

2.1.1 Основные технические данные и характеристики
Технические характеристики, основные параметры и размеры согласно ГОСТ 10172-87, технических условий ТУ3810-013-48852592-2005 приведены в таблице 2.1.
Таблица 2.1
Наименование параметров |
Значения |
160НТ-01 |
|
Характеристика рабочего пространства |
|
Наибольший диаметр заготовки, мм |
200 |
Наибольшие программируемые перемещения шпиндельной бабки (ось Z), мм |
250 |
Наибольшие программируемые перемещения суппорта (ось X),мм |
200 |
Наибольшая длина обрабатываемой заготовки, мм |
120 |
Наибольшая масса заготовки, устанавливаемой в патроне, кг |
30 |
Конец шпинделя по ГОСТ12595-85 |
1-6Ц |
Характеристика главного привода |
|
Диапазон частот вращения шпинделя, мин-1 |
5…4000 |
Число ступеней частот вращения шпинделя |
Регулирование бесступенчатое |
Наибольший крутящий момент на шпинделе (с двигателем мощностью 12 кВт), Н.м |
205 |
Характеристика приводов подач |
|
Диапазон программируемых подач по осям X, Z, мм/мин |
1…15000 |
Число ступеней рабочих подач |
Регулирование бесступенчатое |
Скорость быстрого перемещения по осям (X, Z), м/мин |
20 |
Точность позиционирования, мм |
±0,010 |
Повторяемость позиционирования, мм |
±0,005 |
Наибольшее усилие подачи, Н -по координате Х -по координате Z |
5250 5250 |
Характеристика устройства ЧПУ и измерительных преобразователей |
|
Количество одновременно управляемых координат |
3 |
Количество одновременно управляемых каналов |
1 |
Дискретность перемещения, мм |
0,001 |
Характеристика револьверной головки |
|
Количество позиций |
8 |
Время смены инструмента, с |
0,5 |
Точность позиционирования |
±4″ |
3 Проектируемое приспособление
3.1 Описание работы приспособления
Тип приспособления во многом определяется наименованием и содержанием конкретной определенной операции. Так для операции №15 конкретно выбираем проектирование токарного приспособления, трёхкулачковый клиновой токарный патрон.
Для обработки выше выбранной детали типа «Фланец» на станке марки 160НТ, а именно для токарной операции (получение цилиндрической поверхности диаметром Æ 80Н6 мм) выбрали приспособление типа самоцентрирующий трёхкулачковый клиновой токарный патрон повышенной точности (ГОСТ24351-80) , согласно [3,с.20]. В качестве привода к патрону применили пневмоцилиндр с воздухоподводящей муфтой (ГОСТ15608-81) , согласно[3,с.30].
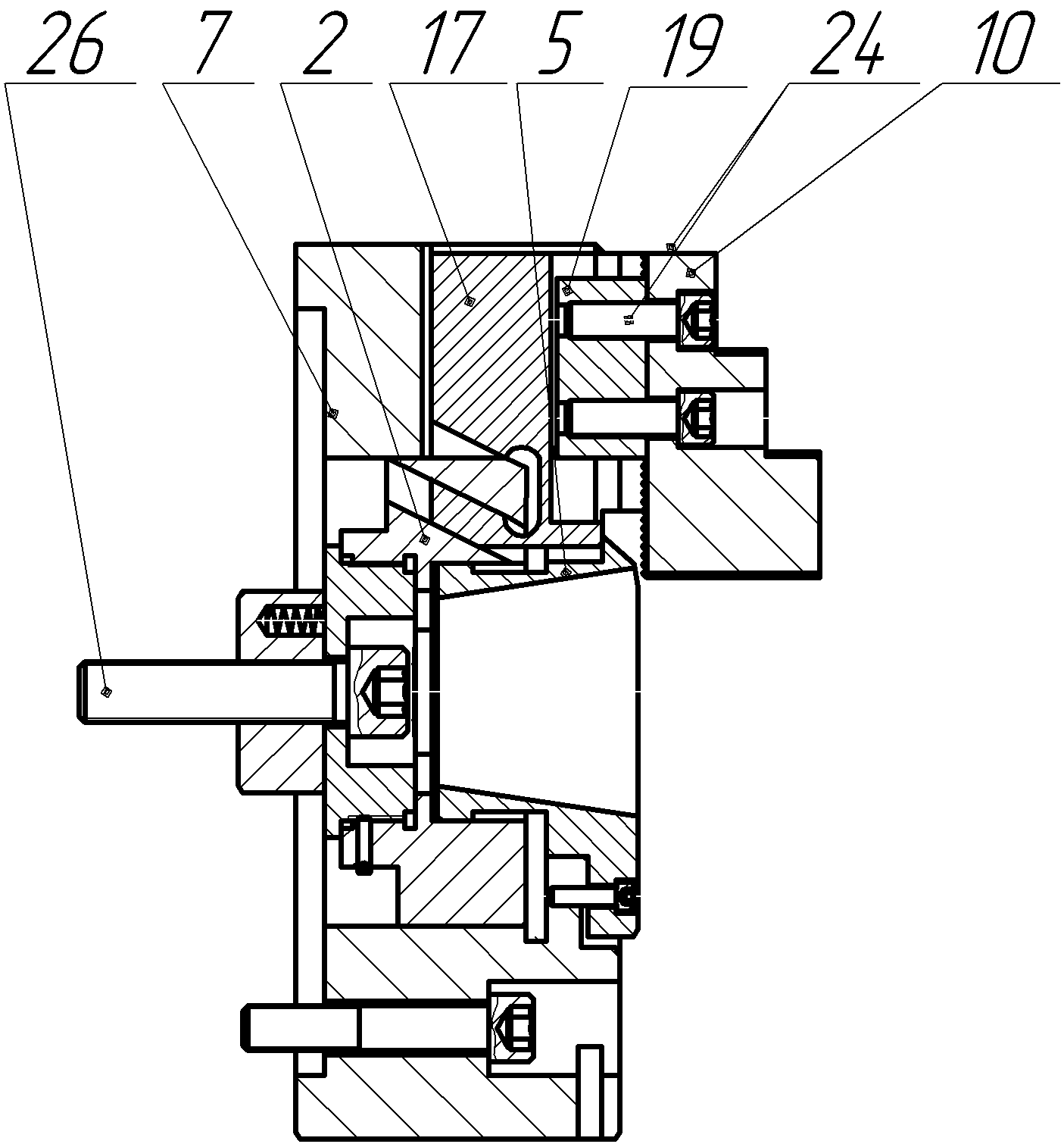

