

Трансформаторы для дуговой сварки и наплавки Классификация сварочных трансформаторов
Трансформаторы


С увеличенным рассеянием
Магнитного поля
С нормальным рассеянием
Магнитного поля










Ручная дуговая сварка
Сварка под флюсом
В сварочных трансформаторах в связи с необходимостью большого сдвига фаз напряжения и тока для обеспечения устойчивого зажигания дуги переменного тока при смене полярности требуется обеспечить увеличенное индуктивное сопротивление вторичной цепи. С ростом индуктивного сопротивления растет и наклон ВСХ ИП на ее рабочем участке, что обеспечивает получение падающих характеристик в соответствии с требованиями общей устойчивости системы «источник питания – дуга».
В конструкциях сварочных трансформаторов первой половины 20-го века применялись трансформаторы с нормальным рассеянием магнитного поля в сочетании с отдельным или совмещенным дросселем. Регулирование тока производилось изменением воздушного зазора в магнитопроводе дросселя.
В современных сварочных трансформаторах, которые выпускаются с 60-х годов 20-го века эти треборания обеспечиваются за счет увеличения рассеяния магнитного поля. Трансформатор как объект электротехники имеет эквивалентную схему, содержащую активное и индуктивное сопротивление.
Для сварочных трансформаторов, работающих в режиме нагрузки, потребляемая мощность на порядок больше, чем потери холостого хода, поэтому при работе под нагрузкой эту схему можно не учитывать. В трансформаторах с увеличенным рассеянием магнитного поля
![]() ,
,
тогда

Для типичной схемы трансформатора основные потери магнитного поля на пути от первичной к вторичной обмотке происходят между стержнями магнитопровода.
Управление рассеянием магнитного поля производится изменением геометрии воздушного промежутка между первичной и вторичной обмотками (подвижные обмотки, подвижный шунт), согласованным изменениемчисла витков первичной и вторичной обмоток, изменением магнитной проницаемости между стержнями магнитопровода. (подмагничиваемый шунт);
При рассмотрении упрощенной схемы трансформатора с разнесенными обмотками можно получить зависимость индукционного сопротивления от основных параметров трансформатора

![]() - cопротивление
на пути магнитного потока рассеяния,
- cопротивление
на пути магнитного потока рассеяния,
-относительное перемещение обмоток,
W-.число витков обмоток.
Тогда ток во вторичной цепи:

Диапазон плавного регулирования у современных трансформаторов: 1:3; 1:4.
У многих сварочных трансформаторов есть ступенчатое регулирование: - переключение и первичной и вторичной обмотки на параллельное или последовательное включение.

У современных трансформаторов для снижения веса и стоимости на ступени больших токов сделано понижение напряжения холостого хода.
Трансформаторы с подвижными обмотками
- плавное регулирование,
W-.ступенчатое регулирование.

Такая схема используется и в сварочных выпрямителях регулируемых трансформаторов.
Трансформаторы с подвижным шунтом
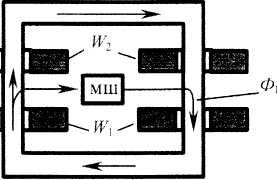
плавное регулирование,
![]()

Регулирование потока рассеяния магнитного поля в данном случае происходит за счет изменения длины и сечения элементов магнитного пути между стержнями магнитопровода. Т.к. магнитная проницаемость железа на 2 порядка больше, чем проницаемость воздуха, при движении магнитного шунта меняется магнитное сопротивление потока рассеяния, проходящего по воздуху. При полностью введенном шунте волна потока рассеяния и индуктивное сопротивление определяется воздушными зазорами между магнитопроводом и шунтом.
В настоящее время трансформаторы по такой схеме выпускаются для промышленных и бытовых целей, и такая схема используется в сварочных выпрямителях регулируемых трансформаторов.
W-.ступенчатое регулирование.
Трансформаторы с секционированными обмотками
W-.ступенчатое регулирование
Это монтажные и бытовые трансформаторы производства 60, 70, 80 годов.
Имеется несколько ступеней регулирования числа витков первичной и вторичной обмотки.
Трансформаторы с неподвижным подмагничиваемым шунтом

- плавное регулирование,

![]() -
переменная величина.
-
переменная величина.
Для управления используется падающий участок, т.е. работа сердечника шунта в режиме насыщения. Т.к. проходящий через шунт магнитный поток переменный, рабочая точка выбирается так, чтобы не выходить за пределы падающей ветки магнитной проницаемости.

С увеличением насыщения магнитопровода падает магнитная проницаемость шунта, соответственно увеличивается поток рассеяния, индуктивное сопротивление трансформатора и вследствие этого уменьшается сварочный ток.
Поскольку регулирование электрическое, то возможно дистанционное управление источником питания. Другим преимуществом схемы является отсутствие подвижных частей, т.к. управление электромагнитное, это позволяет упростить и облегчить конструкцию мощных трансформаторов. Электромагнитные усилия пропорциональны квадрату тока, поэтому на большом токе проблема с удержанием подвижных частей. Трансформаторы такого типа выпускались в 70-х и 80-х годах 20-го века.
Тиристорные трансформаторы

Принцип регулирования напряжения и тока тиристорами основан на фазовом сдвиге открытия тиристора в полупериод прямой для него полярности. При этом меняется среднее значение выпрямленного напряжения и, соответственно, тока за полупериод.
Для обеспечения регулирования однофазной сети нужны 2 встречно включенных тиристора, причем регулирование должно быть симметричным.

Тиристорные трансформаторы имеют жесткую ВСХ, регулирование которой производится по напряжению на выходе с помощью тиристоров.
Тиристоры удобны для регулирования напряжения и тока в цепях переменного напряжения, поскольку закрытие происходит автоматически при смене полярности.
В цепях постоянного тока для закрывания тиристоров обычно используют резонансные схемы с индуктивностью, что сложно и дорого, и ограничивает возможности регулирования.
В схемах тиристорных трансформаторов тиристоры устанавливаются в цепи первичной обмотки по 2-м причинам:
поскольку вторичные токи сварочных источников питания намного больше, чем максимальный ток тиристоров (до 800 А)
более высокий КПД, поскольку потери на падение напряжения на открытых вентилях в первичной цепи относительно рабочего напряжения меньше в несколько раз.
Кроме того, индуктивность трансформатора в данном случае обеспечивает большее сглаживание выпрямленного тока, чем случай установки тиристоров во вторичной цепи.
Все современные трансформаторы для сварки выполняются с алюминиевыми обмотками. Для надежности на концах приварены холодной сваркой медные накладки.
С 80-х годов. основная доля сварочных трансформаторов выполняется на холоднокатаном трансформаторном железе. Это дает в 1,5 раза большую индукцию и меньше вес магнитопровода (магнитопроводы витые).