

Вибір та проектування складально-зварювальних пристроїв.
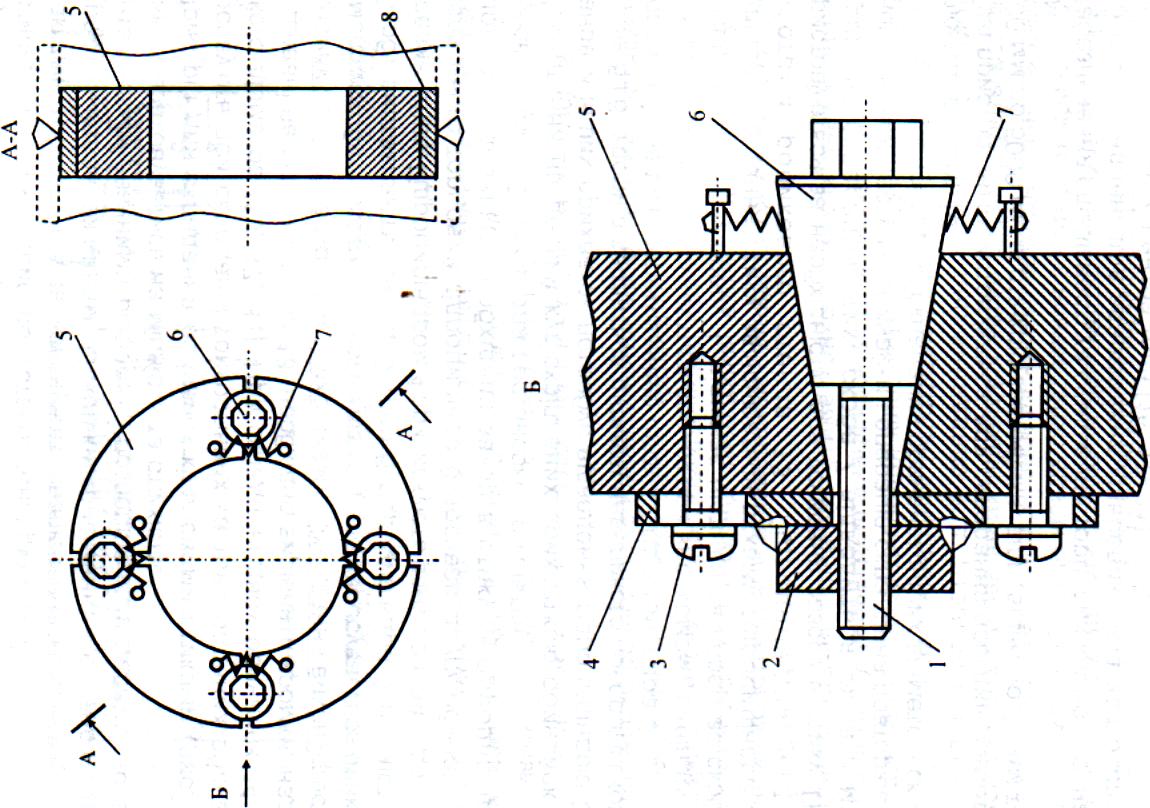
Для зварювання виробу «Патрубок» я використовую в якості пристрою для прихваки ростискне кільце, воно складається з таких чатин :
1 – Гвинт силовий; 2 – Гайка; 3 – Кріпильний гвинт планки; 4 – Планка зєднувальна; 5 – Сектор кільця; 6 – Конус розпірний; 7 – Пружина натяжна; 8 – Підкладка знімна.
Вибір зварювального обладнання.
Для виготовлення зварних деталей необхідне спеціальне обладнання, яке забезпечує отримання шва заданих якості і розмірів.
Тому я обрав установку для зварювання в середовищі аргону УДГУ-361,та зварювальна головка УСА-500, технічні данні приведені нижче:
УДГУ-361- установка аргоно-дугового зварювання, призначена для аргоно-дугового зварювання неплавким електродом в режимі TIG, на постійному та змінному струмі всіх видів металів та сплавів, має перемикач постійний/змінний струм.
УСА-500. Автомат призначений для дугового зварювання кільцевих швів з розробкою і без розробки кромок в середовищі захисного газу плавким або неплавким електродом.
УДГУ-361 |
|
Напруга живлючої мережі, В |
2*380 |
Частота, Гц |
50 |
Межа регулювання струму, А |
5-350 |
Напруга холостого ходу, В |
80 |
Живлюча потужність, кВат |
15 |
Діаметр електроду, мм |
0,6-5 |
Габаритні розміри |
810х550х900 |
Маса, кг |
155 |
 Таблиця
10. Технічні характеристики
зварювального обладнання
Таблиця
10. Технічні характеристики
зварювального обладнання
УСА-500 |
|
Напруга живлючої мережі, В |
220 |
Ø електрода, мм |
2-5 |
Ø присаджувального дроту, мм |
0,6-2,5 |
Швидкість зварювання, м/год. |
6-95 |
Номінальний струм, А при ПВ 65% |
500 |
Регулювання струму, А |
15-480 |
Маса, кг |
12,6 |
Таблиця 11. Технічні характеристики зварювального обладнання
Вибір методів контролю зварювання.
При виготовлені вибору «Патрубок» були обрані методи контролю:
Зовнішній огляд;
Ренгеноконтроль;
Випробування на герметичність;
Випробування виробу тиском.
 Зовнішній
– це метод контролю найбільш поширений,
простий, самий доступний, дешевий. За
допомогою нього перевіряють якість
заготівок, виконання швів в процесі
зварювання,якість готових зварних
з’єднань. Його проводять неозброєним
оком. В сумнівних містах за допомогою
лупи 4-5-ти кратного збільшення. Мета
зовнішнього огляду виявлення видимих
дефектів протяжності більш 0,1 мм., і
відступів віл необхідних розмірів і
форм зварного з’єднання. Зовнішньому
огляду зварювальний шов і прилеглий
матеріал на відстані не менш 20 мм.
Зовнішній
– це метод контролю найбільш поширений,
простий, самий доступний, дешевий. За
допомогою нього перевіряють якість
заготівок, виконання швів в процесі
зварювання,якість готових зварних
з’єднань. Його проводять неозброєним
оком. В сумнівних містах за допомогою
лупи 4-5-ти кратного збільшення. Мета
зовнішнього огляду виявлення видимих
дефектів протяжності більш 0,1 мм., і
відступів віл необхідних розмірів і
форм зварного з’єднання. Зовнішньому
огляду зварювальний шов і прилеглий
матеріал на відстані не менш 20 мм.
Ренгеноконтроль – дає можливість встановити типи кристалічних решіток металів, сплавів, їх параметри. Цей метод засновано на проникненні ренгеновських променів скрізь тіло яке непроникне для бачимого світла контроль на міцність.
Метод контролю на герметичність – дає змогу визначити умови працездатності багатьох систем, також визначається надійність і довговічність. Спосіб повірки на герметичність найбільш простий. Застосовується при контролі зварювального шва, зварювальний шов покривається водним розчином крейди. На звороті шов обмочують гасом. При наявності дефекту шва на білому тлі з’являються темні плями гасу це і є ознаки дефекту.
Випробування тиском – процес випробування полягає у внутрішній порожнині деталі або вузла гідравлічного тиску, що перевищує звичайне робоче на 25-75%. Перед початком випробування випускають повітря із внутрішньої порожнини через спеціально передбачені для цього отвори. Отвори на деталях повинні бути заглушені.