

7.1. Разработка маршрутной технологии
При планировании операций технологического процесса необходимо решить ряд сложных вопросов, обеспечивающих получение требуемого качества детали. Необходимо обосновать рациональный выбор маршрутной технологии: расчленение технологического процесса на операции, переходы, определение основных и вспомогательных базовых поверхностей.
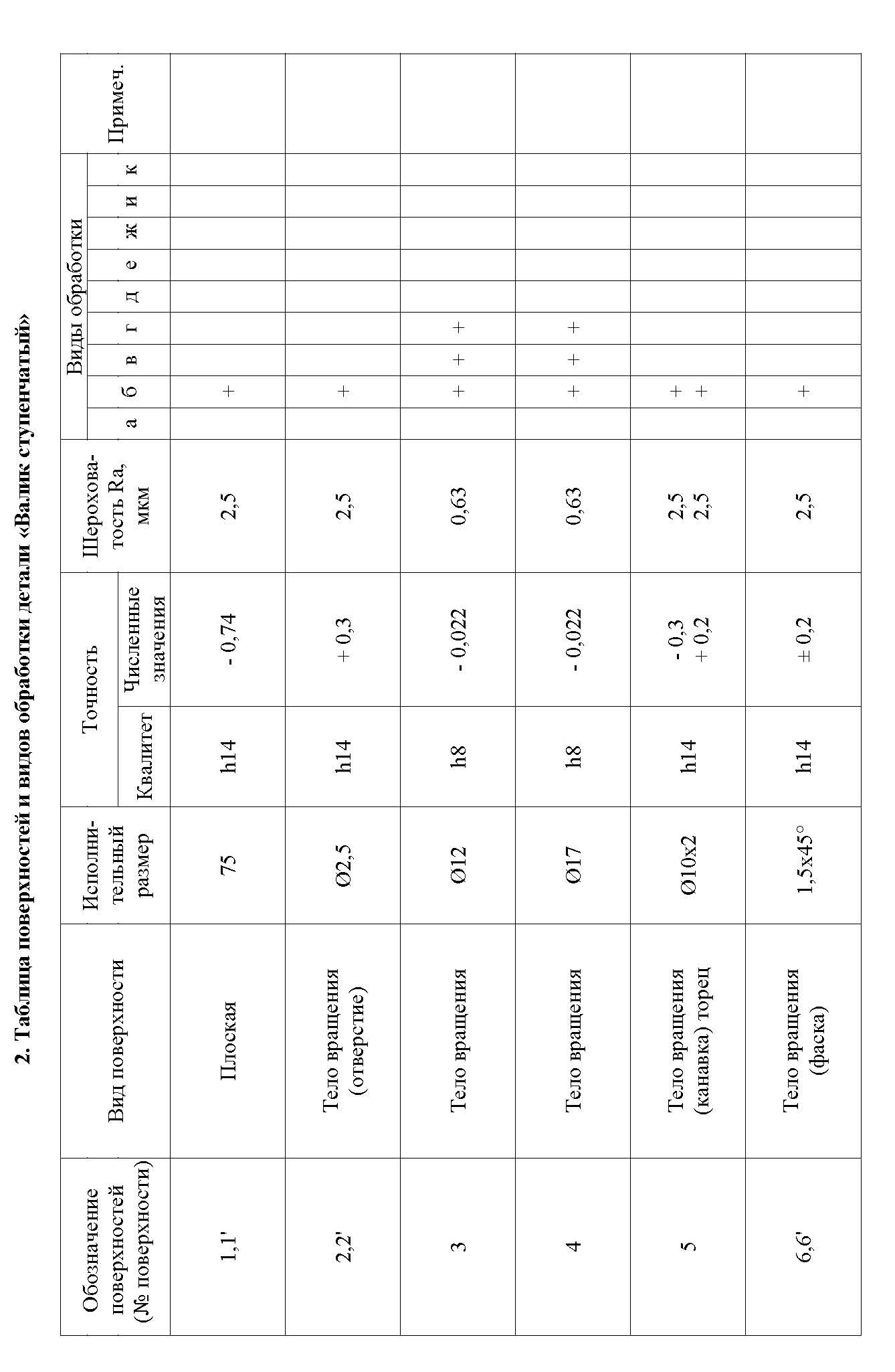
Перед разработкой маршрутной технологии составляют технологический чертеж детали с обозначением всех поверхностей и методов достижения требуемых параметров качества. Составляют таблицу поверхностей с указанием основных операций (виды обработки) для каждой поверхности с целью достижения качественных показателей, указанных на рабочем чертеже. Необходимо провести технологический анализ рабочего чертежа с выявлением особых требований к качественным показателям изготовления поверхностей и других особенностей детали, наметить возможные технологические операции (приемы) для достижения этих требований.
