, латунь, малоуглеродистая и нержавеющая сталь и т. п.) без нагрева.
При анализе процесса волочения отмечено, что деформация с нагревом металла малых сечений не только не улучшает условий деформации, но даже ухудшает их; снижение сопротивления и усилия практически ничтожно из-за быстрого охлаждения металла при соприкосновении с инструментом; образующаяся при нагреве окалина увеличивает коэффициент трения металла об инструмент и ухудшает условия смазки, что приводит к повышению усилия, необходимого для деформации. Качество изделий малых сечений при горячей обработке давлением хуже, чем при холодной обработке: структура металла неоднородна из-за неравномерного охлаждения частей изделия в процессе деформации, поверхность изделия хуже из-за вмятой окалины, допуски на размеры выше. Особенно неблагоприятно влияние нагрева при деформации в условиях разноименной схемы напряженного состояния, когда усилие в очаг деформации передается через неде-формируемые участки тела, что характерно для большинства операций листовой штамповки.
Листовую штамповку с нагревом металла применяют только при штамповке из листов большой толщины (например, днища котлов) и при штамповке изделий из сплавов, имеющих малую пластичность в холодном состоянии (например, магниевые сплавы).
Свертка заключается в получении из заготовки, вырубленной из листа или полосы, полого изделия или полой заготовки для. последующей вытяжки.
Свертку осуществляют без заданного изменения толщины исходной листовой заготовки, поэтому зазор между пуансоном и матрицей принимают несколько больше толщины заготовки.
При вытяжке без утонения стенки стаканчик, полученный в операции свертки, проталкивается пуансоном через коническую матрицу, диаметр калибрующего пояска которой меньше наружного диаметра стаканчика (см. рис. 176, г). Зазор между пуансоном и матрицей несколько больше толщины стенки стаканчика. Поэтому деформация при вытяжке без утонения стенки заключается в уменьшении диаметра и увеличении длины стаканчика. Этот процесс аналогичен процессу безоправочного волочения труб.
Зона пластической деформации может быть разделена на три участка.
В первом происходит уменьшение диаметра стаканчика до соприкосновения заготовки со стенками матрицы и пуансоном; на этом участке напряженное состояние плоское — в направлении вытяжки напряжение растяжения, в тангенциальном направлении напряжение сжатия.
Во втором участке (коническая часть матрицы) происходит основная деформация — обжим по диаметру. Напряженное состояние можно также принять плоским, так как усилие на стенки матрицы мало по сравнению с продольным напряжением растяжения и тангенциальным напряжением сжатия.
Деформированное состояние обоих участков характеризуется деформацией растяжения в осевом направлении, деформацией сжатия в тангенциальном и деформацией растяжения в радиальном (толщина стенки несколько увеличивается).
В третьем участке (кромка матрицы) происходит изгиб металла в месте перехода конической части матрицы в калибрующий поясок.
При больших коэффициентах вытяжки, малой толщине стенки и большом диаметре матрицы во избежание образования складок применяют вытяжку с прижимом (см. рис. 176, д).
Вытяжку с утонением стенки применяют для получения полых тонкостенных изделий. Исходным материалом является полая заготовка, полученная сверткой. Полая заготовка проталкивается пуансоном через коническую матрицу, диаметр калибрующего пояска которой меньше наружного диаметра полой заготовки; диаметр пуансона незначительно меньше внутреннего диаметра заготовки, (см. рис. 176, е).
Деформация при вытяжке с утонением стенки заключается в уменьшении толщины стенки и увеличении длины. Деформация в тангенциальном направлении мала, ею можно пренебречь и рассматривать деформацию в этом процессе плоской. Напряженное состояние — объемное с напряжением растяжения в осевом направлении и двумя напряжениями сжатия (в радиальном и тангенциальном направлениях). Причем тангенциальное напряжение сжатия равно полусумме осевого и радиального напряжений (условие плоской деформации).
Процесс вытяжки с утонением стенки аналогичен процессу волочения трубы на длинной подвижной оправке. Здесь также силы трения пуансона о стаканчик направлены в сторону вытяжки, уменьшают осевое напряжение в стенке стаканчика и способствуют увеличению коэффициента вытяжки.