

Штампующие машины
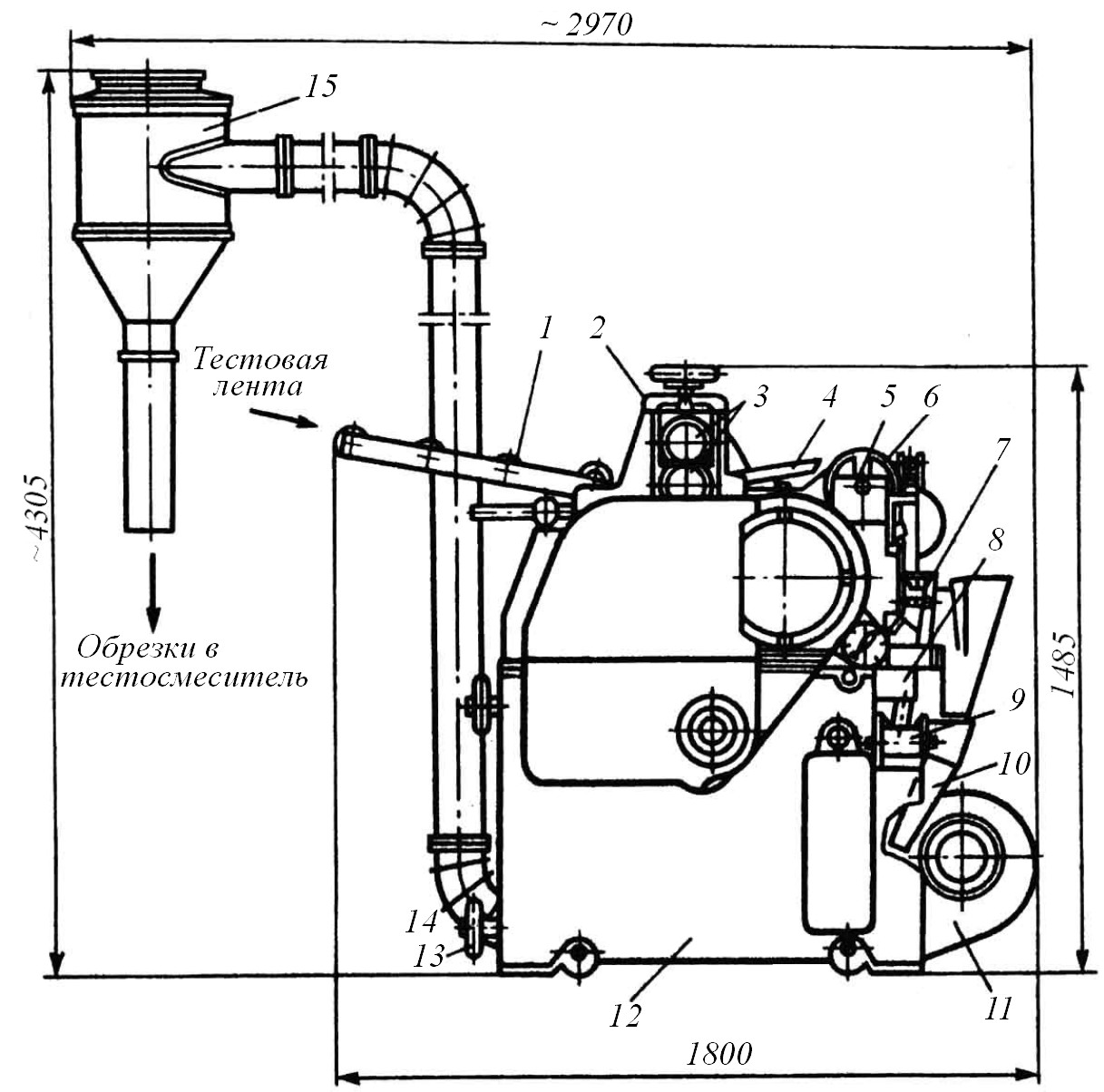
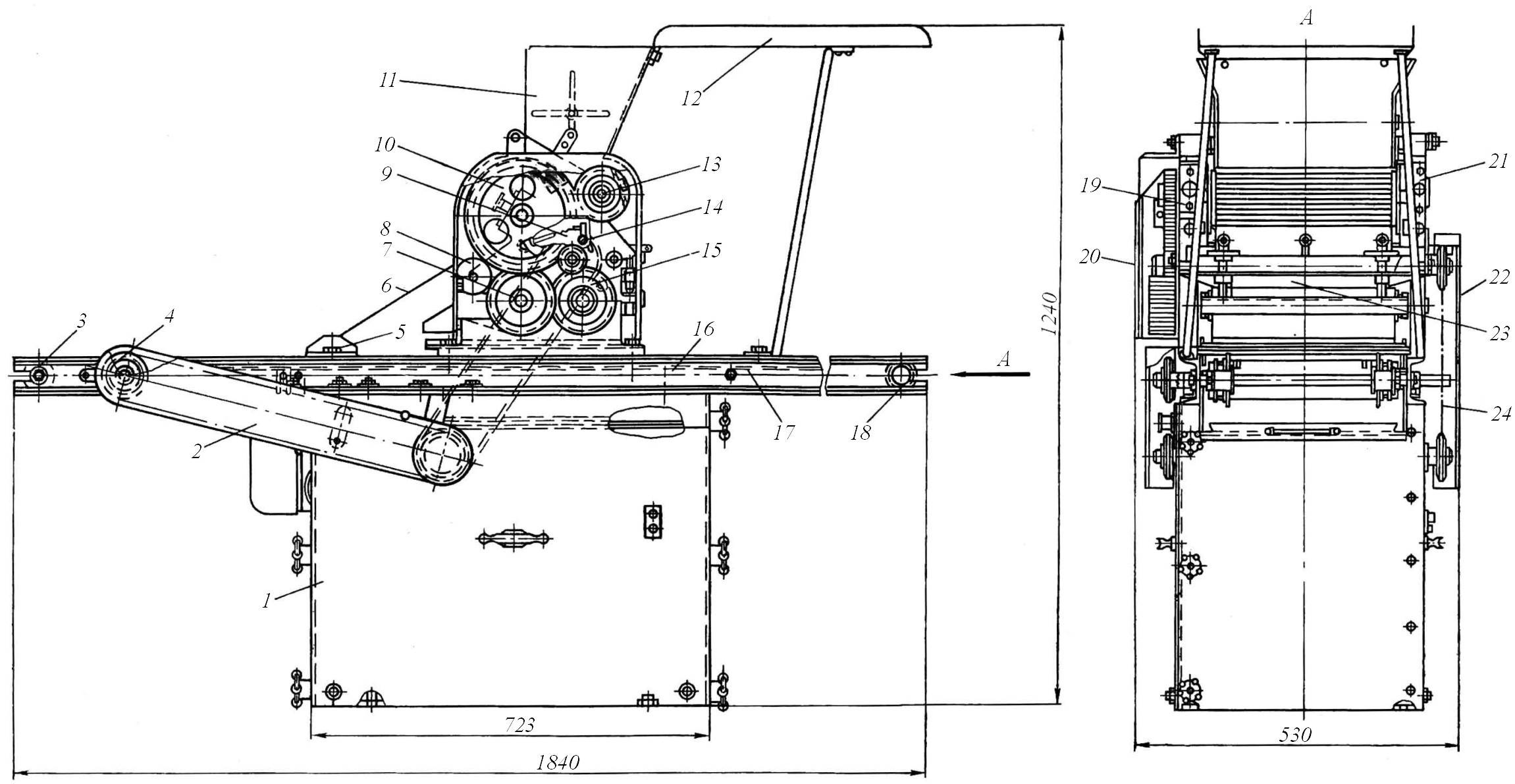
Штампующая машина для макаронных изделий конструкции фирмы «Брайбанти». Машина (рис. 14.12) включает рольганг 1, калибрующее устройство 2, подающий барабан 5, штампующий механизм 7, механизм резки 8, конвейер обрезков 9 с направляющим лотком 10, пневмотранспортер 14 с измельчителем 11, установленные на станине 12.
Калибрующее устройство 2 предназначено для раскатки тестовой ленты до необходимой толщины. Оно состоит из двух валиков 3 и механизма регулировки зазора между ними в пределах 0,5…2,0 мм. Устройство имеет передний и задний столы 4, скребки для очистки валиков от налипшего теста.
