

2.2 Розрахунок калібровки робочого інструменту стана хпт 55
Вихідні дані:
Розміри заготівки: ДзхSз=76х7,5 мм
Розміри готової труби: ДтхSт=42х4 мм
Марка сталі: 12Х18Н10Т
Тип стану: ХПТ 55
На станах періодичної прокатки труб типу ХПТ 55 деформуючим інструментом служать калібри й оправка . Робоча ділянка поділяється по довжині на три основних ділянки: редукувальна, обтискна і калібруюча.
Характеристика калібровки
Сумарний коефіцієнт витягання
 , (2.10)
, (2.10)
Відносне обтиснення по площі
 , (2.11)
, (2.11)
Відносне обтиснення стінки труби
 , (2.12)
, (2.12)
Абсолютне обтиснення діаметра
Д=Дз-Дт, (2.13)
Д=76-42=34мм
Розрахунок
Визначаємо конусність оправки
2tgα=0,02...0,5
де 2tgα – конусність оправки
Приймаємо 2tgα=0,04
Визначаємо діаметр оправки у перетисканні
dn=Дт-2·Sт, (2.14)
dn=42-2·4=34 мм
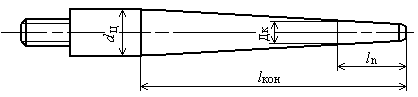
Рисунок 2.1 – Оправка стану ХПТ
Визначаємо довжину калібруючої частини
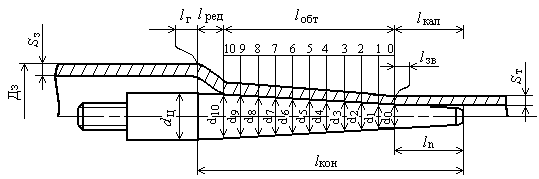
Рисунок 2.2 – Розгорнення гребня руч’я
lкал=m·μ·K, (2.15)
де m – величина подавання, мм;
μ – коефіцієнт витягання;
m·μ – величина лінійного зміщювання труб, мм;
m·μ=45 мм
К – коефіцієнт калібровки;
К=2...3,5 – для теплої прокатки;
Приймаємо К=3,5
lкал=45·(2...3,5)=90...157,5 мм
Приймаємо lкал=125 мм
Визначаємо діаметр циліндричної частини оправки
dц=dп+2tgα·(lкон-lкал), (2.16)
де lкон – довжина конічної частини оправки, мм
lкон=510 мм [3] c 91, табл. 6.1
dц=34+0,04(510-125)=49.4 мм
Визначаємо довжину частини редукування
(2.17)
де 2tg8p – конусність калібра у зоні редукування для теплої прокатки;
Р – зазор між заготівкою та оправкою, мм
Р=(Дз-2Sз)-dц, (2.18)
Р=(76-2·7,5)-49,4=11,6 мм
2tg8p=0,18...035
Визначаємо довжину обтискаючої частини
lобт= lроб- lред- lкал, (2.19)
де lроб – довжина робочої частини руч’я калібру, мм
Приймаємо lроб=510 мм [2] c 7 табл 1
lобт=510-58-125=327 мм
Довжина обтискання частини розбиваємо на десять однакових частин
(2.20)
Визначаємо приростання діаметру у кожному перерізі
δ1...10=l1...10·2tgα, (2.21)
δ1...10=32,7·0,04=1,34 мм
Визначаємо діаметри окружностей у контрольних перерізах
d0=dn=34 мм
d1=d0+δ=34+1,34=35,34 мм
d2= d1+ δ=35,34+1,34=36,68 мм
d3= d2+ δ=36,68+1,34=38,02 мм
d4= d3+ δ=38,02+1,34=39,36 мм
d5= d4+ δ=39,36+1,34=39,7 мм
d6= d5+ δ=39,7+1,34=41,04 мм
d7= d6+ δ=41,04+1,34=42,38 мм
d8= d7+ δ=42,38+1,34=43,72 мм
d9= d8+ δ=43,72+1,34=45,06 мм
d10= d9+ δ=45,06+1,34=46,4 мм
Визначаємо товщину стінки заготовок за урахуванням її потовщення при редукуванні у 10 перерізі
S10=Sз+S, (2.22)
де S=(0,05...0,07) – по цеховим даним
S10= Sз+(0,05...0,07)·(dз-d10), (2.23)
S10=7,5+(0,05...0,07)·(76-46,4)= 8,98...9,53 мм
де dз – внутрішній діаметр заготівки, мм
Приймаємо S10=9,4 мм
Визначаємо сумарне витягнення по стінці
 , (2.24)
, (2.24)
Визначаємо часткові коефіцієнти витягання в контрольних перерізах по номограмі
