

2.5. Рекомендованные позиции деталей из магниевого сплава при дуговой сварке.
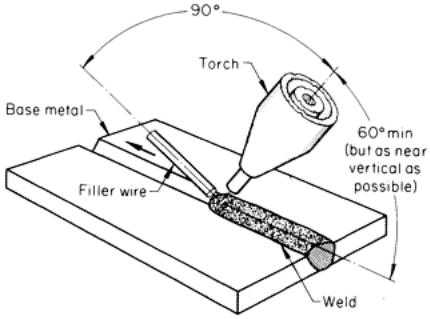
Рис. 1. Рекомендованная позиция двух свариваемых деталей из магниевого сплава при аргонодуговой сварке.
Чтобы свести к минимуму риск растрескивания сварных конструкций, один из методов, показан на рис. 2.
- Первый метод основывается на том, что перед сваркой пластин в начало и в конец предполагаемого шва подкладываются дополнительные пластины.
- Второй метод основывается на том, что сварка проходит в два этапа. Начиная от середины изделия, сварка проходит сначала в один конец, потом во второй. Кроме того, недрагоценные металлы должны подогреваться, минимум от 95 до 150 ° C . Если толщина композиций для сварки отличается хотя бы на 6,4 мм (дюйм) или более, тогда необходим подогрев деталей до 150 ° C.
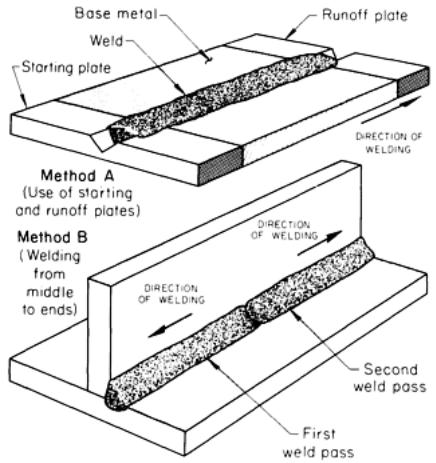
Рис. 2. Техника предотвращения растрескивания шва при сварке деталей из магниевого сплава.
2.6. Анализ взаимодействия сварочной ванны магниевых сплавов с газами
Магний — один из наиболее активных по отношению к кислороду металлов. В результате его окисления образуется оксид MgO, покрывающий поверхность металла пленкой. Температура плавления оксида магния 2800 °С, плотность 3,65 г/см3.
В связи с высокой температурой плавления оксидная пленка на поверхности магниевых сплавов так же, как и при сварке алюминия, затрудняет образование общей сварочной ванны и должна быть разрушена или удалена в процессе сварки. Оксидная пленка на магниевых сплавах имеет плохие защитные свойства и способна удерживать большое количество влаги.
Помимо кислорода в атмосфере, окружающей ванну, могут присутствовать СО, СO2, пары воды, азот и водород. Магний реагирует со всеми этими газами, образуя карбиды, нитриды и оксиды. При температуре 600—700 °С и выше магний взаимодействует с азотом, образуя нитрид Mg3N2. Нитриды не, только служат очагами коррозии, но и оказывают неблагоприятное влияние на механические свойства сплавов.
В отличие от других газов водород обладает способностью растворяться в магнии. При температуре плавления и PH2 = 100 кПа растворимость водорода в жидком магнии достигает примерно 50 см3/100 г и довольно резко снижается при кристаллизации.
В связи с понижением растворимости водорода в жидком металле при охлаждении имеется возможность выделения водорода в виде пузырьков и образование пористости. В случае сварки при нормальном внешнем давлении критическая концентрация водорода, способная привести к образованию пористости, [Н]р >> 50 см3/100 г. При наличии в сплавах сильных гидрообразователей, например циркония, критическая концентрация водорода в жидком металле, способная привести к пористости, возрастает.
При сварке сплава МА2-1 (не содержащего циркония и других гидрообразователей) толщиной 2 мм с погонной энергией 389,1 кДж/м пористость в швах появляется при содержании в аргоне 0,84 % Н2 (по объему); при уменьшении погонной энергии до 242,6 кДж/м — при 1,2 % Н2. При сварке пластин той же толщины из сплава ВМД-3, содержащего 0,5—0,9 % Zr с погонной энергией 389,1 кДж/м, пористость обнаруживается при содержании водорода в аргоне 2,44 % (по объему), а при уменьшении погонной энергии до 246,8 кДж/м — при 3,905 % Н2. Аналогичная закономерность наблюдается и. при искусственном увлажнении аргона.
Полученные значения критической концентрации влаги и водорода в атмосфере защитного газа, способные вызвать пористость при сварке магниевых сплавов, велики и для реальных условий практически маловероятны.
При сварке в увлажненном аргоне и аргоне с .добавками водорода в металле швов образуется своеобразная пористость в виде елочек в связи с бурным выделением водорода из жидкого и кристаллизующегося металла, при котором развивающиеся пузырьки «обжимаются» растущими с большой скоростью дендритами.
В целом, для сварки аргон, или гелий…