Подающий барабан 5 установлен за калибрующими роликами по ходу калиброванной тестовой ленты и служит для подачи ее в штампующий механизм. Для исключения непроизвольного провертывания барабана установлен тормоз 6.
Штампующий механизм 7 предназначен для перемещения пуансонодержателя с вырубными пуансоном штампами. Они служат для вырубки заготовки из тестовой ленты и формования изделий и состоят из матрицы, закрепленной на плите, верхних и нижних вертикальных пуансонов, вырубных пуансонов и направляющей тестовой ленты.
Механизм резки 8 предназначен для резки отходов тестовой ленты. Для передачи нарезанных отходов тестовой ленты к измельчителю 11 служит конвейер обрезков 9. Для транспортирования измельченных нарезанных отходов тестовой ленты установлен пневмотранспортер 14.
Благодаря тому, что станина 12 оборудования катками, штамп-машина для работы подкатывается и устанавливается в линию с макаронным прессом, при этом рукояткой 13 катки поднимаются и штамп-машина своей опорной поверхностью устанавливается на полу цеха.
При работе машины тестовая лента шириной 585…600 мм поступает из матрицы макаронного пресса на рольганг 1 и далее в зазор между калибрующими валками 3, где раскатывается до толщины 0,9…1,1 мм. Раскатанная лента поступает на подающий барабан 5 и направляется в штампующий механизм 7. В штампующем механизме имеется неподвижная плоская матрица, через отверстия которой проходят пуансоны, их форма соответствует пространственной фигуре изделия. Шаг подачи тестовой заготовки под штамп обеспечивается подающим барабаном 5.
Штампование пуансонами через отверстия матрицы сводится к прорезанию пласта теста режущей кромкой. В отличие от обычной резки оно сопровождается вытягиванием и обжатием плоской пластинки теста в выпуклую пространственную форму. Отштампованные изделия поступают в лоток 10.
Штампующая
машина для макаронных изделий
Техническая характеристика штумпующей машины для макаронных изделий
Производительность, кг/ч до 400
Скорость движения тестовой ленты, м/с до 0,2
Габаритные размеры, мм 297012404305
Ротационная формующая машина ШР-1М предназначена для формования сахарного печенья. Основные части машины: станина 14; рифленый валок 4; формующий ротор 6; прижимной нож 5; два барабана: приводной 8 и прижимной 7; бункер 13; конвейер с поддерживающими 11 и выравнивающими роликами; привод 1, включающий в себя электродвигатель, индукционную муфту, тахогенератор; приборы контроля и управления.
Станина состоит из двух литых боковин, установленных на плите и соединенных дополнительно стяжками. Кроме того, к боковинам крепятся кронштейны, образующие консольный столик 10, которым машина примыкает к сетке печи.
Главные рабочие органы машины рифленый валок, формующий ротор и конвейер. Машина комплектуется четырьмя сменными формующими роторами: один для печенья квадратной формы, другой для печенья прямоугольной формы и два для печенья круглой формы.
