

10.3. Назначение и основные типы зенкеров
Зенкеры применяются для получения отверстий более высокого класса (9-10 квалитет) точности и меньшей шероховатости, чем при сверлении. Зенкером можно обрабатывать сквозные и глухие предварительно обработанные отверстия для получения большего диаметра, а также цилиндрические углубления под головки болтов и винтов, конусные фаски на краях отверстий и торцевые поверхности бобышек и ступиц (рис.25).


Расточные зенкеры могут быть хвостовыми и насадными. Конструкция хвостового зенкера имеет те же элементы; что и сверло.
Насадной зенкер для крепления на станке с помощью оправки имеет коническое отверстие с конусностью 1:30, крутящий момент передаётся посредством шпоночных пазов на торце зенкера (рис.25).
Рабочая часть зенкера, удаляющая припуск 1-4 мм, состоит из зубьев (z = 3-6) с режущей и направляющей частью, которые обычно выполняются винтовыми под углом ω= 10-25°.
Сердцевина зенкера больше, чем у сверла, поэтому зенкер за счёт своей жесткости позволяет устранить погрешности сверления.
Геометрические параметры зенкеров: передний угол = 0÷10°; Задний угол измеряется в нормальном сечении главной режущей кромки или в осевом и составляет 6-15°. На калибрующей (направляющей) части задний угол = 0, так как имеется цилиндрическая ленточка. Эта часть также имеет обратную конусность.
Зенкеры могут быть цельными и сборными, оснащенными пластинами твёрдого сплава, диаметры обрабатываемых отверстий от 3 до 80 мм.
10.4. Назначение и особенности разверток
Развёртки применяют для окончательной обработки отверстий после сверления, зенкерования, растачивания для получения высокой точности (6-8 квалитеты) и шероховатости (Ra = 1,25 – 0,16 мкм) поверхности отверстия. Припуск на развертывание составляет 0,15÷0,5 мм для черновых развёрток и 0,05÷0,25 мм для чистовых. Количество зубьев у развертки 6-12 обычно четное.
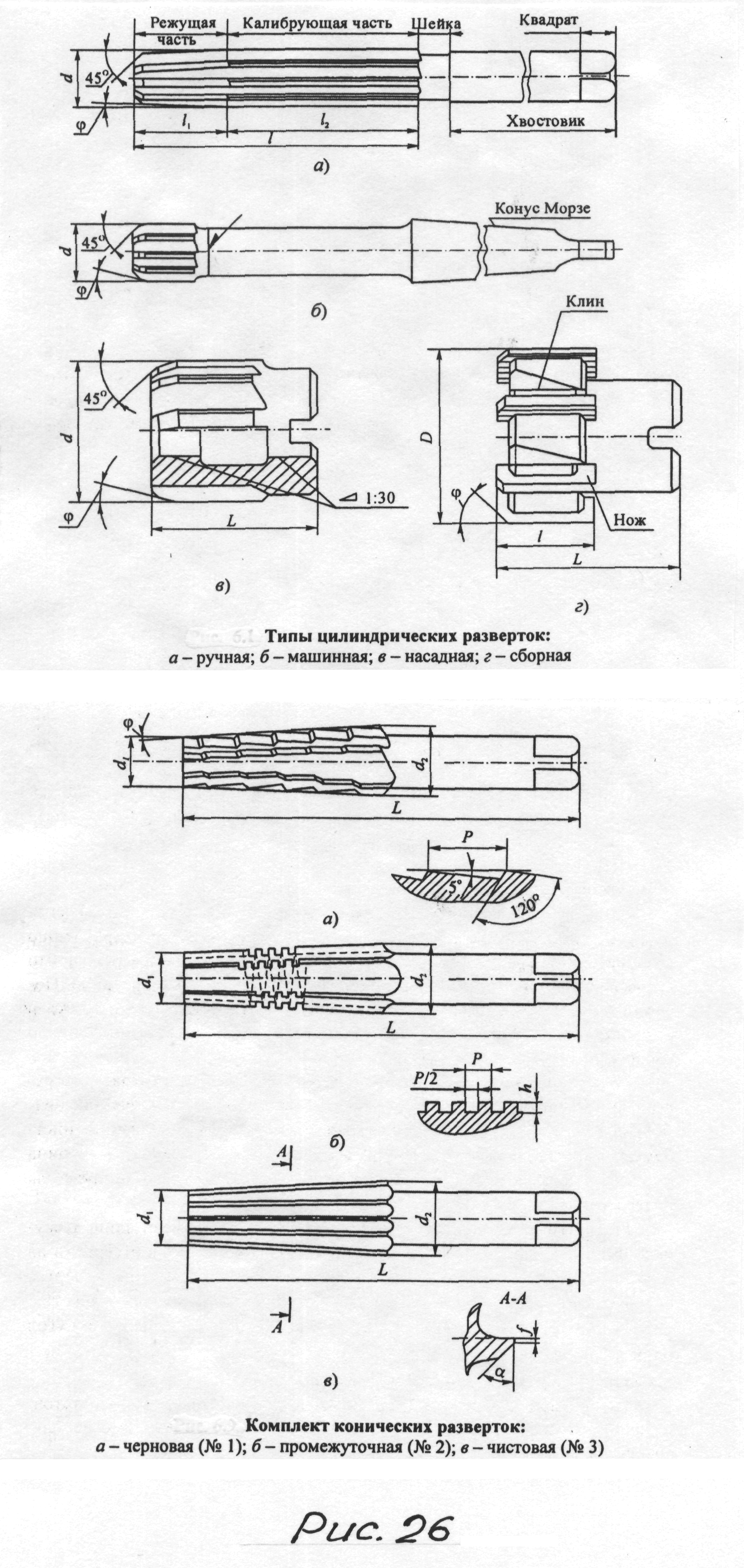
Развёртка может быть хвостовой и насадной, хвостовая состоит из рабочей части, шейки и хвостовика (рис.26). Рабочая часть выключает режущую и калибрующую, может иметь направляющий конус. Калибрующая заканчивается обратной конусностью, предохраняющей развертку от заклинивания и повреждения отверстия при выводе развёртки.
Ручная развёртка имеет цилиндрический хвостовик и квадрат под вороток для передачи крутящего момента.
Передний угол у чистовых развёрток равен нулю, у черновых 0÷15°.
Задний угол на режущей части у развёрток составляет 6÷15°, на калибрующей части он равен нулю, так как имеется цилиндрическая ленточка.
Главный угол в плане при обработке сквозных отверстий 1-2° (для ручных развёрток); φ= 5÷15° для машинных развёрток.
Вспомогательный угол в плане 1 у разверток оформлен в виде обратной конусности, что есть уменьшение диаметра к хвостовику, которое не должно превышать допуска на изготовление развёртки.
Зубья развёртки могут быть прямыми или винтовыми, в этом случае угол наклона ω= 10÷25°.
Для обработки конических отверстий применяются конические развёртки, набор которых состоит из трёх штук. Рабочая часть этих развёрток является одновременно и режущей и калибрующей (рис.26).