Технологический чертеж представляет собой чертеж детали без указания исполнительных размеров. Все поверхности подлежащие обработке обозначаются арабскими цифрами в кружочке на выносных линиях.
Технологический чертеж детали ступенчатого валика представлен на рисунке 2.
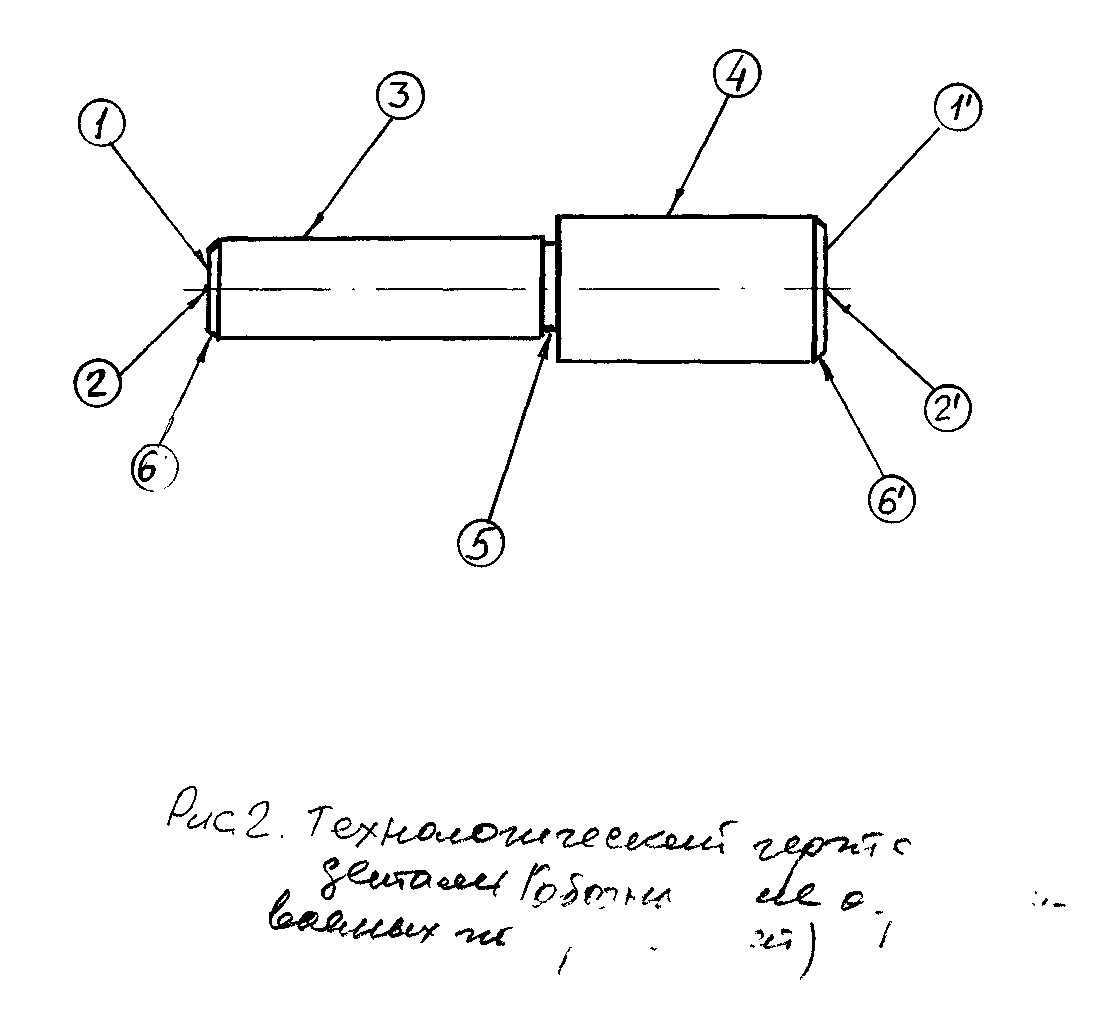
Рис. 2. Технологический чертёж детали (обозначение обрабатываемых поверхностей)
Здесь указаны номера всех обрабатываемых поверхностей. Затем составляется таблица поверхностей. Деталь представляет собой поверхности теловращения (цилиндрические поверхности) с рабочими поверхностями Ø12h8 и Ø17h8 – средней степени точности.
