

Расчет припусков и предельных размеров по технологическим переходам на обработку отверстия корпуса 50н9 (см. Рис. 4.3)
Технологические переходы обработки поверхности 050Н9+0.062 |
Элементы припуска, мкм |
Расчетный припуск 2zmin, мкм |
Расчетный размер dp, мм |
Допуск δ, мкм |
Предельный размер, мм |
Предельные значения припусков, мкм |
|||||
Rz |
Т |
ρ |
ε |
dmin |
dmax |
|
|
||||
Заготовка |
600 |
|
294 |
|
|
48,090 |
400 |
47,69 |
48,09 |
|
|
Растачивание |
|
|
|
|
|
|
|
|
|
|
|
черновое |
50 |
- |
15 |
127 |
2·920 |
49,930 |
160 |
49,77 |
49,93 |
1840 |
2080 |
чистовое |
20 |
- |
- |
6 |
2·66 |
50,062 |
62 |
50,00 |
50,06 |
130 |
230 |
Итого |
|
|
|
|
|
|
|
|
|
1970 |
2310 |
Допуск на размер 47 для отливки 1-го класса (табл. 2.4) 400 мкм. При однократном фрезеровании возможно получение 11-го квалитета с допуском 0,16 мм, следовательно, δ=(0,4+0,16)/2=0,28.
Если же при обработке поверхности 2 базой служила какая-то наружная поверхность, следует учитывать смещение стержня, который формирует отверстие относительно наружной поверхности. Это смещение принято определять как отклонение от номинального размера в отливке, определяемое допуском на размер соответствующего класса точности.
Эти же соображения следует принимать во внимание при определении погрешности размера (Г) в горизонтальной плоскости, т. е. также смещения положения отверстия заготовки относительно наружной поверхности. Так как в качестве базы при сверлении и развертывании отверстий Ø10Н7 использовалась боковая поверхность отливки, для определения погрешности расположения обрабатываемого в данной установке отверстия Ø50Н9 относительно базовых отверстий Ø10Н7 следует принять смещение стержня относительно наружной поверхности отливки, определяемое допуском на размер (Г) отливки.
Учитывая, что суммарное смещение отверстия в отливке относительно наружной ее поверхности представляет геометрическую сумму в двух взаимно перпендикулярных плоскостях, получаем
 мкм,
мкм,
где δБ и δГ — допуски на размеры (Б) и (Г) по классу точности, соответствующему данной отливке (см. табл. 2.4).
Таким образом, суммарное значение пространственного отклонения заготовки.
![]() мкм.
мкм.
Остаточное пространственное отклонение после чернового растачивания ρ1= 0,05 ρЗ= 0,05 .294=15 мкм.
Погрешность установки при черновом растачивании
![]() .
.
Погрешность базирования в данном случае возникает за счет перекоса заготовки в горизонтальной плоскости при установке ее на штыри приспособления. Перекос при этом происходит из-за наличия зазоров между наибольшим диаметром установочных отверстий и наименьшим диаметром штырей.
Наибольший зазор между отверстиями и штырями
Smax=δA+δB+Smin ,
где δA — допуск на отверстие: δA = 15 мкм = 0,015 мм; δB — допуск на диаметр штыря: δB = 15 мкм = 0,015 мм; Smin — минимальный зазор между диаметрами штыря и отверстия: Smin = 13 мкм = 0,013 мм.
Тогда наибольший угол поворота заготовки на штырях может быть найден из отношения наибольшего зазора при повороте в одну сторону от среднего положения к расстоянию между базовыми отверстиями:
![]()
Погрешность базирования на длине обрабатываемого отверстия l
εб=ltgα=100·0,0004=0,04 мм=40 мкм.
Погрешность закрепления заготовки (см. табл. 4.13) εз принимаем равной 120 мкм. Тогда погрешность установки при черновом растачивании.
![]() мкм.
мкм.
Остаточная погрешность установки при чистовом растачивании
ε2=0,05ε1+εинд ≈ мкм.
Так как черновое и чистовое растачивание производится в одной установке, то εинд=0.
На основании записанных в таблице данных производим расчет минимальных значении межоперационных припусков, пользуясь основной формулой
![]() .
.
Минимальный припуск под растачивание:
черновое
![]() мкм;
мкм;
чистовое
![]() мкм.
мкм.
Графа табл. 4.14 «Расчетный размер» (dp) заполняется начиная с конечного (в данном случае чертежного) размера последовательным вычитанием расчетного минимального припуска каждого технологического перехода.
Таким образом, имея расчетный (чертежный) размер, после последнего перехода (в данном случае чистового растачивания 50,062) для остальных переходов получаем:
для чернового растачивания dp1=50,062-0,132=49,930 мм;
для заготовки dp3=49,930-1,84=48,090 мм.
Значения допусков каждого перехода принимаются по таблицам в соответствии с квалитетом того или иного вида обработки.
Так для чистового растачивания значение допуска составляет 62 мкм (чертежный размер); для чернового растачивания δ=160 мкм; допуск на отверстие в отливке 1-го класса точности по ГОСТ 1855-55 составляет δ=400 мкм.
В графе «Предельный размер» наибольшее значение (dmax) получается по расчетным размерам, округленным до точности допуска соответствующего перехода. Наименьшие предельные размеры (dmin) определяются из наибольших предельных размеров вычитанием допусков соответствующих переходов.
Таким образом, для чистового растачивания наибольший предельный размер—50,062 мм, наименьший—50,062-0,062=50 мм; для чернового растачивания наибольший предельный размер—49,93, а наименьший — 49,93-0,16=49,77; для заготовки наибольший предельный размер—48,09 мм, наименьший — 48,09-0,4 =47,69 мм.
Минимальные
предельные значения припусков
![]() равны разности наибольших предельных
размеров выполняемого и предшествующего
переходов, а максимальные значения
равны разности наибольших предельных
размеров выполняемого и предшествующего
переходов, а максимальные значения
![]() — соответственно разности наименьших
предельных размеров.
— соответственно разности наименьших
предельных размеров.

