5. Токарные резцы
5.1. Назначение и классификация
Резцы – наиболее распространённые однолезвийные инструменты, предназначенные для обработки деталей с вращательным или поступательным главным движением.
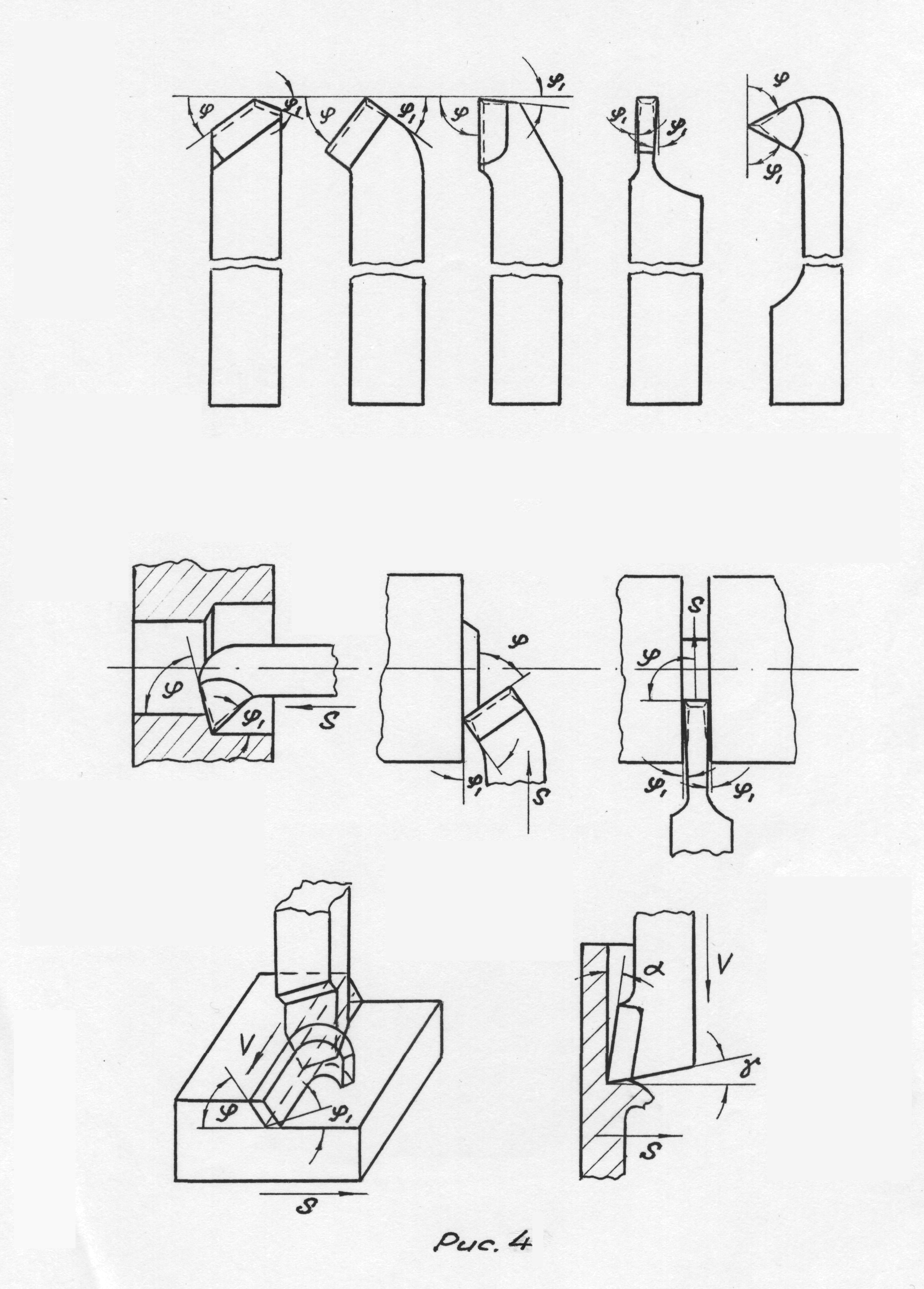
Токарные резцы применяются на токарных, револьверных, карусельных, расточных станках, и токарных автоматах и полуавтоматах. В зависимости от вида станка и выполняемой работы используются различные резцы (рис.4), которые классифицируются по следующим признакам:
по виду обработки (проходные, упорные, подрезные, расточные, отрезные, фасонные)
по характеру обработки (черновые, чистовые);
по установке относительно детали (радиальные, угловые, тангенциальные);
по направлению подачи (правые, левые)
по конструкции головки (прямые, отогнутые, изогнутые, оттянутые);
по сечению корпуса (прямоугольные, квадратные, круглые);
по конструкции (цельные, составные, сборные);
по материалу рабочей части (из инструментальной стали, твёрдосплавные, из керамических материалов, алмазные, из сверхтвёрдых синтетических материалов).
5.2. Конструктивные элементы и геометрия токарных резцов
Резец состоит из рабочей части и крепежной, служащей для закрепления на станке.
