12.1. Дисковые модульные фрезы
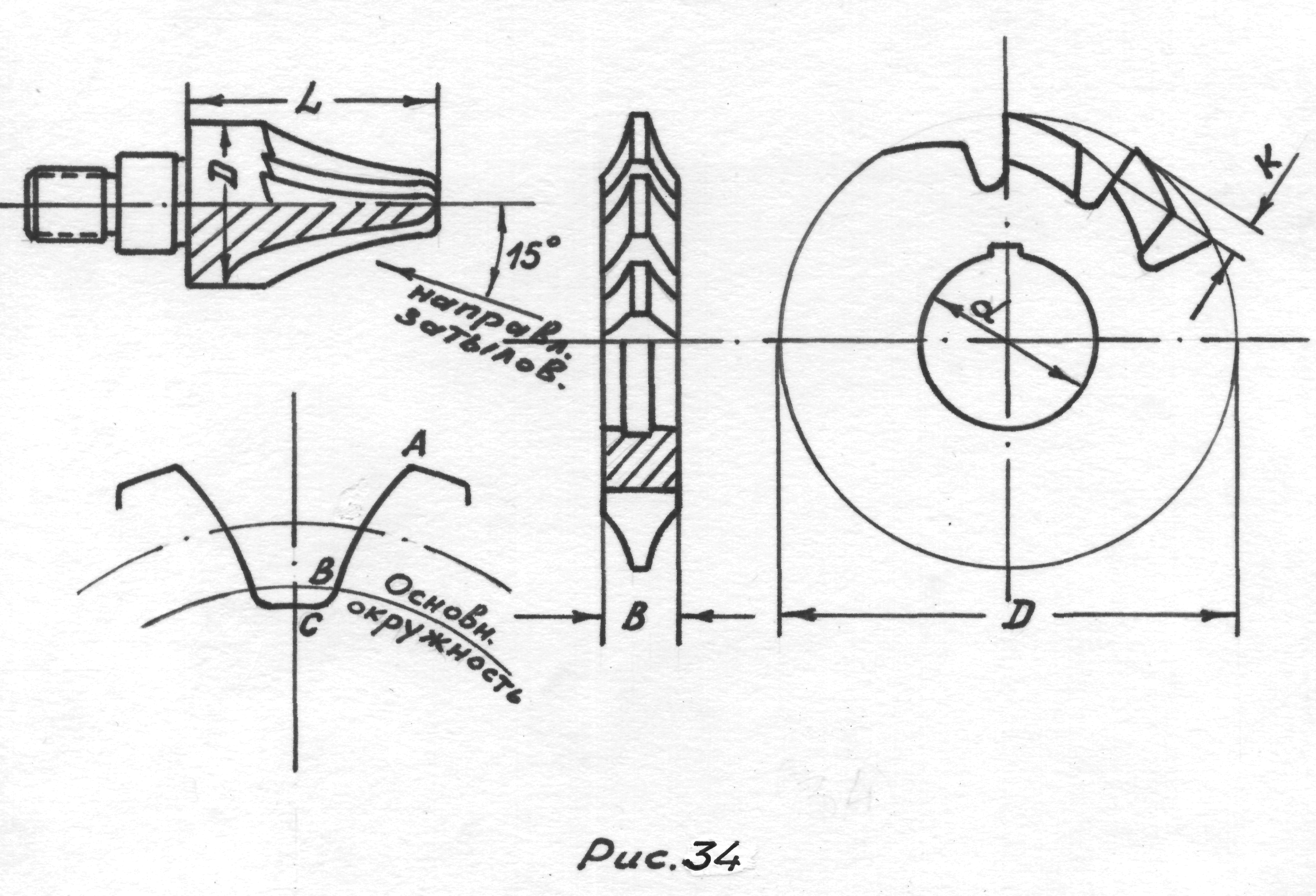
Это фасонные фрезы с затылованными зубьями, профиль которых соответствует профилю впадины нарезаемого колеса (рис.34). Применяются в индивидуальном производстве и для ремонтных работ, для их использования не требуется специального оборудования, но точность обработанных колес невелика - 9-10 степень.
Профиль зуба состоит из рабочего участка - эвольвенты - отрезок АВ и нерабочего - переходной кривой ВС. Координаты профиля определяются аналитически или графическим построением. Для упрощения расчетов имеются специальные таблицы.
Форма эвольвенты зависит от диаметра основной окружности, поэтому для каждого числа зубьев нарезаемого колеса следовало бы иметь дисковую модульную фрезы. Это дорого и неудобно, поэтому одну фрезу применяют для нарезания колес с близким числом зубьев; от 12 до бесконечности (рейка) используют наборы модульных фрез из 8 штук (основной до m = 8 включительно), 15 и 26 штук (см табл).
Номер фрезы |
1 |
2 |
3 |
••• |
7 |
8 |
Число зубьев колеса |
12-13 |
14-16 |
17-20 |
••• |
55-134 |
135 и более |
Профиль зуба фрезы рассчитывается для меньшего числа зубьев нарезаемого колеса.
