

14.3. Формирование и отвод стружки
Для формирования и отвода стружки применяются резцы со стружколомающими средствами в виде порожков, лунок, накладных стружколомов, экранов и т.д.
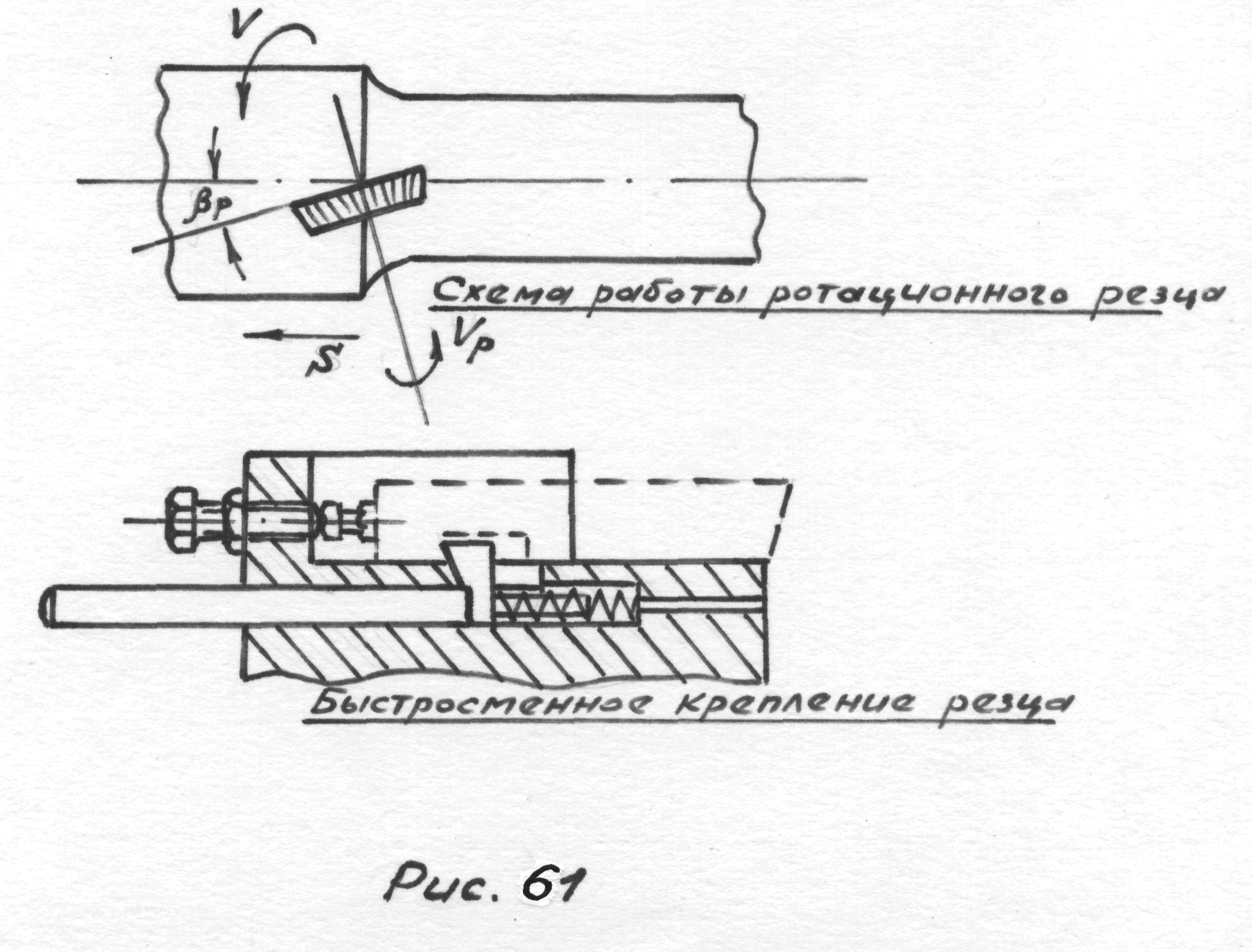
Заслуживают внимания устройства для кинематического дробления стружки за счет периодических колебаний резца в направлении подачи. На кулачках, работающих на автоматах, для этой цели выполняют канавки определенной формы и размеров. При использовании ротационных резцов на их лезвия наносятся специальные канавки или насечка.