Ротационная
формующая машина ШР-1М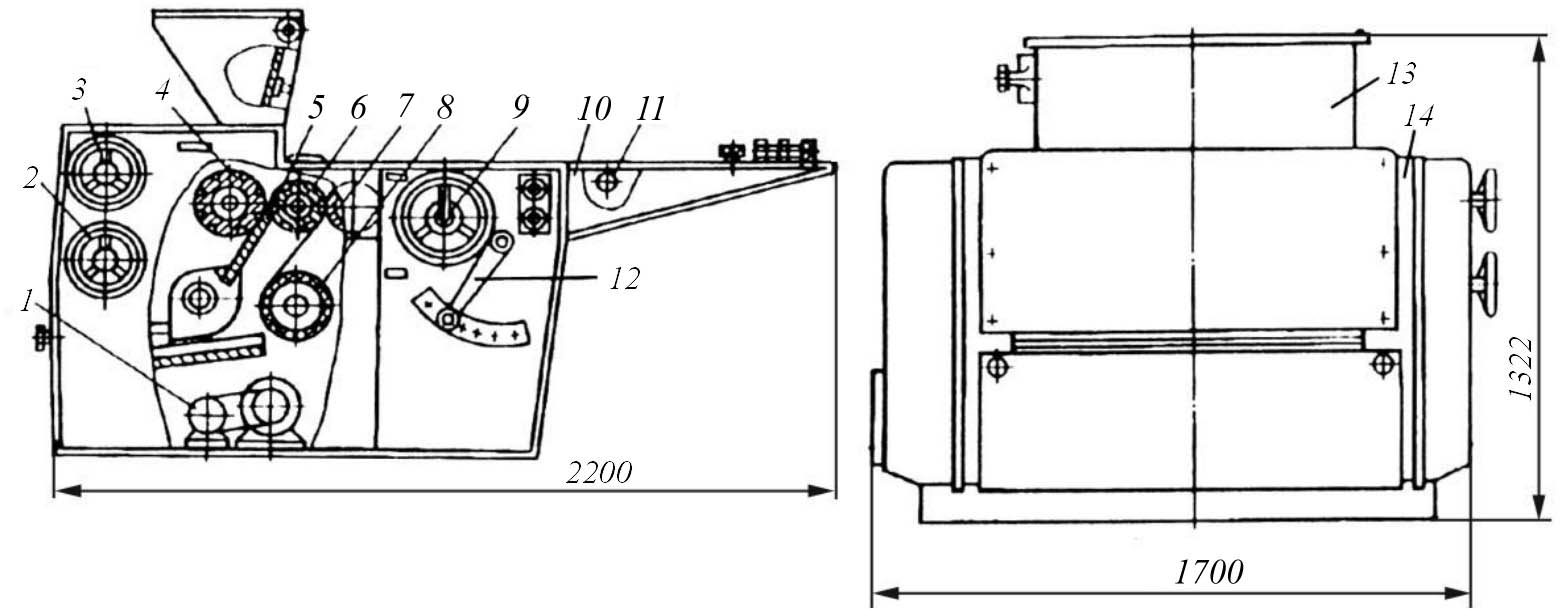
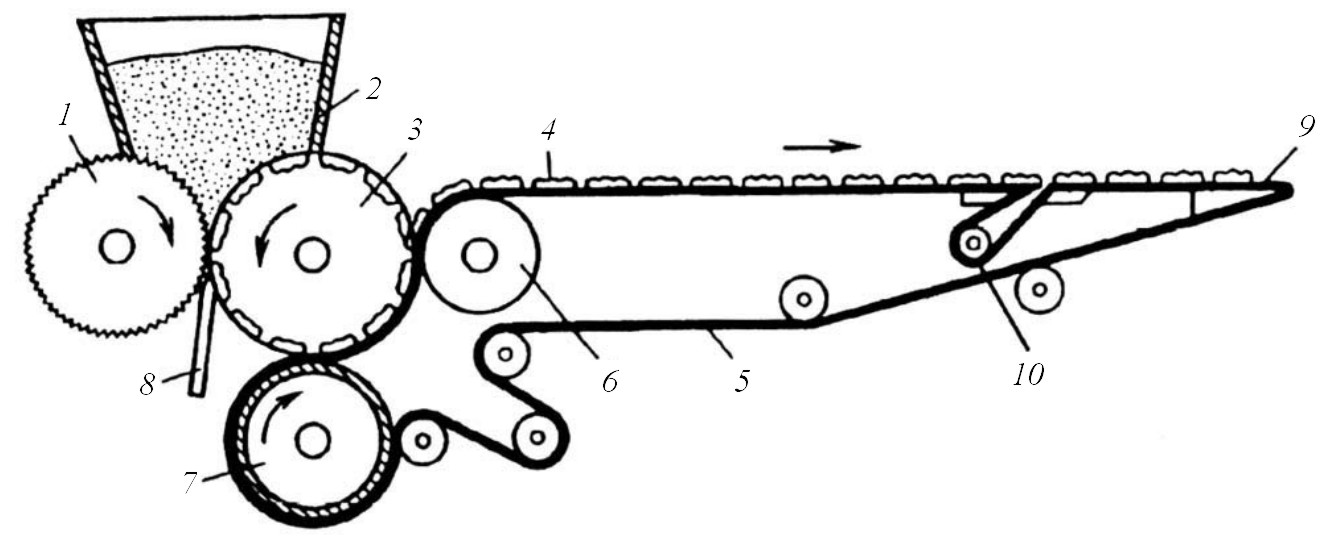
Между рифленым валком и ротором размещается нож 5, который закрывает щель между ними, образуя камеру нагнетания теста в ячейки ротора, и счищает лишнее тесто с поверхности формующего ротора 6. Положение прижимного барабана 7 регулируется при помощи рукоятки 9, а натяжение полотна конвейерной ленты – рычагом 12. При регулировании положения валка и размера щели возникает необходимость изменять положение ножа 5. Это осуществляется рукояткой 2 механизма регулирования ножа. Привод обеспечивает синхронизацию и регулирование числа оборотов валка ротора и приводного барабана, а также бесступенчатое регулирование числа оборотов валка, ротора и приводного барабана конвейера. При работе формующей машины тесто равномерно выходит из бункера 2 и попадает на поверхность рифленого валка 1 и формующего ротора 3. Они захватывают тесто и запрессовывают его в ячейки формующего ротора, выполненные по форме заготовки печенья. Неподвижный нож 8 создает подпор тесту в зазоре и очищает поверхность ротора так, что тесто остается только в ячейках.
Отформованные тестовые заготовки 4 извлекаются из ротора полотном ленты конвейера 5, т. к. усилие адгезии заготовок с полотном больше, чем усилие прилипания к материалу ячеек ротора, кроме того, скорость движения ленты подбирается несколько больше окружной скорости ротора.
Принципиальная
схема ротационной формующей машины