Для сохранения точности профиля дисковых модульных фрез обычно используют предварительное фрезерование черновыми модульными фрезами с передним углом 8-10°.
Чистовые фрезы применяют для снятия небольшого припуска, передний угол у них равен нулю.
Профиль фрез обычно нешлифованный, для повышения их точности иногда применяется шлифование профиля, в этом случае выполняется двойное затылование.
12.2. Пальцевые модульные фрезы
Применяются эти фрезы (рис.34) в тяжелом машиностроении для фрезерования прямозубых, косозубых и шевронных колес крупного модуля (свыше 20 мм).
Чистовая пальцевая фреза - затылованная фреза с передним углом равным нулю. Профиль ее в осевом сечении соответствует профилю впадины прямозубого зубчатого колеса, для косозубого и шевронного необходим специальный расчет, так как осевой профиль фрезы отличается от профиля впадины колеса в нормальном сечении.
Черновая пальцевая фреза, имеет передний угол γ=8-10° и стружкоразделительные канавки.
Пальцевые фрезы могут быть сборными.
Наружный диаметр и длина фрезы выбираются в зависимости от размеров профиля.
Из-за разного диаметра фрезы задний угол при затыловании на длине зуба различный; чтобы уменьшить эту разницу, применяют косое затылование под углом 10-15°.
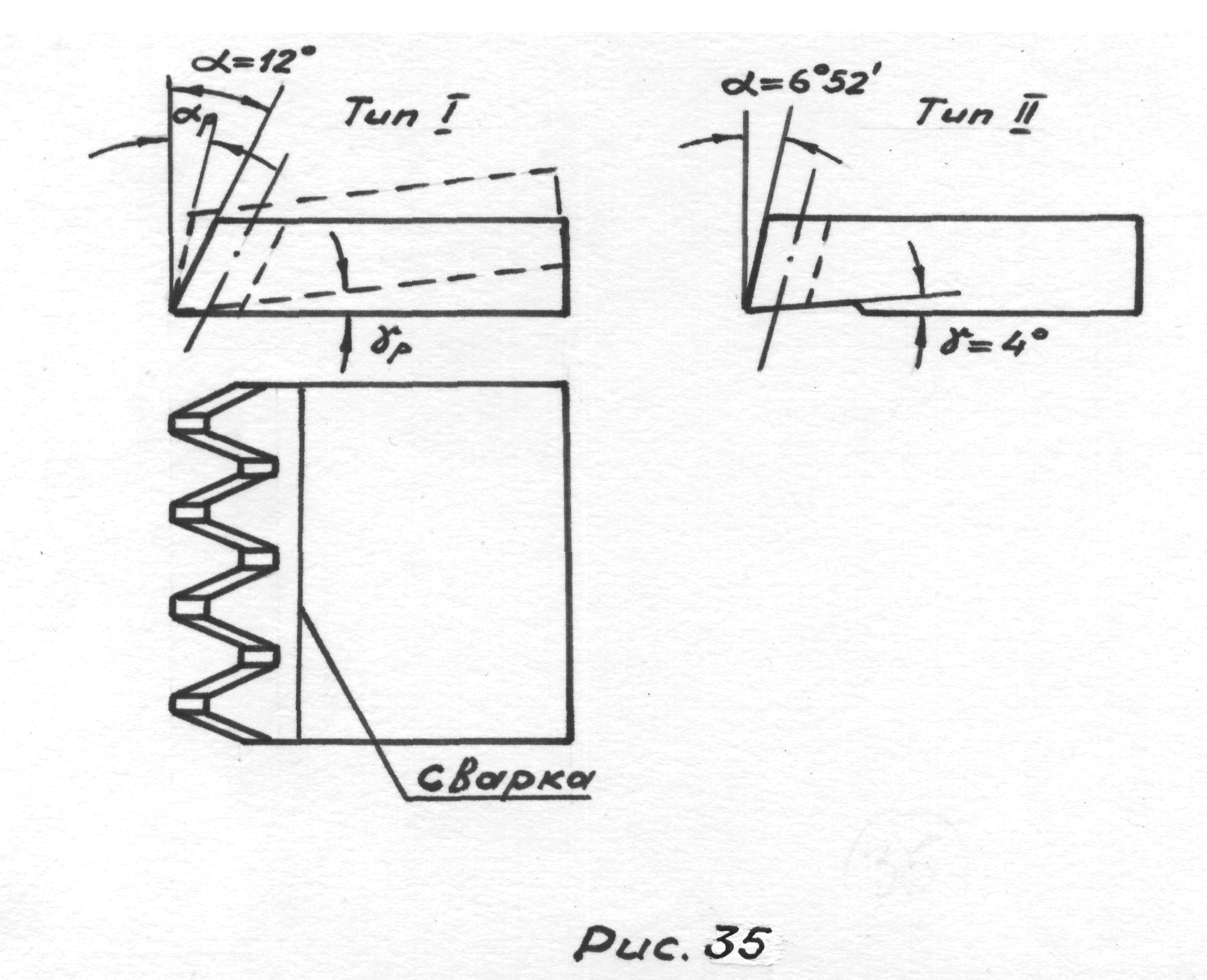
12.3. Зуборезные гребенки
Зуборезная гребенка - один из первых появившихся инструментов для обработки зубчатых колес методом обкатки. В настоящее время применяется сравнительно редко.
