

Ремонт основных механизмов, узлов и деталей станка стб
Привод станка. Станок СТБ приводится в движение от электродвигателя 10 (рисунок 1) через клиноременную передачу 9 и фрикционную муфту сцепления 6. Электродвигатель работает в сложном режиме вследствие того, что загрузка на его валу во время работы станка неравномерна и колеблется примерно от 60 до 85%, что приводит к его механическим и электрическим повреждениям, Хотя электродвигатель имеет защиту от многофазных коротких замыканий, тем не менее наблюдаются случаи выхода его из строя по причине короткого замыкания. Такие электродвигатели заменяют новыми или отремонтированными, а снятые со станка отправляют в электроремонтный цех текстильного предприятия или на специализированный завод по ремонту электродвигателей.
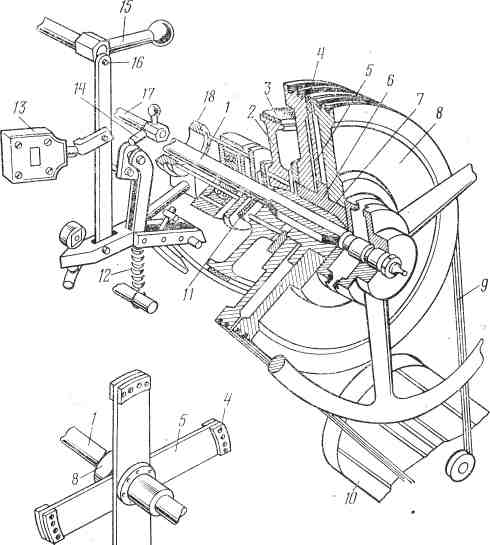
Рисунок 1 - Привод станка СТБ:
1 — главный вал; 2 — тормозной шкив (барабан); 3 — тормозная лента; 4 — фрикционные пластины; 5 — крестовина муфты; 6 — фрикционная муфта сцепления; 7 — разрезная конусная втулка; 8 — шкивы; 9 — клиноременная передача; 10 — электродвигатель; 11 — пластина рычага; 12 — пружина; 13 — конечный выключатель; 14 — пусковая штанга; 15 — рукоятка; 16 — тяга; 17 — вал контроллеров; 18 — вилка
Работа станка СТБ нарушается также в случае неправильного натяжения клиновых ремней, перекинутых через четырех-ручьевые шкивы. При ослаблении натяжения ремней чаще всего из-за их вытягивания скорость работы ткацкого станка снижается, а при чрезмерно большом натяжении ремней перегружаются подшипники и вал электродвигателя, а сами ремни быстро изнашиваются и выходят из строя. Натяжение ремней регулируют установкой электродвигателя в вертикальной плоскости. Нормальным считается такое натяжение, при котором прогиб ремней в средней части не превышает 30 мм при нажатии их с силой 25—30Н.
В муфте сцепления 6 станка СТБ в процессе эксплуатации возникают неисправности, из-за которых снижается скорость работы станка. Рассмотрим основные неисправности муфты и способы их устранения.
Шкивы 8 (рисунок 1) проскальзывают относительно друг друга, если ослаблено их сцепление с фрикционными пластинами 4, укрепленными на крестовине 5. Проскальзывание шкивов происходит и в случае сильного износа пластин 4, при котором заклепки выступают над плоскостью пластин. Это препятствует тесному сближению фрикционных плоскостей муфты, возникают круговые царапины и происходит пробуксовывание. Изношенные фрикционные пластины заменяют новыми.
Фрикционные пластины крестовины муфты привода ткацкого станка СТБ изнашиваются довольно быстро, поэтому их расход очень большой и, например, только на одном Ивановском меланжевом комбинате им. К. И. Фролова достигает около 30 тыс. шт. в год. Фрикционные пластины на ткацких предприятиях часто изготовляют вручную, на что затрачивается много времени и труда. На ряде предприятий применяют устройство для механизированного изготовления фрикционных пластин из ленты. На этом устройстве ленту разрезают в размер по ширине и длине и одновременно путем кернения намечают отверстия под заклепки. Производительность устройства достигает 130 пластин в минуту.
Проскальзывание шкивов муфты происходит и в тех случаях, когда на фрикционные пластины попадает смазка. Загрязненные фрикционные пластины тщательно очищают от масла, а если этого не удается сделать, заменяют новыми.
В процессе работы станка СТБ бывают случаи, когда из-за неудовлетворительной смазки изнашиваются отверстия шкивов 8 (рисунок 1). При такой неисправности может произойти случайный поворот вала в остановленном положении, что может быть причиной несчастного случая. Такие шкивы снимают со станка и ремонтируют. Изношенное отверстие растачивают и в него запрессовывают ремонтную втулку (из бронзы или спеченного пористого порошкового материала),
При ремонте муфты ее разбирают. С целью облегчения работы и сохранения деталей применяют специальные съемники. Съемник, изображенный на рисунок 2, служит для снятия муфты 2 с разъемной конусной втулки 1. Съемник имеет два длинных винта 4 и планку 5. Винты 4 имеют на концах нарезки. Одним концом винты ввинчивают в резьбовые отверстия, имеющиеся в торце муфты 2, а другие концы пропускают сквозь отверстия планки 5, которую упирают в торец главного вала 3. Подвинчивая одновременно гайки б, стягивают муфту с главного вала 5, не нанося этим деталям никаких повреждений, которые возникают при снятии деталей без съемника.
