

Лабораторная работа №6 – Определение склонности шихты порошка к зависанию и сводообразованию
6.1 АППАРАТУРА И МАТЕРИАЛЫ
1. Установка для определения склонности шихты к зависанию
2. Шихта (порошок) , г 450
6.2 Описание работы на установке для определения склонности шихты к зависанию и сводообразованию.
Установка для определения склонности шихты (порошка) к зависанию и сводообразованию показана на рисунке 24.
Порядок работы на установке следующий:
В воронку вставляют калиброванную дюзу (фильеру) диаметром 5 мм. Затем сухим пальцем снизу закрывают отверстие, заполняют воронку сухим порошком, открывают отверстие, и дают порошку истечь в приёмную ёмкость. Затем дюзу с диаметром отверстия 5 мм заменяют на дюзу с отверстием диаметром 4 мм и опыт повторяют. Постепенно заменяя дюзы, определяют момент прекращения истечения порошка через отверстие – дюза с таким отверстием и будет той, при которой начинается зависание шихты и сводообразование.
Определение выполняют на трёх испытуемых порциях.
6.3 Требования к отчету
Отчет должен содержать краткое описание технологических характеристик порошковых материалов, с указанием значения определения склонности порошков к сводообразованию и зависанию, значение этого параметра при проектировании бункеров, трубопроводов и прессформ. Следует особо отметить влияние размеров частиц и их формы на склонность порошков к зависанию и сводообразованию
В отчёте должен содержаться протокол испытаний.
Объем отчета 2-4 стр.
Отчет
подписывается студентом. 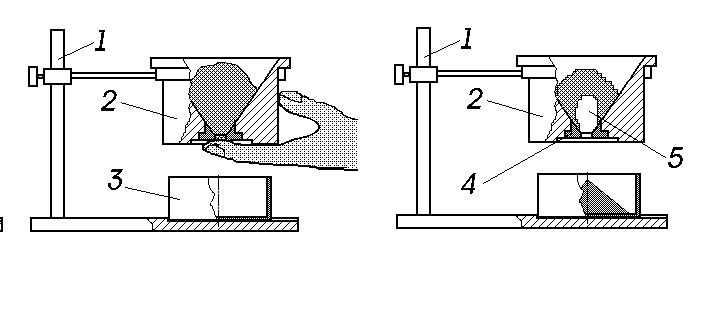
A
Б 1
- штатив, 2 - воронка, 3 - приёмная
ёмкость, 4 – сменные сопла (дюзы), 5 –
свод при зависании порошка. А –
установка воронки и засыпка порошка
в воронку, В – истечение порошка. Рисунок
20 – Установка для склонности шихты к
сводообразованию и зависанию.
6.4 Литература
1. Кипарисов С.С., Либенсон Г.А. Порошковая металлургия. Учебник. М., Металлургия, 1980, с 198-200.
6.5 Контрольные вопросы
1. Что такое зависание и сводообразование?
2. Как это явление сказывается на работе технологических установок?
3. От каких свойств порошка зависит это явление?
6.6 Протокол измерений
В протоколе записываются: описание порошка (шихты), материал порошка, фракционный состав, характеристика формы частиц (гранул) по паспортным данным и даётся таблица измерений, шапка которой приведена ниже.
Номер измерения |
Диаметр дюзы, мм |
Отметка о наличии явления |
Металлургия цветных металлов
Получение легких металлов в элементарном состоянии – одна из труднейших задач химической технологии и металлургического производства, что обусловлено высокой химической активностью этих металлов и термодинамической прочностью образуемых ими соединений. В связи с этим выделение легких металлов в свободном виде стало практически возможным только в начале XIX в. благодаря успехам электрохимии и использованию в качестве восстановителя электрического тока или полученных электролизом щелочных металлов.
Электролиз расплавов и высокотемпературное металлотермическое восстановление являются основой современного промышленного производства алюминия, магния, бериллия и других легких металлов. Таким образом, близость химической природы этих элементов определяет единство используемых на практике приемов и технологий.
Легкие металлы, не говоря уже о щелочных и щелочно-земельных, имеют высокий отрицательный потенциал по отношению к водороду, что делает невозможным их выделение из водного раствора даже при больших плотностях тока, вызывающих, как известно, значительное перенапряжение выделения водорода. В этом случае водород представляет собой электроположительную примесь, что приводит к первичной потере по току металлов в ходе электролиза. Так как вода термодинамически не устойчива по отношению к легким металлам, то это вызывает их вторичные потери.
Попытки исключить воду из процесса были связаны с электролизом солей легких металлов в органических растворителях (спиртах, циклических углеводородах, ацетоне и др.). Эти способы оказались неудобными для крупного промышленного производства, хотя сохраняют определенное значение в лабораторной практике.
Все промышленно освоенные методы электролитического производства легких металлов основаны на электролизе расплавов, к проведению которого предъявляются однотипные требования:
высокая чистота соединений, используемых при электролизе, в отношении более электроположительных примесей и воды;
электрохимическая и термическая устойчивость соединений, применяемых в качестве растворителей или корректирующих добавок;
возможность поддержания достаточно высокой активности разряжающихся ионов в расплаве;
низкая температура плавления электролита и высокая электропроводность при температуре процесса;
малая летучесть электролита, которая обеспечивается низким давлением паров над расплавом используемых компонентов;
низкая вязкость и оптимальная плотность электролита, обеспечивающие эффективное разделение металла и электролита в расплавленном состоянии (ликвацию);
низкая химическая активность электролита по отношению к выделенному металлу и возможно более низкая коррозионная активность.
Получение ряда легких металлов (Mg, Ca, Ba) производится металлотермическим способом, особенно удобным в тех случаях, когда протеканию процесса способствует вакуумирование. В качестве восстановителей применяют Al, Si, Mg, первичные алюмокремниевые сплавы или ферросилиций. Данная технология сближает производство легких металлов с металлургией таких активных металлов, как титан, цирконий, ниобий и др.
Углетермическое восстановление Al, Mg и Be требует высокотемпературных условий и сопровождается переходом значительной доли металлов в газообразное состояние, что осложняет их последующее выделение. В связи с этим восстановление Al и Be ведут в присутствии другого металла (с высокой точкой кипения), образующего соответствующие сплавы Al-Si, Cu-Be, Ni-Be. Одновременно понижается вероятность образования карбидов Al и Be, затрудняющих ведение процесса и ухудшающих его показатели. В настоящее время углетермическое производство первичных алюмокремниевых сплавов реализовано в промышленном масштабе и позволяет получать литейные алюминиевые сплавы (силумины) прямым восстановлением.
Несмотря на значительные успехи, достигнутые металлургией в области получения легких металлов, их производство остается технически сложным, высокоэнергоемким, опасным и, безусловно, требует дальнейшего совершенствования.