Таблиця 2.3 – Часткові коефіцієнти витягання у контрольних перерізах
|
0 |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
μх |
1,00 |
1,028 |
1,188 |
1,255 |
1,386 |
1, 492 |
1,874 |
2,047 |
2,128 |
2,252 |
2,35 |
Визначаємо товщину стінки у контрольних перерізах
Sx=Sт·μх, (2.25)
S1=Sт·μ1=4·1,028=4,112мм
S2=Sт·μ1=4·1,188=4,752мм
S3=Sт·μ2=4·1,255=5,02мм
S4=Sт·μ3=4·1,386=5,544мм
S5=Sт·μ4=4·1,492=5,97мм
S6=Sт·μ6=4·1,876=7,5мм
S7=Sт·μ7=4·2,047=8,19мм
S8=Sт·μ8=4·2,128=8,51мм
S9=Sт·μ9=4·2,252=9,01мм
Діаметри руч’я калібрів у початку і кінці калібруючої частини приймаємо однаковим зовнішньому діаметру труби на мінусовому допуску
Дкал=До=Дт=42 – 0,39=41,61 мм (2.26)
Діаметр руч’я у початку частини редукування дорівнюється зовнішньому діаметру заготівки
Дред=Дз=76 мм (2.27)
Визначаємо діаметри руч’я калібру у контрольних перерізах
Д1=d1+2S1=35,34 +2·4,112=43,56 мм
Д2=d2+2S2=36,68 +2·4,752=46,18 мм
Д3=d3+2S3=38,02 +2·5,02=48,06 мм
Д4=d4+2S4=39,36 +2·5,544=50,45 мм
Д5=d5+2S5=39,7 +2·5,97=51,6 мм
Д6=d6+2S6=41,04 +2·7,5=56,04 мм
Д7=d7+2S7=42,38 +2·8,19=58,76 мм
Д8=d8+2S8=43,72 +2·8,51=60,74 мм
Д9=d9+2S9=45,06 +2·9,01=63,08 мм
Д10=d10+2S10=46,4+2·9,4=65,2 мм
Визначаємо глибину калібрів у контрольних перерізах
2hx=Дх-λ, (2.28)
де λ – значення величини зазору між калібрами, мм
λ=0,05...1,2 мм Приймаємо λ=0,5 мм
2hкал=Дкал-λ=41.61-0,5=36,61 мм (2.29)
2h0=Д0-λ, (2.30)
2h1=Д1-λ=43,56-0,5=43,06 мм
2h2=Д2-λ=46,18 -0,5=45,68 мм
2h3=Д3-λ=48,06 -0,5=47,56мм
2h4=Д4-λ=50,45 -0,5=49,95 мм
2h5=Д5-λ=51,6 -0,5= 51,1 мм
2h6=Д6-λ=56,04 -0,5=55,54 мм
2h7=Д7-λ=58,76 -0,5=58,26мм
2h8=Д8-λ=60,74-0,5=60,24 мм
2h9=Д9-λ=63,08 -0,5=62,58 мм
2h10=Д10-λ=65,2-0,5=64,7 мм
2hред=Дред-λ=76-0,5=75,5 мм (2.31)
Визначаємо ширину калібрів за допомогою емпіричних коефіцієнтів
Вкал=Дкал+(0,3...0,5)= 41,61+0,3=41,91 мм (2.32)
В0=Д0·1,012=42·1,012=42,5 мм
В1=Д1·1,015=43,56·1,015=44,15 мм
В2=Д2·1,018=46,18 ·1,018=47,01 мм
В3=Д3·1,023=48,06·1,023=49,18 мм
В4=Д4·1,028=50,45 ·1,028=51,86 мм
В5=Д5·1,035=51,6·1,035=53,4 мм
В6=Д6·1,043=56,04 ·1,043=58,45 мм
В7=Д7·1,054=58,76 ·1,054=61,93 мм
В8=Д8·1,067=60,74·1,067=64,81 мм
В9=Д9·1,081=63,08 ·1,081=68,19 мм
В10=Д10·1,10=65,2·1,10=71,72 мм
Вред=Дред·1,10=76·1,10=83,6 мм (2.33)
Таблиця 2.4 – Параметри розгорнення руч’я калібру
|
Кал. |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
Ред |
lx, мм |
125 |
33,7 |
33,7 |
33,7 |
33,7 |
33,7 |
33,7 |
33,7 |
33,7 |
33,7 |
33,7 |
48 |
Дх, мм |
37,61 |
43 |
45,3 |
46,82 |
49,2 |
51,1 |
54,8 |
57,1 |
61,9 |
65,2 |
68,2 |
76 |
dx, мм |
36 |
37,34 |
38,68 |
40,02 |
41,36 |
42,7 |
44,04 |
45,38 |
46,72 |
48,06 |
49,4 |
51,4 |
Вх, мм |
37,31 |
44,15 |
46,62 |
48,4 |
51,09 |
53,4 |
57,67 |
60,7 |
66,04 |
70,48 |
75,02 |
83,6 |
2hx, мм |
37,11 |
43 |
45,3 |
46,82 |
49,2 |
51,1 |
54,8 |
57,1 |
61,4 |
64,7 |
67,7 |
75,5 |
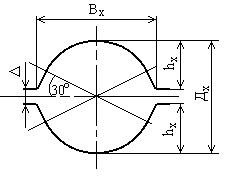
Рисунок 2.3 – Калібр стану ХПТ