Выбор заготовки. Предположим, что данная деталь изготавливается по типу мелкосерийного производства. В качестве заготовки для данного типа производства и из-за незначительной разницы в диаметрах ступеней наиболее целесообразно использовать пруток диаметром 18 мм по ГОСТ 7417 – 75 нормальной точности (IT 14).
Пример условного обозначения прутка для изготовления «Валика ступенчатого»:
Круг
.
Выполняем технологический анализ чертежа детали, составляем таблицу поверхностей и намечаем виды (методы) обработки. При составлении таблиц поверхностей предлагается использовать условные обозначения различных видов обработки:
а – черновая (обдирочная) обработка;
б – получистовая обработка;
в – чистовая обработка;
г – предварительное шлифование;
д – чистовое (окончательное) шлифование;
е – суперфинишные операции;
ж – термическая обработка;
и – доводочные операции;
к – специальные виды обработки.
В таблице указываются все требования к качеству каждой поверхности (размеры, точность, шероховатость, особые требования) и необходимые виды обработки. Сводная таблица поверхностей выполняется в произвольной форме с перечислением всех поверхностей по технологическому чертежу и указанием видов обработки для достижения требуемой точности и качества обработки.
В качестве примера рассмотрим разработку технолического процесса на простейший ступенчатый валик (см. рисунок 1). Разработанная таблица поверхностей для детали представлена в таблице 2.
7.1.1. Порядок разработки маршрутной технологии. Маршрутная технология – это технологический процесс, где указывают только основные операции технологического процесса и последовательность их выполнения. Здесь же указывают вид обработки, инструмент, оборудование, специальная оснастка, приводятся данные по времени обработки (нормирование).
При единичном, ремонтном производствах разрабатывают только маршрут технологического процесса. В соответствии с ГОСТ 3.1105 – 74 имеется специальная форма исполнения маршрутного технологического процесса. В курсовой работе рекомендуется маршрутную технологию оформлять в виде таблицы.
В таблице (произвольная форма) в первой графе необходимо указать номер операции (принято, что первой операции присваивают номер 005, второй – 010 и т.д., промежуточные номера используют для нумерации технологических переходов в операционных технологических процессах, последние разрабатывают после маршрута); далее, в следующей графе приводят содержание операции с указанием номеров поверхностей, которые подлежат обработке; в следующей графе таблицы указывают поверхности и схему базирования детали; далее применяемое оборудование и инструмент; затем идет графа норм времени и графа примечание. Промежуточные номера используют для нумерации технологических переходов в операционных технологических процессах, разрабатываемые после маршрута обработки.
