

6.2 Одноступенчатый приемочный выборочный контроль по качественным признакам
Выборочный контроль по качественным признакам применяет прежде всего когда производится проверка большого количества изделий, расположенных в одном помещении, и когда проверку целесообразнее всего вести с помощью измерительных приспособлений , устанавливающих наличие или отсутствие качественных признаков. Это самый распространенный вид контроля при в приемке продукции партиями. Как уже говорилось, существуют три вида приемочного выборочного контроля по качественным признакам. Они отличаются друг от друга степенью риска потребителя и поставщика.
При одноступенчатом выборочном контроле по качественным признакам из партии любого объема N извлекается одна представительная выборка лив зависимости от се результатов принимается решение о принятии или отклонении партии. В плане контроля задаются объем выборки п и допустимое число дефектов С в ней (приемочное число). При этом справедливо следующее правило: если число дефектных изделий /, обнаруженных в выборке объема л, меньше или равно С (/ < С), партия считается годной и принимается; при / > С партия бракуется, то есть возвращается изготовителю, что в общем случае означает стопроцентный контроль с разбраковкой изделий.
При внедрении плана одноступенчатого статистического контроля принимают, что вероятность приемки партии Р(Х) зависит от объема выборки п9 доли дефектности в партии д, надежности контроля Ч1 и незначительно зависит от объема партии N.
Величину риска, связанную с применением одноступенчатого выборочного котроля для поставщика и потребителя изображают виде кривой оперативной характеристики плана выборочного контроля
(рис. 6.1).
Объем выборки п и приемочное число С определяются требованиями, предъявляемыми к качеству партии в соответствии со стандартами.
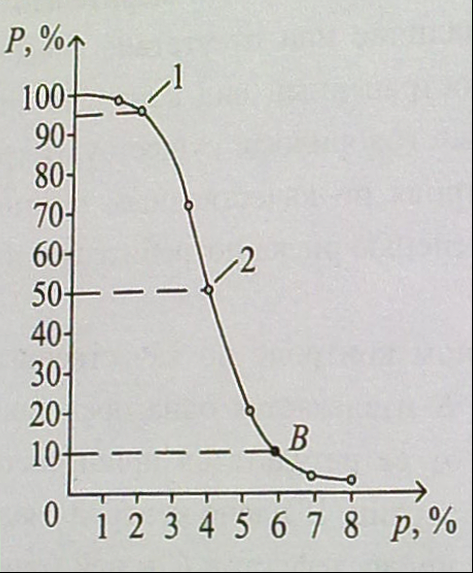
Рисунок 6.1 –Кривая оперативной характеристики
Указывается уровень достоверности, зависящий от объема выборки и внешних помех, влияющих на процедуру контроля. Уровень достоверности показывает пределы допуска, в которых полученный ответ соответствует техническим условиям.
Применение выборочного метода без установления степени риска потребителя и изготовителя нередко приводит к тому, что большие партии продукции проверяются слишком тщательно, а небольшие, наоборот, недостаточно тщательно. Как уже указывалось выше, степень риска потребителя и изготовителя отражают кривые оперативных характеристик. Каждому плану выборки соответствует определенная оперативная характеристика, которая базируется на объеме выборки в допустимом числе дефектных изделий.
На кривой отмечаются точки, которые характеризуют план контроля.
1 Приемлемый уровень качества (ПУК) определяется как максимальный процент дефектных изделий (максимальное число дефектных изделий на 100 единиц продукции), который может считаться удовлетворительным на практике ПУК, как правило, устанавливается на уровне 95 % - ной вероятности принятия продукции. Это значит, что если на контроль будут предъявлены 100 партий целлюлозы минимально допустимого качества, то в среднем 95 из них будут приняты.
Это значит, что если изготовитель отправляет партию продукции имеющую до 1,72 % брака, она имеет 95 % вероятность быть принятой. Этот недостаток выборочных методов контроля не устраним. Степень риска определяется крутизной кривой оперативной характеристики, которая зависит от уровня принятия продукции и от числа дефектных изделий в партии.
2. Допустимый предел дефектных изделий в одной партии есть число, выражающее уровень брака, с которым согласен потребитель при условии, что вероятность наличия в партии, предъявляемой на контроль, доли брака, большей этого числа, достаточно мала. Эта точка В находится внизу кривой оперативной характеристики (рис. 6.1). Часто устанавливается 10 %-ный риск потребителя. Это значит, что 10 % продукции может содержать до 6,2 % брака.
3. Точка безразличия качества - это уровень качества, при котором партия продукции имеет одинаковые шансы как быть забракованной, так и быть принятой, причем в случае принятия данного плана выборки степени риска потребителя и изготовителя одинаковы.
4. Предел среднего уровня «выходного» качества есть максимальное значение среднего уровня качества изделий при отгрузке, которое не снижается при любом уровне изделий, поступающих для прохождения. Это предел среднего качества партий после прохождения контроля.
Применять этот показатель можно лишь при следующих условиях: все забракованные партии изделий должны подвергаться сплошной перепроверке; в перепроверяемых партиях должно выявляться каждое Дефектное изделие; каждое обнаруженное дефектное изделие должно заменяться годным, чтобы объем партии оставался неизменным.
Так как второе условие часто не выполняется, данный показатель является весьма приближенным.
При использовании выборочного контроля могут возникнуть ошибки: первого рода - а-риск изготовителя (/ > С в выборке, в целом партия является годной); второго рода -β-риск потребителя (/ < С в выборке, партия содержит в действительности много дефектных изделий).
Рациональный план контроля строится таким образом, чтобы β и α были невелики. Их задают заранее. В большинстве случаев α = 0,05; β = 0,10. Оперативная характеристика выборочного контроля наглядно отражает зависимость между β, α, n, С, дает информацию о жесткости контроля, эффективности плана и служит для сопоставления и оценки различных методов выборочного контроля.
Метод извлечения выборки может быть как случайный, так и систематический. Важно, чтобы выборки были достаточно представительными. План контроля, принимающий минимальный объем выборка, необязательно самый экономичный. Чем меньше объем выборки (меньше ее представительность), тем выше шансы принятия партии изделий плохого качества или отказа от принятия хороших
Общее число партий При определении наиболее экономичного плана контроля необходимо указывать: объем партии; издержки проверки одного изделия; издержки от браковки одного изделия; издержки принятия одного дефектного изделия; ожидаемое распределение частот качества предъявляемых к приему партий.
Если среднее качество предъявляемых партий определено с помощью оценки поставщиков, можно вычислить эффективность использования различных планов выборки и выбрать из них наиболее экономичный. Последний будет компромиссным.
В этом случае должны использоваться экспериментальные данные, полученные при предыдущих испытаниях. Кроме того, должна быть предусмотрена корректировка планов контроля при улучшении или ухудшении качества изделий. При извлечении выборки необходимо обязательно соблюдать принцип случайности и равной возможности включения каждого изделия в выборку. Если объем партии велик, то выборка незначительно влияет на ее состав, вследствие чего объем партии и получаемую информацию можно считать постоянными. При уменьшении объема партии наступает такой момент, когда выборка может существенно изменить состав партии, и если в первой выборке брак отсутствовал, то шанс на его появление в следующей возрастет. Это значит, что в небольших партиях изделий вероятность пропустить брак меньше, вследствие чего возможно некоторое Уменьшение объема выборки при снижении объема партии, то уменьшение непропорционально снижению объема партии. Эффективность выборочных методов контроля возрастает с ростом партии. Объем партии часто ограничивается. На этот показатель влияют условия транспортировки, требования потребителей, время изготовления и т.д.