ШР-1М
Ротационная машина РМП-3М предназначена для формования сахарного печенья, используется преимущественно в кондитерских цехах малой мощности. Ротационная машина состоит из: бункера 11, питающего барабана 13 и формующего ротора 10, очищающего ножа 14, ленты 6 с прижимным роликом 7 и станины 1 с приводом. На станине смонтирован цепной конвейер для подачи противней 16. В сборе с загрузочным лотком 12 бункер предназначен для загрузки ротационной машины тестом. Питающий барабан служит для заполнения тестом гнезд формующего барабана. На наружной поверхности последнего расположены гнезда, имеющие вкладыши с рисунком. К формующему ротору по касательной к его окружности для срезания излишков теста прижато лезвие очищающего ножа. Прижим ножа осуществляется натяжным устройством 9.
б)
(Продолжение)
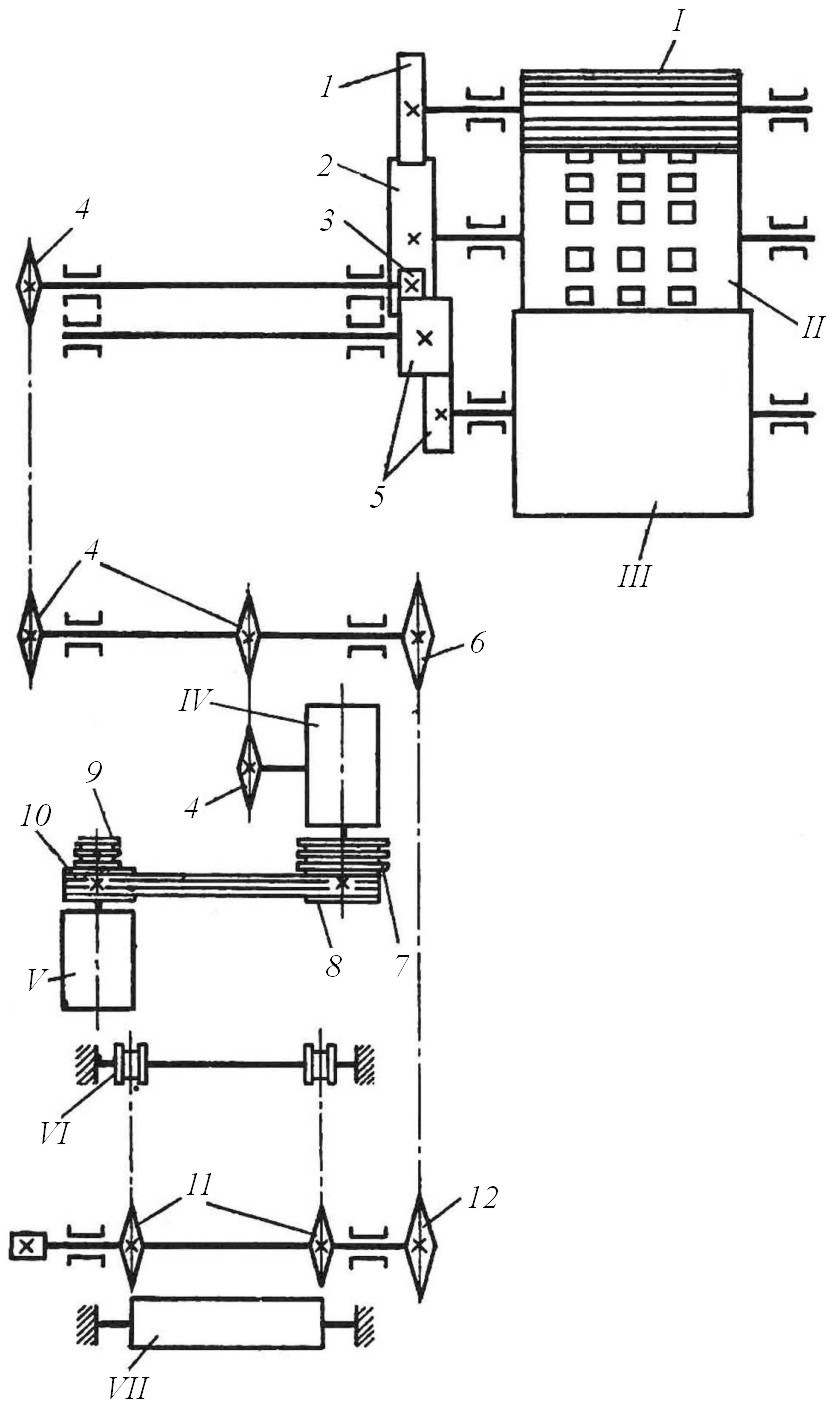
Лента соприкасается с формующим ротором с помощью прижимного ролика 7 в тот момент, когда на прижимное устройство 15 воздействуют винты упорной планки 23. В верхней части станины установлены левая 19 и правая 21 боковины. Формующий ротор может иметь частоту вращения, равную 5 и 10 мин-1.
Для работы машины большое значение имеет согласованное движение ленты 6, подающей отформованное тесто, и цепного конвейера. Он должен перемещать противни 16 так, чтобы отформованное тесто ложилось точно на них. Цепной конвейер состоит из приводного механизма 4, натяжного вала 18 и втулочно-роликовой цепи со специальными звеньями, между которыми устанавливаются противни. Противни продвигаются цепью вдоль станины и далее проходят через ролик 3. Чтобы цепь не провисала, когда на нее укладывают противни, установлены направляющие 17.