Рисунок 3.1 Токарный трёхкулачковый клиновой патрон;
На рисунке 3.1 изображен токарный трехкулачковый самоцентрирующий механизированный клиновой патрон. В пазах корпуса 7 установлены три ползуна 17, к которым винтами 24 и сухарями 19 прикреплены кулачки 10. Втулка 2 винтом 26 и тягой, размещенной в полости шпинделя станка, соединена со штоком пневматического привода. В ней предусмотрены три паза с углом наклона 25°, в которые входят наклонные выступы ползунов17, образуя клиновые сопряженные пары.
Заготовка зажимается в патроне при перемещении штока привода влево. При этом через тягу и винт 26 движение передается на втулку 2, которая смещает выступы ползунов 17 по наклонным пазам к оси патрона. Сменные кулачки 10 также перемещаются к центру патрона и зажимают обрабатываемую заготовку. Открепление заготовки происходит при движении штока привода вправо, который через тягу перемещает вправо и втулку 5. Выступы ползунов 17 смещаются по наклонным пазам втулки 2 в направлении от оси патрона, сменные кулачки расходятся и заготовка открепляется.
Для замены кулачков втулку 2 торцовым ключом, вставляемым в шестигранное отверстие, поворачивают против часовой стрелки на угол 15°. После этого ползуны 17 выводят из пазов корпуса 7 и вынимают. Втулка 5 предназначена для предохранения патрона от засорения и при замене кулачков снимается.
Пневмоцилиндр, изображенный на рисунке 3.2, устанавливается на заднем конце шпинделя и вращается вместе с ним. На корпусе 8 пневмоцилиндра винтами закреплена крышка 9. Внутри корпуса размещены поршень 18 со штоком 20 и установлен вал 1, закрепленный гайкой 13, на котором смонтирована муфта М на шарикоподшипнике 9 с манжетой 9. Манжеты фиксируются упорными шайбами 4 и кольцами 2 с отверстиями для прохода сжатого воздуха.
В отверстие вала 1 запрессован пустотелый стержень 11, по которому в пневмоцилиндр проходит воздух. Корпус 7 воздухопроводящей муфты прикреплен к крышке 13 на шарикоподшипнике 15. В резьбовые конические отверстия МК16×1,5 закручиваются штуцеры для присоединения резинотканевых шлангов, проводящих сжатый воздух. Воздух, подводимый к левому отверстию муфты, проходит по каналам а, б, в ,г и поступает в правую полость пневмоцилиндра, перемещая поршень 18 со штоком 20 влево. При этом заготовка патроне будет зажиматься. Воздух, подаваемый к правому отверстию муфты, проходит по каналам д, е, ж, и поступает в левую полость пневмоцилиндра, перемещая поршень со штоком в право (заготовка в патроне разжимается).
а)

б)

Рисунок 3.2 а)Вращающийся пневмоцилиндр ;б) воздухоподводящая муфта