Расчёт норм времени при разработке операций выполняют расчетным путем и на основании общемашиностроительных норм времени на определенный вид обработки [5]. Рекомендуется использовать данные базового или типового технологических процессов. При разработке маршрутной технологии необходимо опираться на типовые технологические процессы, представленные в справочной литературе. Технологические операции делятся на «черновые», «чистовые» и «отделочные». Следует учесть, что после общей термообработки детали, точность поверхностей детали снижается примерно на один квалитет.
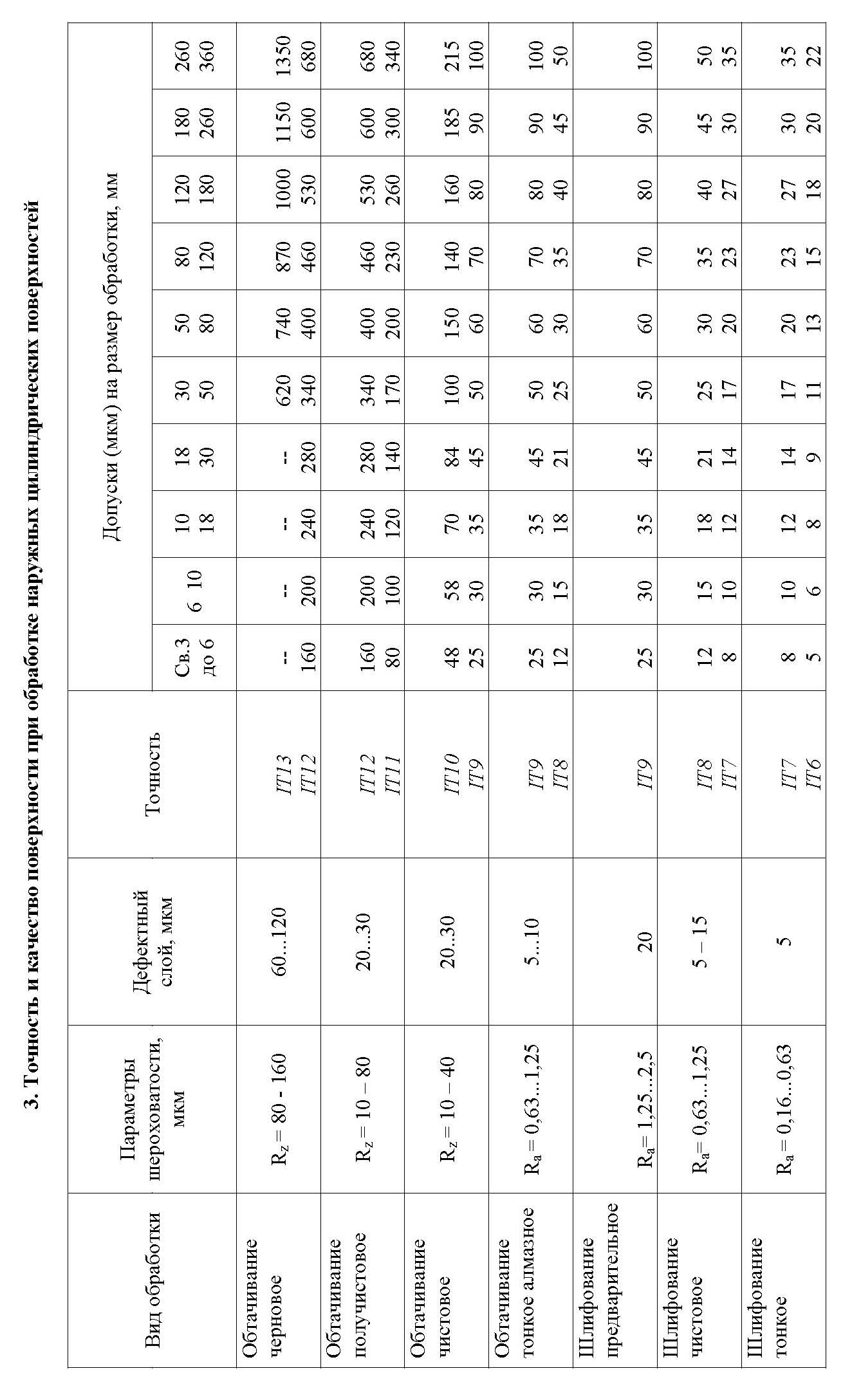
При разработке маршрутной технологии и операционного технологического процесса, необходимо использовать справочные (литературные) данные по достигаемым пределам точности и шероховатости для каждого вида обработки, последним в процессе обработки технологический процесс уточняется.
При выборе и обосновании схем базирования рекомендуется применять условные обозначения опор и зажимов по ГОСТ 3.1107 – 73, при этом необходимо указывать число лишаемых ими степеней свободы заготовки и места их приложения.
Часть сведений из стандарта представлены в таблицах 17, 18. Некоторые сведения по точности и качеству обработки цилиндрических поверхностей приведены в таблице 3 [3,4].
7.1.2. Выбор оборудования, приспособлений, инструмента. Для каждой операции необходимо выбрать оборудование (станок), приспособление для установки, закрепления заготовки (ограничитель технологической базы), режущий и мерительный инструмент, рассчитать (выбрать по справочникам) параметры режимов обработки.
При выборе оборудования (типа станка) необходимо учитывать следующее:
- потребную точность и качество обработки детали;
- форму обрабатываемых поверхностей;
- габариты детали, возможность использования приспособлений;
- мощность двигателя главного движения и движения подачи;
- производственную программу;
- квалификацию персонала.
В единичном, мелкосерийном, ремонтном производствах обычно используют универсальные станки, станки с ЧПУ, стандартные, универсально-сборочные приспособления. Станки с ЧПУ, по сравнению с универсальными, имеют более высокую производительность и достигаемую точность, легко перенастраиваются на разные виды деталей (подбор управляющих программ). В крупносерийных и массовых производствах рекомендуется использовать специализированные станки, агрегатные станки и станки-автоматы. Окончательный выбор оборудования приводят после расчетов режимов резания. Модели, типы станков выбирают по литературным и справочным данным [2, 3, 4, 8, 9, 10].
7.1.3. Выбор режущего и мерительного инструмента. Рациональный выбор режущего инструмента, в большинстве случаев, определяет точность и качество обработки детали. При выборе инструмента необходимо использовать нормативно-техническую документацию и справочную литературу. При необходимости разрабатывают специализированный инструмент. Выбор вида режущего инструмента необходимо проводить с учетом следующего:
- требуемая точность и качество обрабатываемой поверхности, сложность формы;
- размерная стойкость инструмента (количество допускаемых переточек);
- вид обрабатываемого материала (для хрупких материалов обычно используют твердые сплавы типа ВК), для обработки углеродистых, легированных сталей обычно применяют инструментальные сплавы типа Т15К6, Т5К10 и др.