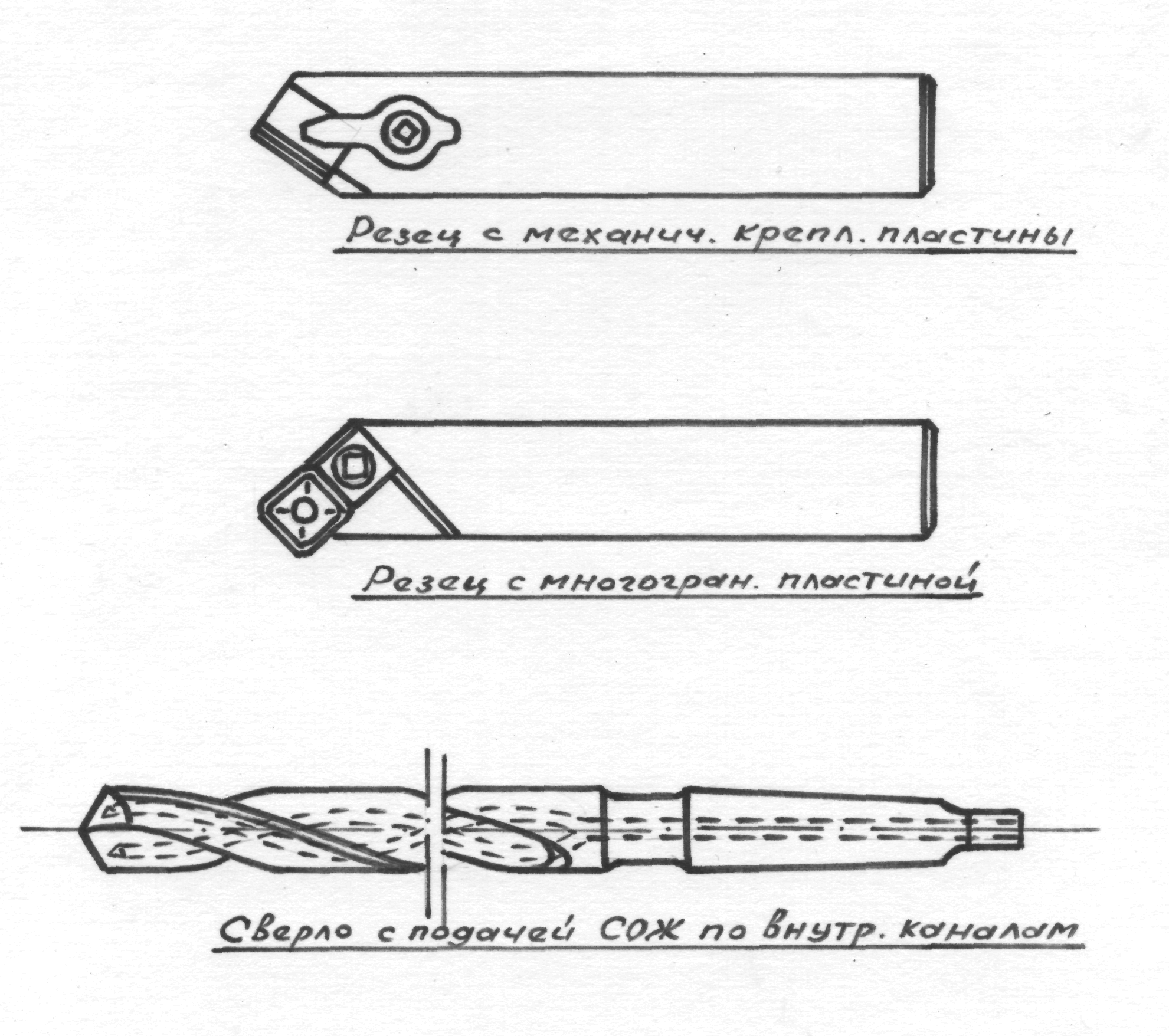

При обработке отверстий эффективным методом удаления стружки является вымывание ее из зоны резания, подаваемой под давлением СОЖ.
14.4. Обеспечение стабильности размеров
При эксплуатации автоматизированного оборудования важно знать момент необходимой остановки его для замены инструмента.
Для этой цели необходима сигнализация о состоянии инструмента.
Существуют различные конструкции устройств, главным образом электромеханические и электронные, которые позволяют получить информацию о необходимости замены инструмента. Исходными данными для таких устройств служит изменение сил резания в связи с затуплением или поломкой инструмента, или изменения размеров обрабатываемой детали.
В последнее время находят применение адаптивные системы автоматизированной обработки, в которых при изменении размеров обрабатываемой детали осуществляется автоматическая поднастройка инструмента.
Литература
Кожевников Д.В., Гречишников В.А. и др. – Режущий инструмент. Учебник для ВУЗов. М.: Машиностроение. 2004. -512с.
Металлорежущий инструмент. Сахарев. Г.Н., Арбузов О.Б. и др. М.: Машиностроение, 1989. -328с.
Иноземцев Г.Г. Проектирование металлорежущих инструментов. М.: Машиностроение, 1984. -272с.
Справочник инструментальщика. Под общ. Ред. Ординарцева И.А. М.: Машиностроение, 1987. -846с.
Шкуркин В.В. Режущие инструменты. Учебное пособие. Псков: ПГПИ 2006. -74с.
Шкуркин В.В., Козлов Д.П. Режущий инструмент. Учебное пособие по лабораторным работам. Псков: ПГПИ 2002. -24с.
Боровский Г.В. и др. Справочник инструментальщика. М.: Машиностроение 2005. -464с.