Иногда муфта включается с замедлением. Происходит это в случаях заедания шарнирных соединений, ослабления креплений и износа деталей механизма включения станка. При ремонте станка такие неисправности устраняют путем правильной установки и крепления деталей механизма включения, хорошей протирки и смазки.
Бывают случаи, когда при ремонте и регулировании фрикционной муфты происходят поломки деталей. Это случается тогда, когда, устраняя причины плохого включения муфты, поворачивают одной рукой главный вал за маховик, а другой — придерживают пусковую рукоятку.
В приводе станка СТБ применен ленточный тормоз (рисунок 2). В исправном виде тормоз обеспечивает четкий и своевременный останов станка в заданном положении.

Рисунок 2 – Съемник фрикционной муфты
В процессе работы в тормозе возникают неисправности, отрицательно влияющие на работоспособность станка.
Шкив (барабан) 2 тормоза и металлическая лента 3 сильно нагреваются вследствие большого трения между ними, возникающего из-за слишком малого зазора между тормозной лентой и шкивом. Это приводит к самопроизвольному торможению станка во время работы и даже несвоевременному останову станка и поломкам деталей. Самопроизвольное торможение станка, кроме того, возникает из-за отслаивания медно-асбестовой накладки от внутренней поверхности стальной тормозной ленты, что также вызывает сильный разогрев тормоза. Тормозная лента плохо отходит от шкива и в случаях поломки пружины 12.
Заторможенность и неравномерный ход станка сильно перегружают электрический двигатель, разогревают тормоз и нередко являются причиной выхода их из строя. Из-за неполного или недостаточного прилегания тормозной ленты к шкиву нарушается процесс торможения главного вала 1 станка. В этом случае тормозной шкив проскальзывает относительно ленты, вследствие чего станок несвоевременно останавливается. Такие отказы тормоза станка происходят в случаях, когда износилась медно-асбестовая накладка на тормозной ленте либо накладка или шкив оказались покрытыми смазкой. Тормозную ленту с поврежденной или отставшей медно-асбестовой прокладкой ремонтируют: удаляют неисправную прокладку, приклепывают или приклеивают новую. При относительно небольшом износе медно-асбестовой прокладки величину износа компенсируют ввертыванием регулировочного винта.
Припассовывают (подгоняют) тормозную ленту 2 в приспособлении, изображенном на рисунке 3.
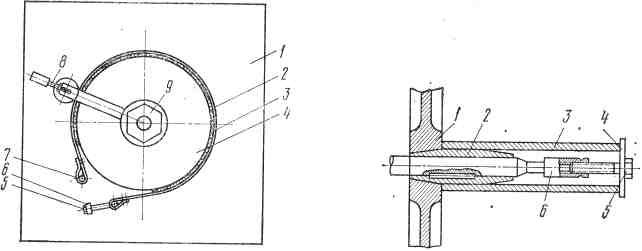
Рисунок 3 - Приспособления для ремонта тормоза: Рисунок 4 - Съемник для снятия
тормозного шкива с конусной
1 — плита; 2 — металлическая тормозная лента; втулки
3 — фрикционная прокладка; 4 — тормозной шкив;
5 — затяжной болт; 6 — гайка; 7 — палец;
8 — обжимной рычаг с роликом;
9 — центральная затяжная гайка
Замасленные тормозную ленту и шкив тщательно протирают и зачищают. Если тормозной шкив задран, его снимают и протачивают на токарном станке. Для снятия тормозного шкива (маховика) с конусной втулки предназначен съемник с центральным силовым винтом (рисунок 4). Съемник состоит из трубы 3, центрального винта 5 и диска (шайбы) 4 с отверстием. Трубу 3 надевают на конусную втулку 6 и упирают в торец ступицы тормозного барабана (шкива 1). Конец силового винта пропускают сквозь диск (шайбу) 4 и ввинчивают в резьбовые отверстия главного вала 6. Подвинчивая силовой винт, стаскивают тормозной барабан 1 с конусной втулки 2, сидящей на главном валу.
Собранный и отлаженный тормоз станка должен отвечать следующим требованиям. При включении тормоза тормозная лента должна плотно прилегать к ободу тормозного шкива всей поверхностью медно-асбестовой накладки и с такой силой, чтобы был обеспечен быстрый останов станка в требуемом положении. В момент останова станка главный вал по инерции может повернуться не более чем на 25°. При пуске станка тормозная система должна быть выключена, т. е. тормозная лента должна отойти от обода тормозного шкива и тем дать возможность главному валу свободно вращаться. Во избежание касания тормозной ленты и шкива в период вращения главного вала при сборке и наладке тормоза добиваются, чтобы по всей окружности зазор между тормозным шкивом и тормозной лентой был равен 0,5 мм. Регулируют величину зазора с помощью регулировочного винта.
В хвостовой части главного вала станка СТБ со стороны уточно-боевой коробки в месте ступенчатого перехода имеется подрез, который является местом концентрации напряжения. Под действием циклического нагружения бывают случаи поломок главного вала в этом месте. Реставрация вала сводится к следующему. Место поломки основной части вала подрезают, сверлят и нарезают отверстие (диаметр» 25 мм и глубиной 100 мм). Взамен отломавшейся части вытачивают наставку с резьбовым хвостовиком под нарезанное отверстие с припуском под чистовую проточку. В стыке соединяемых частей угловым резцом прорезают фаску под шов и проваривают по кругу. После этого наставку протачивают в размер.