Все цепные передачи и цилиндрические шестерни закрыты ограждениями 20, 22, 2. Цепь 24 служит для прокручивания машины на холостом ходу.
а)
Ротационная машина РМП-3М
а – общий вид; б – кинематическая схема
Шнековый макаронный пресс ЛПЛ-2М предназначен для приготовления макаронного теста и формования из него сырых макаронных изделий при помощи нагнетательного шнека. Пресс состоит из дозировочного устройства 3, тестосмесителя 4, узла привода 1, прессующего корпуса 2, прессующей головки 5, обдувочного устройства 6 и системы трубопроводов, механизма резки 8, установленных на станине 7. С прессом комплектуется вакуумная система и набор круглых матриц.
Устройство составных частей пресса показано на рисунке. Дозаторы 9 воды или обогатительной смеси и муки крепятся на корпусе тестосмесителя. Дозаторы приводятся в движение от общего электродвигателя через клиноременную передачу и редуктор 11 специальной конструкции, обеспечивающий прерывистое движение шнекового дозатора муки при непрерывном вращении черпакового барабана дозатора воды. Редуктор имеет два выходных вала 10 и 12. Вал 10 приводит в движение барабан дозатора 9 воды, а вал 12 – шнек дозатора 13 муки. Количество дозируемой муки регулируется изменением угла поворота шнека, а воды изменением уровня ее в бачке.