Зуборезная гребенка осуществляет обработку зубчатого колеса строганием, совершая возвратно-поступательные движения и обкатываясь относительно обрабатываемого колеса.
Нарезание зубчатых колес гребенкой более точный, но менее производительный метод по сравнению с обработкой червячной зуборезной фрезой.
Существуют два вида гребенок: прямозубые - для обработки цилиндрических колес и косозубые - для обработки шевронных колес.
Прямозубые гребенки бывают 2-х типов (рис 35): у одной из них передний угол получается наклонной установкой на станке, другая, имеет передний угол и устанавливается на станке горизонтально.
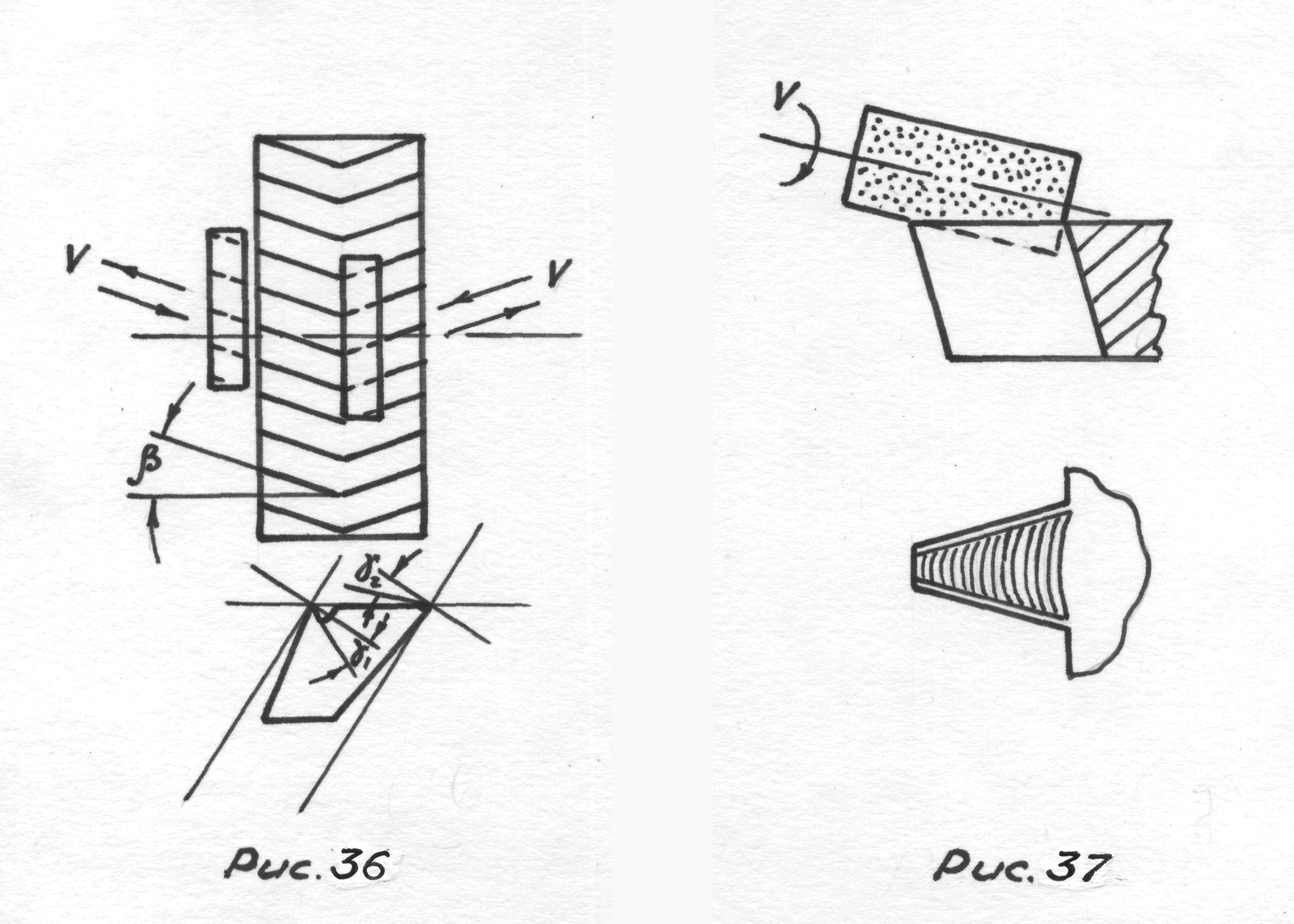
Косозубые гребенки применяются для нарезания шевронных колес без канавки. Угол β у гребенок равен 30°. Изготавливаются гребенки в комплекте попарно–правая и левая (рис.36).
Для создания одинаковых передних углов с обеих сторон зуба гребенки делается специальная заточка по передней грани.
Затачиваются гребенки по передней грани. Для увеличения передних углов на боковых режущих кромках по передней грани производится специальная заточка выемки (рис.37).