

4.2 Подготовительные функции
Подготовительные функции предназначены для задания режима работы станка и обозначается в УП буквой G. Перечень подготовительных функций дан в таблице 2.
Таблица 2 Перечень основных подготовительных функций
Функция |
Значение функции |
G00 |
Перемещение на ускоренном ходу |
G01 |
Линейное перемещение на рабочем ходу |
G02 |
Круговая интерполяция с движением по часовой стрелке |
G03 |
Круговая интерполяция с движением против часовой стрелке |
G33 |
Нарезание резьбы |
G90 |
Задание перемещения в абсолютных координатах |
G91 |
Задание перемещений в приращениях |
G94 |
Задание подачи в мм/мин |
G95 |
Задние подачи в мм/об |
Таблица 2 содержит только необходимый минимум подготовительных функций. В реальном производстве номенклатура используемых функций G значительно больше.
4.3 Задание перемещений по осям координат
Чтобы задать требуемое перемещение необходимо указать обозначение оси координат, вдоль которой будет происходить это перемещение со своим знаком с учётом цены импульса (см. п.1). При цене импульса равной 0,01 мм, как принято в настоящей методике, перемещение вдоль оси Z на 25,05 мм в направлении, к началу координат следует записать в виде: Z-2505.
Перемещения задаются совместно с функциями G00, G01, G02, G03, G33. Задание перемещений при круговом движении требует также задания величин I, K.
В системе координат X0Z (рисунок 15) необходимо определить дополнительно положение центра этой дуги относительно ее начальной точки tН. В любом случае величина I соответствует оси X, величина K – оси Z. При этом в УП используются абсолютные значения этих величин.
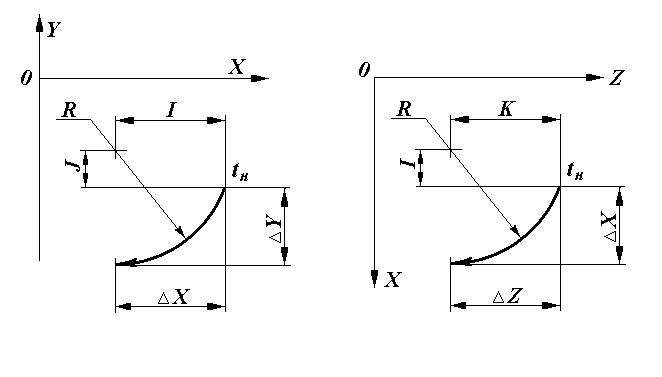
Рисунок 15 Определение центра дуги эквидистанты в плоскости X0Z
Например:
N010 G02 X200 Z-200 K200 при ( I = 0)
Такой кадр определяет перемещение, приведённое на рисунке 16.
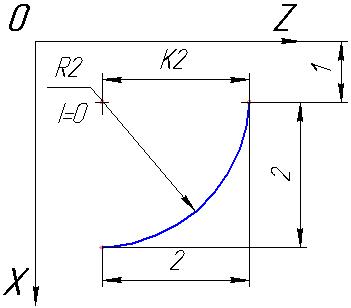
Рисунок 16 Пример кругового перемещения
Максимально возможное перемещение по всем осям равно 999999, что соответствует 9999,99 мм. Минимально возможное перемещение равно 1, т.е. 0,01 мм.
4.4 Задание подачи
Величина подачи задаётся в кадре УП под адресом F с разрядностью в соответствии с ценой импульса, т.е. в пределах настоящей методики с разрядностью 0,01 мм.
Подача всегда задаётся совместно с функциями G01, G02, G03. При этом необходимо, чтобы заданию подачи предшествовала функция G94 (т.е. задание подачи в мм/мин) или функция G95 (т.е. задание подачи в мм/об), тогда, например, сочетание:
G94 F12000 определяет подачу S = 120 мм/мин;
G95 F15 определяет подачу S = 0,15 мм/об.
Следует помнить, что заданная в каком-либо кадре подача сохраняется на все последующие кадры до отмены её новым значением под адресом F.
При нарезании резьбы, подача равна шагу резьбы. Шаг резьбы при токарной обработке задаётся под адресом K в системе координат X0Z. Совместно с функцией G33 это может выглядеть следующим образом: N020 G33 Z-2500 K150, где кадр N020 определяет рабочий ход резца при нарезании резьбы на длине 25 мм с учётом врезания и перебега с шагом 1,5 мм.