Тестосмеситель 15 представляет собой корытообразный сосуд, выполненный из нержавеющей стали. Внутри расположен горизонтальный вал 7, на котором в определенной последовательности укреплены скребок 16 для очистки торцевой стенки корыта от налипающего теста, девять пальцев 14 и семь лопаток 8 для обеспечения необходимого уровня теста в корыте, его переработки и перемещения вдоль вала. Количество теста, поступающего из тестосмесителя на прессование, регулируется с помощью заслонки, движение которой осуществляется винтом с маховичком.
Тестосмеситель закрывается решетчатой крышкой, сблокированной кулачковой муфтой 3 с валом 7. Крышку можно открыть только после выключения электродвигателя привода или разъединения муфты 3 рычагом 5, удерживаемым в определенном положении фиксатором 4, т. е. после остановки вала тестосмесителя. Рычаг 5 связан с крышкой тягой 6. Вращение вала 7 осуществляется от электродвигателя через ременную передачу, приводящую шкив 1, укрепленный на входном валу редуктора 2, один из выходных валов которого через муфту 3 соединен с валом 7 тестосмесителя.
Макаронный пресс имеет прессующий корпус 29, внутри которого расположен нагнетательный шнек 30. В средней части шнека сделан разрыв винтовой лопасти, где встроена шайба 28, направляющая тесто в перепускной канал 27; из него через вакуумный клапан с помощью вакуумного насоса отсасывается воздух. В конце корпуса установлена водяная рубашка 26, куда перед пуском подается горячая вода, а во время работы – холодная вода, понижающая температуру прессуемого теста. На внутренней поверхности корпуса проточены продольные канавки, уменьшающие проворачивание теста при вращении шнека. Шнек вращается от нижнего вала редуктора 2.
В верхней боковой части предматричной камеры 20 имеется отверстие, закрываемое пробкой 17. Через это отверстие при необходимости можно вынуть шнек, не снимая всей камеры. Камера снабжена также винтовым отверстием, куда ввинчивают штуцер манометра 18 так, чтобы циферблат был виден прессовщику с площадки для обслуживания пресса.
Снизу к предматричной камере при помощи двух домкратов крепится матрицедержатель 22 с матрицей 21. В связи с тем, что матрица должна выдерживать значительное давление прессуемого теста (5,5...6,0 МПа), ее толщину определяют из условия прочности. Для уменьшения толщины матрицы применяют опорные колосники 19.
Макаронный пресс снабжен регулирующим устройством 24, под которым размещен полый цилиндр 23. Его внутренняя поверхность, охватывающая выпрессовываемую прядь изделий, имеет конусообразную форму, в которой проделано множество отверстий диаметром 2…3 мм. Внутренняя и наружная поверхности цилиндра образуют кольцевой канал; в него нагнетается (или отсасывается) центробежным вентилятором 25 воздух, входящий затем через отверстия цилиндра и обдувающий таким образом прядь изделий.
При работе макаронного пресса тесто поступает в прессующий корпус шнека. Далее в перепускном канале из теста удаляются пузырьки воздуха. Это способствует более равномерному продвижению теста и улучшению поверхности готовых изделий.
