11. Значения глубины дефектного слоя горячекатаных прутков
Конструкционная сталь ГОСТ 1050-80 |
Легированная конструкционная сталь ГОСТ 4543-71 |
Высокоуглеродистая сталь (инструментальная) ГОСТ 1435-74 |
|||||
диаметр |
Δ, мм |
диаметр |
Δ, мм |
Диаметр |
Δ, мм |
||
до15 15...30 30...50 50...70 70...80 80...100 |
0,4 0,5 0,7 0,8 1,0 1,3 |
8...10 10...15 15...30 30...50 50...70 св. 70 |
0,35 0,4 0,5 0,65 1,0 1,5 % от диаметра |
6...10 10...16 16...25 25...40 40...60 св. 60 |
0,3 0,3 0,5 0,6 0,75 1,5 % от диаметра |
||
12. Погрешность установки заготовок εу , мкм [16]
Характеристика базовой поверхности |
Поперечные размеры заготовки, мм |
|||||
6-10 |
10-18 |
18-30 |
30-50 |
50-80 |
80-160 |
|
Установка в зажимной гильзе (цанге) |
||||||
Чистовая обработка |
20 |
25 |
30 |
35 |
40 |
50 |
Литье в кокиль |
Установка в 3-кулачковом патроне |
|||||
220 |
270 |
320 |
370 |
420 |
500 |
|
Литье по выплавляемым моделям |
50 |
60 |
70 |
80 |
100 |
120 |
Литье под давлением |
25 |
30 |
35 |
40 |
50 |
60 |
Предварительная обработка |
50 |
60 |
70 |
80 |
200 |
120 |
Чистовая обработка |
25 |
30 |
35 |
40 |
50 |
60 |
13
14. Примерные маршруты обработки внутренних цилиндрических поверхностей
15. Примерные маршруты обработки наружных цилиндрических поверхностей
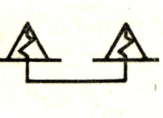
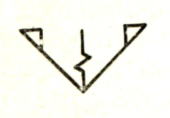
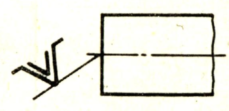
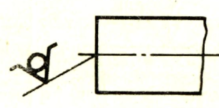
17. Условные обозначения опор и зажимов по гост 3.1107 – 81 и число лишаемых ими степеней свободы заготовки
Наименование |
Условное обозначение |
Число лишаемых степеней свободы |
|
Вид сбоку |
Вид сверху |
||
Опора неподвижная одиночная |
|
|
1 |
съемная |
|
|
1 |
Штыри, пальцы и пластины |
|
|
1 |
Опора регулируемая самоустанавливающаяся подводимая одиночная |
|
|
— |
Опоры сблокированные |
|
|
1 |
призматического типа неподвижные |
|
|
2 |
призматического типа подвижные |
|
|
1 |
Люнет неподвижный |
|
|
— |
подвижный |
|
|
— |
Центр гладкий |
|
— |
2 или 3 |
рифленый |
|
— |
3 |
вращающийся |
|
— |
2 или 3 |
плавающий |
|
— |
2 |
обратный |
|
— |
2 или 3 |
коническая
|
|
|
5 |
Зажим одиночный (механический) |
|
|
— |
сблокированный двойной (механический) |
|
|
–– |
Зажимы магнитный и. электромагнитный |
|
|
–– |