

Основные узлы контактной точечной машины.
Все машины для контактной сварки состоят из двух основных частей: электрической и механической. Конструкция этих частей и их компоновка в зависимости от вида сварки и назначения машины могут меняться в широких пределах.
Устройство машины для контактной сварки можно рассмотреть на примере машины для точечной сварки (рис. 24).
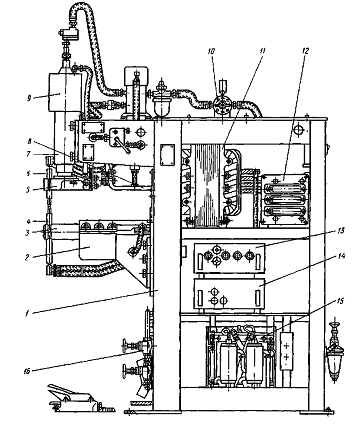
Рис 24. Машина для контактной точечной сварки.
Электрическая часть машины состоит из источника питания – сварочного трансформатора 11 с переключателем ступеней 12 и сварочного контура, состоящего из токоподвода 8, верхней консоли 5 с верхним электрододержателем 6 и нижней консоли 3 с нижним электрододержателем 4. К электрической части машины относится также устройство для коммутации первичного тока сварочного трансформатора — игнитронный прерыватель 15 с блоком поджигания 14 и регулятор цикла сварки 13, обеспечивающий заданную последовательность операций цикла сварки и регулировку параметров процесса сварки. В некоторых типах машин коммутация первичного тока производится полупроводниковыми элементами (тиристорами) или электромагнитными контакторами. Применяются и различные типы регуляторов цикла сварки (электронные, на элементах «логики» и т. п.).
Механическая часть машины состоит из корпуса 1, в котором размещены все элементы и узлы машины (он рассчитан на восприятие реакций от усилия, создаваемого приводом сжатия электродов), пневматического привода сжатия 9 с направляющим устройством 7, нижнего кронштейна 2, на котором закрепляется нижняя консоль с электрододержателем, пневматического устройства 10 (состоящего из аппаратуры для подготовки, регулирования и коммутации сжатого воздуха, подаваемого в пневматический привод и соединительных резинотканевых рукавов), а также системы водяного охлаждения 16, обеспечивающей охлаждение сварочного контура и игнитронного прерывателя.
В машинах для контактной сварки применяют и другие типы приводов для сжатия электродов, зажатия и перемещения деталей и других операций (электромеханические, рычажные, гидравлические и др.), однако пневматический привод наиболее распространен.
По конструкции машины для рельефной и шовной сварки мало отличаются от машин для точечной сварки: в машинах для рельефной сварки вместо электродов установлены контактные плиты, машины для шовной сварки имеют устройство для привода вращения роликов и электродные головки с роликовыми электродами.
Машины для стыковой сварки по конструкции существенно отличаются от машин, о которых говорилось выше.
На рисунке 25 изображена машина МТ-604, предназначенная для сварки малоуглеродистой стали толщиной от 0,2 + 0,2 до 2 + 2 мм. Эта машина имеет рычажный пневматический привод сжатия верхнего электрода и двухпозиционный электронный регулятор цикла сварки, обеспечивающий регулировку времени сварки и времени паузы (темп работы). В качестве прерывателя тока в этой машине применяется электромагнитный контактор. Предусмотрена модификация машины, в которой прерывателем сварочного тока является асинхронный тиристорный контактор.
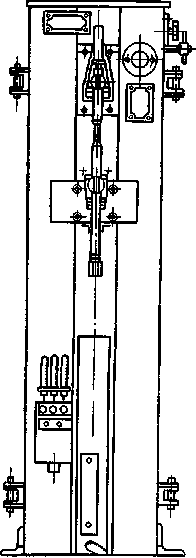
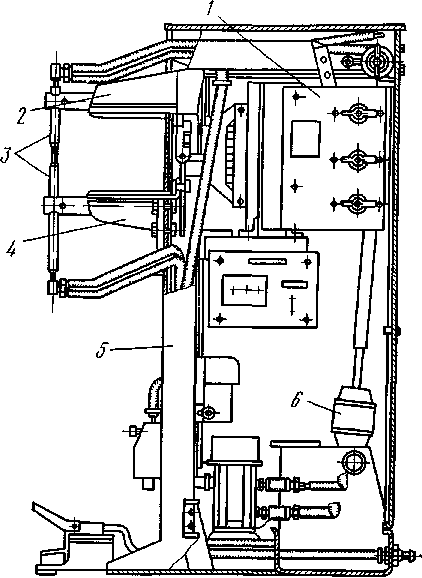
Рис. 25 Машина для точечной сварки типа МТ-604: 1 — сварочный трансформатор с переключателем ступеней, 2 — рычаг с верхней электродной частью, 3 — электрододержатель с электродами, 4 — кронштейн с нижней электродной частью, 5 — корпус, 6 — цилиндр пневматический.
Цель занятия.
Изучить принцип работы и устройство контактной точечной машины МТ-04-У.
Задание.
Изучить методические указания по выполнению данной работы.
Под руководством преподавателя, изучить основные узлы машины МТ-604-У.
Составить отчет.
Сдать отчет преподавателю.
Оборудование, приспособление, инструмент.
Контактная точечная машина МТ-604-У.
Содержание отчета.
Тема лабораторной работы.
Цель занятия.
Схема установки контактной машины МТ – 604.
Таблица технических характеристик машины МТ-604.
Параметры режима сварки низкоуглеродистой стали толщиной 2+2 мм (j [А/мм2], dЭ, [мм], PС [кН]).
Выводы.
Контрольные вопросы.
Основные части машин контактной точечной варки, их назначение.
Параметры режима контактной точечной сварки.
Литература:
Акулов А.И., Бельчук Г.А., Демянцевич В.П. «Технология и оборудование сварки плавлением». – М.: Машиностроение, 1977, - 432 с.
Думов С. И. Технология электрической сварки плавлением — Учебник для машиностроительных техникумов. — 3-е изд., перераб. и доп. — Л.: Машиностроение. Ленингр. отделение, 1987. — 461 с.: ил.
Справочник сварщика/Под ред. В. В. Степанова.— 4-е изд., перераб. и доп. — М.: Машиностроение, 1982.— 560 с., ил. (Серия справочников для рабочих).
Учебное практическое пособие
Методические указания
к выполнению лабораторных работ дисциплине «Технологические основы сварки плавлением и давлением»
Составители: Стасовский Владимир Валентинович
Заяров Юрий Владимирович
Редактор ххххх
Подписано в печать --.--.2010. Формат 60×84![]()
Бумага офсетная. Ризограния. Усл.-печ. л. 1,39.
Уч.-изд. л. 1,25 Тираж ххх экз.
Волгодонский инженерно-технический институт – филиал НИЯУ МИФИ, 2010
Адрес института: 347360, г. Волгодонск, ул. Ленина 73/94