

! 1.3. Производство стеклянных бытовых товаров
(этапы производства, способы производства, декорирование)
«Производство стеклянных бытовых товаров»
Этапы производства:
подготовка сырья;
составление шихты;
варка стекломассы;
формование изделий;
отжиг;
обработка изделий;
декорирование;
сортировка, маркировка; упаковка.
1 этап - подготовка сырья включает обогащение, сушку, измельчение сырья.
Обогащение сырья заключается в удалении из кварцевого песка примеси – оксидов железа, которые дают стеклу нежелательные желтовато-зеленоватые оттенки. Удаляют их разными методами, но чаще применяют электромагнитную сепарацию. При этом электромагнитом удерживают примеси железа. Затем кварцевый песок промывают и сушат.
Основное сырьё измельчают и подвергают помолу. Все это нужно для лучшей проварки стекла.
Вспомогательное сырьё (глушители, красители, осветители, обесцвечиватели и др.) вводят в состав стекломассы в небольших размерах.
2 этап – составление шихты. Шихтой называют смесь измельченных сырьевых материалов, составленных по определенной рецептуре. Для ускорения процесса варки в состав шихты добавляют 25-30 % стекольного боя (того же состава). Шихту тщательно перемешивают.
NB 3 этап – варка стекла является основной стадией технологического процесса, от которой зависит качество стекла. Шихта поступает в печи (горшковые или ванные периодического и непрерывного действия). Варится шихта в течение нескольких часов при температуре 1200 *С.
Таблица 3
Горшковые печи. В печь устанавливают горшки в количестве 8-12 с емкостью по 300-400 кг стекломассы. В них варят хрустальное, оптическое и посудное стекло. |
|
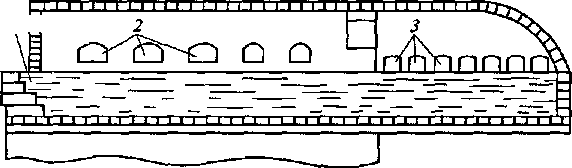
Ванная печь. Представляет собой бассейн, пол, стены и своды которого выложены из огнеупорных материалов. Емкость печи 1000 тонн стекломассы.
|
Схема ванной печи. С задней стороны имеет окно 1, через которое подается шихта, которая постепенно расплавляется и превращается в стекломассу. Стекломасса продвигается к противоположному концу печи; здесь через выработочное окно 3 ее перерабатывают в изделия. С обеих сторон печи расположены горелки, которые попеременно подают через окно 2 пламя в виде факелов. |
4 этап – формование стеклоизделий осуществляется следующими способами: прессованием, выдуванием, прессовыдуванием, литьем.
Таблица 4
Способ про-изводст-ва |
Характеристика |
Внешние отличительные признаки |
|||
Прессование |
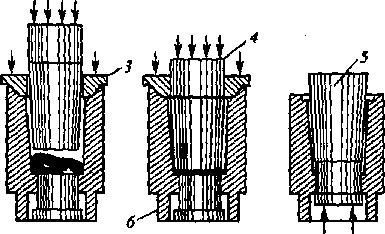
Схема прессования изделий. 1 – капля стекломассы; 2 – форма; 3 – кольцо; 4 – пуансон; 5 – готовое изделие; 6 – выталкиватель.
Отличается простотой, высокой производительностью. Осуществляется в металлических прессформах, где внутренняя поверхность может быть как гладкой, так и с рельефным рисунком. Доза жидкого стекла подается в форму (матрицу), в которую опускают пуансон, тот давит на стекломассу, последняя заполняет пространство между формой и пуансоном. С помощью ограничительного кольца оформляется край изделия.
|
Изделия имеют простую форму цилиндрическую или коническую (верхний диаметр больше, чем нижний), стенки утолщенные, поверхность не совсем гладкая и менее прозрачная, рисунок получается от формы со сглаженными гранями и углами. |
|||
Выдувание: ручное, машинное |
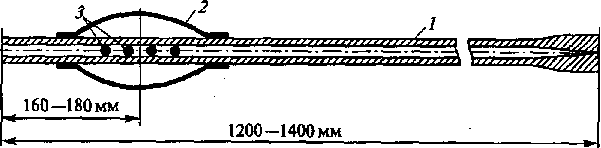
Стекловыдувная трубка: 1 - стекловыдувная трубка; 2 – резиновый баллон; 3 – отверстия.