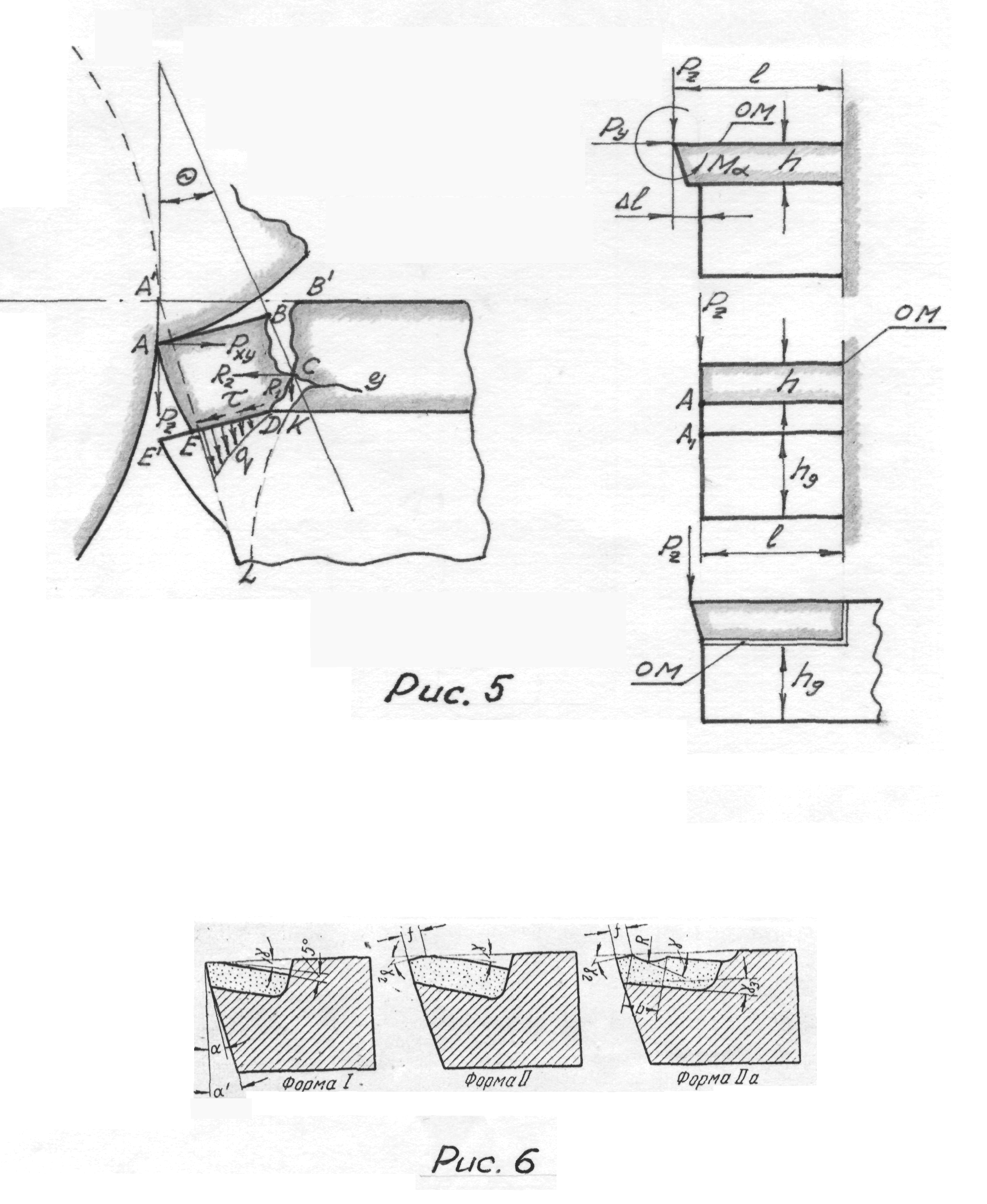
Габаритные размеры резца определяются длиной державки, выбираемой в зависимости от надежности закрепления, и её сечением, которое стандартизировано и может быть квадратной формы (4х4; 6х6; 10х10; 12х12; 16х16; 20х20; 25х25; 32х32; 40х40 мм2); прямоугольной (10х16; 12х20; 16х20; 16х25; 20х25; 20х32; 25х32; 25х40; 32х40; 32х50; 40х50; 50х63 мм2) и круглой диаметром от 10 до 40 мм. Высота державки определяется по соответствующему размеру станка или может быть ориентировочно рассчитана на прочность под действием изгибающей силы Рz. Правильней рассчитывать прочность пластины по предлагаемым схемам (рис.5.).
Резцы из быстрорежущей стали могут быть цельными или с приваренной рабочей частью (головка или пластина). Форма передней поверхност
резцов и геометрические параметры назначаются в зависимости от свойств обрабатываемого материала.