Для обработки сложнофасонных поверхностей рекомендуется использовать инструмент из быстрорежущих сталей типа Р18, Р6М5, Р12, Р8М3, Р12Ф3.
Для финишной обработки поверхностей закаленных сталей (тонкое точение) используют алмазный инструмент, при этом необходимо использовать станки повышенной точности и высокие скорости обработки.
Для тонкого точения и растачивания при обработке закаленных сталей и других труднообрабатываемых материалов эффективно использовать режущие инструменты на основе сверхтвердых синтетических материалов, из поликристаллов алмаза и эльбора Р (баллас, карбонадо).
При шлифовальных операциях используют абразивные материалы на основе электрокорунда белого для обработки высокопрочных, легированных сталей; на основе эльбора Р (кубический нитрит бора) используют специальные шлифовальные круги для обработки труднообрабатываемых материалов.
Для шлифования чугуна рекомендуется использовать абразивный инструмент из карбида кремния черного, зеленого (карборунда); для шлифования твердых сплавов труднообрабатываемых материалов, цветных металлов используют шлифовальные круги на основе синтетических и природных алмазов.
Виды (типы) применяемых абразивных инструментов указывают в условном обозначении абразивного инструмента.
7.1.4. Выбор мерительного инструмента. Мерительный инструмент должен обеспечить измерение с требуемой точностью обрабатываемые поверхности, определять погрешности формы. Рекомендуется в единичном, мелкосерийном и ремонтном производствах использовать, по возможности, универсальные мерительные инструменты, такие как штангенциркули, кронциркули, микрометры, нутромеры и др. В серийных и крупносерийных типах производства рекомендуется использовать специальные предельные калибры, инструменты с индикаторными головками повышенной точности и производительности, а также различные автоматические измерительные инструменты и приборы.
7.1.5. Выбор приспособлений. Для обеспечения требуемого качества механической обработки необходимо использовать универсальные и специальные приспособления. При выборе и разработке новых конструкций, приспособлений для механической обработки необходимо учитывать следующие факторы:
- требуемая точность и качество обработки;
- тип используемого металлорежущего оборудования и инструмента;
- вспомогательное время технологического процесса, затрачиваемое на установку и закрепление детали.
В единичном и мелкосерийном производствах рекомендуется использовать универсальные приспособления (патроны, машинные тиски, поворотные столы, делительные головки и т.п.), здесь же используют универсальные быстропереналаживаемые приспособления из стандартных элементов. В массовом производстве рекомендуется использовать специализированные приспособления для механической обработки.
После предварительного выбора оборудования режущего и мерительного инструмента составляют порядок выполнения технологических операций. При составлении маршрутной технологии необходимо использовать типовые технологические процессы, опыт предприятий и справочную литературу.
Для деталей повышенной точности и тонкостенных после термической обработки для устранения возможных короблений рекомендуется предусмотреть дополнительные виды механической обработки.
При составлении операционного технологического процесса обработки виды и элементы технологического оснащения уточняют. Перечень и содержание операций, оборудование и оснастку заносят в маршрутную карту согласно ГОСТ 3.1105 – 74.
7.1.6. Определение последовательности обработки поверхностей. Последовательность обработки основывается на точностных требованиях к обрабатываемой поверхности, требованиях качества к поверхностям, к выбору технологических и измерительных баз на основе анализа рабочего чертежа детали.
Предварительно обрабатывают поверхности, принятые за технологические базы, затем остальные. Следует придерживаться правил базирования: совмещение и единство баз. Поверхности, имеющие наивысшую точность (кроме базовых) обрабатывают последними. На практике обычно существует несколько вариантов базирования, для выбора наиболее подходящего проводят сравнительный анализ различных вариантов базирования по достигаемой требуемой точности обработки. Если несколько вариантов одинаковы, то выбирают более экономичный технологический процесс.
В рассматриваемом примере в качестве технологической базы рекомендуется использовать теоретическую ось детали (конструкторская, измерительная база), поэтому на первой операции необходимо специально сформировать искусственные технологические базы (конические, центровые отверстия).
В таблице 4 приводится пример разработки маршрутного технологического процесса обработки «Валика ступенчатого» (см. рисунок 1, технологический чертеж на рисунке 2). В качестве заготовки рекомендуется использовать пруток горячекатаный (пример условного обозначения показан в п. 7.1).