При ручном способе используется металлическая трубка – самодувка, длиной 120-140 см, в которую воздух подается специальным резиновым баллоном, надевается на верхний конец трубки. В той части трубки, которая охватывается баллоном на длине 4-5 см просверлено несколько отверстий. Верхнее отверстие трубки закрыто резиновым клапаном, который пропускает воздух только внутрь трубки. При сжимании баллона воздух через отверстия поступает в клапан трубки. Разогретый конец трубки опускают в жидкую стекломассу, которая прилипает к нагретому металлу. На трубку навивают определенное количество стекла, выравнивают его на металлическом столе, после чего раздувают в небольшой пузырек – «баночку», из которой окончательно выдувают изделия в металлической разъемной форме.
Изделия, полученные ручным выдуванием без формы называются гутенскими. Мастер придает им форму, работая на верстаке и пользуясь различными инструментами и шаблонами.
Машинное выдувание осуществляется с помощью вакуумных аппаратов. Применяется для тонкостенных чайных стаканов, винных стаканов.
|
Выдувные изделия имеют гладкую блестящую поверхность; отличаются прозрачностью, форма изделий бывает от простой до сложной; стенки бывают различной толщины (от тонкостенных до толстостенных), термоустойчивы (не боятся резкой смены температуры).
Гутенские изделия имеют утолщенные стенки, ассиметричное расположение деталей, наличие прилепов. |
|||
Прессовыдувание |
Это комбинированный способ. Суть его в том, что в черновых формах прессуется заготовка, а затем заготовку раздувают сжатым воздухом до заданных размеров изделия.
|
По сложности формы напоминают выдувные изделия, по внешнему виду – прессованные. Имеются швы от прессформы, рельефное украшение от формы. Могут быть с гладкой поверхностью. Применяют для производства посуды и стеклотары (банки, бутылки). |
|||
Литьё и центробежное литье литье
литье литьё |
Применяется значительно реже. При этом в быстровращающуюся форму подается определенная порция стекломассы, которая равномерно распределяется и приобретает конфигурацию готового изделия. |
Получают изделия художественно-декоративного назначения (статуэтки, фигурки людей, животных, птиц). Изделия могут быть пустотелыми и полнотелыми.
|
|||
5 этап – отжиг. В процессе изготовления стеклоизделий в них при охлаждении возникают внутренние напряжения, которые могут вызвать разрушение изделий. Для ослабления напряжений стеклоизделия после выработки отжигают (нагревают до температуры 580 0С, а затем медленно охлаждают). От качества отжига зависит термическая устойчивость изделия. Плохо отожженные изделия уже при транспортировке и хранении в результате резких колебаний температур покрывается трещинами или просто разрушаются.
6 этап – обработка изделий включает отделение колпачков у выдувных изделий, обработку края и дна. Колпачок удаляют с помощью лазерного луча или огневым способом. Края изделия после удаления колпачка становятся режущими и неровными, поэтому их подвергают шлифовке. Шлифуют водой с песком, затем мелкозернистым абразивом. Этот способ шлифовки применяется для дорогостоящих изделий. Остальные изделия подвергают огневой полировке с помощью газовой горелки. Края оплавляются и становятся гладкими и круглыми.
7 этап – декорирование (украшение) стеклянных изделий. Украшения на стекло может быть нанесено в процессе изготовления (в горячем состоянии) и на готовые изделия (в холодном состоянии).
Слово «декор» в переводе с французского языка означает украшение, рисунок.
Таблица 4
! Декорирование стеклянных бытовых товаров
Выдувные изделия |
Прессованные и прессовыдувные
|
|
1 группа
Украшения, наносимые на изделия в процессе формования (в горячем состоянии):
|
2 группа
Украшения, наносимые на отформованные изделия (в холодном состоянии): Способы нанесения украшений: Механический способ
Химический способ
Живопись (от руки)
Нанесение окислометаллических пленок и других покрытий на стекле
3. деколь 4. шелкография |
Украшение (рисунок от формы) |