Твердосплавные резцы наиболее распространены в промышленности, поскольку обеспечивают увеличение скорости и производительности обработки. Могут быть цельными, с припаянными стандартными пластинами или с механическим креплением пластин, в этом случае пластины обычно многогранные. Конструктивное оформление передней поверхности твердосплавных резцов и их геометрические параметры зависят от свойств обрабатываемого материала (рис.6).
Из-за высокой скорости резания при обработке твердосплавными резцами необходимо предусмотреть устройства для стружколомания. Существуют различные способы для ломания стружки и удаления ее из зоны резания (заточка резца, накладные стружколоматели, специальные устройства).
Большое распространение в последнее время резцов с многогранными неперетачиваемыми пластинами связано с их преимуществами:
прочность лезвия, неповреждённого напаиванием;
долговечность корпуса (державки) резца;
экономия материала державки и затрат на её изготовление;
отсутствие затрат на переточку резцов;
наличие на пластине стружколомающих элементов;
Для крепления многогранных пластин к державке резца существуют многочисленные конструкции.
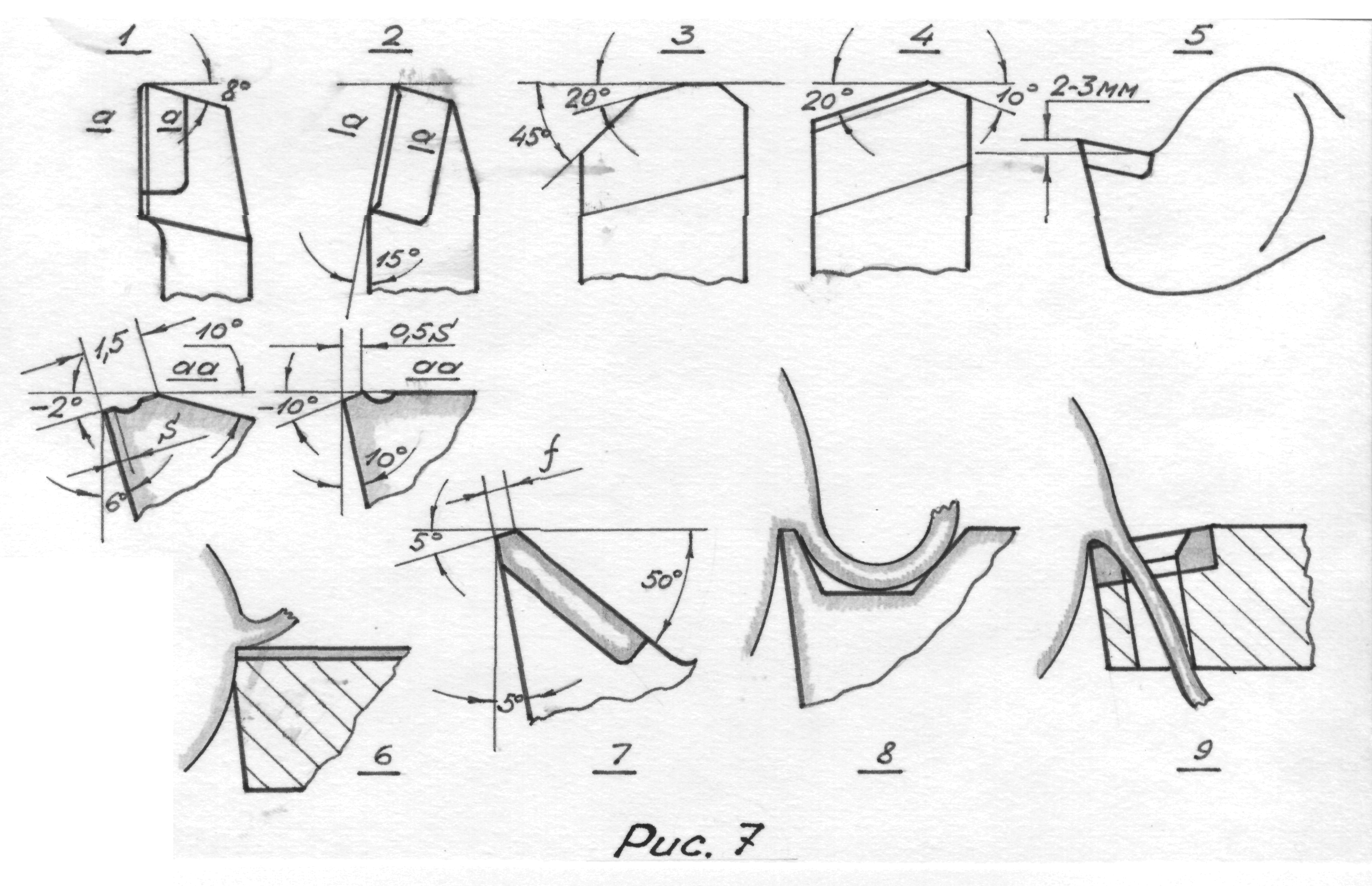
Попытки повысить эффективность токарной обработки приводит к созданию различных конструкций резцов, рабочие части некоторых из них приведены на рис.7.