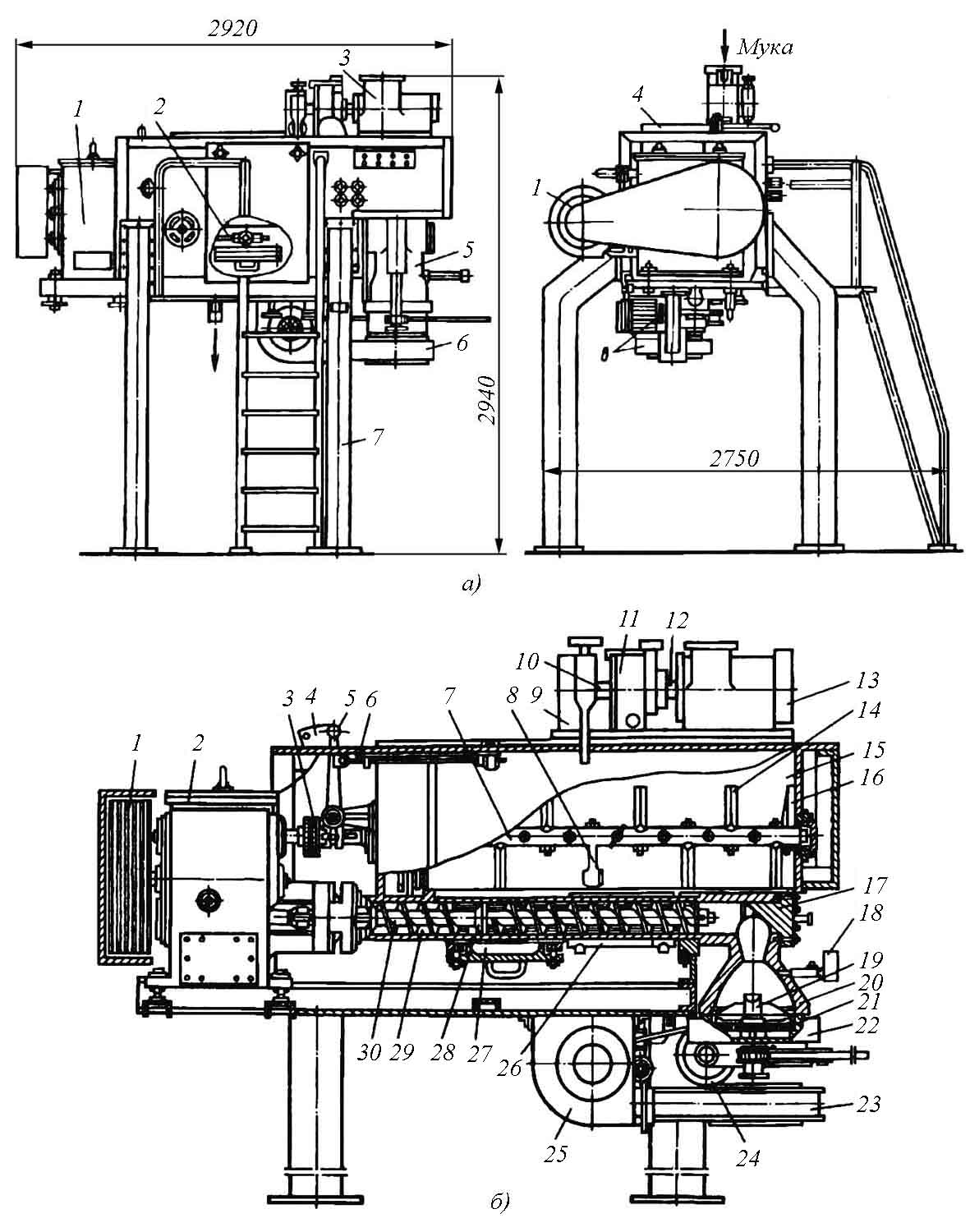
Макаронный пресс ЛПЛ-2М:
а – общий вид; б – разрез
Спрессованное тесто шнеком направляется в предматричную камеру и нагнетается через отверстия матрицы. Проходя через них, тесто формуется в отдельные жгуты, которые в зависимости от конструкции матрицы могут быть сплошными или трубчатыми.
Отформованные сырые макаронные изделия разрезаются на необходимую длину режущим устройством. При этом они обдуваются воздухом из полого цилиндра, благодаря чему на поверхности их образуется подсушенная корочка. В результате этого фиксируется форма изделий, предотвращается их слипание и прилипание к поверхностям транспортирующих устройств.
Изменяя число резов с помощью режущего механизма, можно получить весь ассортимент короткорезанных макаронных изделий, а различные виды макаронных изделий можно изготовить, применяя сменные матрицы.
Разработаны также высокопроизводительные макаронные прессы серии Б6-ЛПШ производительностью 500, 750 и 1000 кг/ч готовых изделий. В этих прессах установлены трехкамерные тестосмесители и мощные двухскоростные прессующие шнеки.
На предприятиях находятся в эксплуатации также шнековые макаронные прессы различных зарубежных фирм.
Технические характеристики шнековых макаронных прессов приведены в табл. 14.5.