Рис. 4.4. Схема графического расположения припусков и допусков на обработку отверстия Ø50Н9 корпуса (см. рис. 4.3.)
Тогда для чистового растачивания
![]() =
50,06 - 49,93 = 0,13 мм = 130 мкм;
=
50,06 - 49,93 = 0,13 мм = 130 мкм;
![]() =
50 - 49,77 = 0,23 мм == 230 мкм;
=
50 - 49,77 = 0,23 мм == 230 мкм;
для чернового растачивания
![]() =49,93
- 48,09 = 1,84 мм == 1840 мкм;
=49,93
- 48,09 = 1,84 мм == 1840 мкм;
![]() =
49,77 - 47.69 = 2,08 мм = 2080 мкм.
=
49,77 - 47.69 = 2,08 мм = 2080 мкм.
Все результаты произведенных расчетов сведены в табл. 4.14. На основании данных расчета строим схему графического расположения припусков и допусков по обработке отверстия Ø50Н9 (рис. 4.4).
Общие припуски z0min и z0max определяем, суммируя промежуточные припуски, и записываем их значения внизу соответствующих граф:
2z0min= 130 + 1840 = 1970 мкм;
2z0max = 230+2080 = 2310 мкм.
Общий номинальный припуск
z0ном = z0min + В3 – В1 = 1970 + 200-60 = 2110 мкм;
d3ном = d1ном – z0ном = 50 - 2.1 = 47,9 мм.
Производим проверку правильности выполненных расчетов:
- = 230 - 130 = 100 мкм; δ1 – δ2 = 160 - 60 = 100 мкм:
- = 2080 — 1840 = 240 мкм; δ3 - δ1 =. 400 - 160 = 240 мкм.
На остальные обрабатываемые поверхности корпуса припуски и допуски выбираем по таблицам (ГОСТ 1855—55) и записываем их значения в табл. 4.15.
Табл. 4.15.
Припуски и допуски на обрабатываемые поверхности корпуса
(см. рис. 4.3) по ГОСТ 1855—55 (размеры в мм)
Поверхность |
Размер |
Припуск |
Допуск |
|
табличный |
расчетный |
|||
1 |
Ø50 |
2·2,0 |
2·1,06 |
±0,2 |
2 |
Ø79 |
2,0 |
- |
±0,3 |
3, 4 |
Ø100 |
2,0 |
- |
±0,3 |

Рис. 4.5. Заготовка корпуса (см. рис. 4.3) с начисленными припусками и допусками
На рис. 4.5 показан чертеж заготовки корпуса с припусками на механическую обработку.
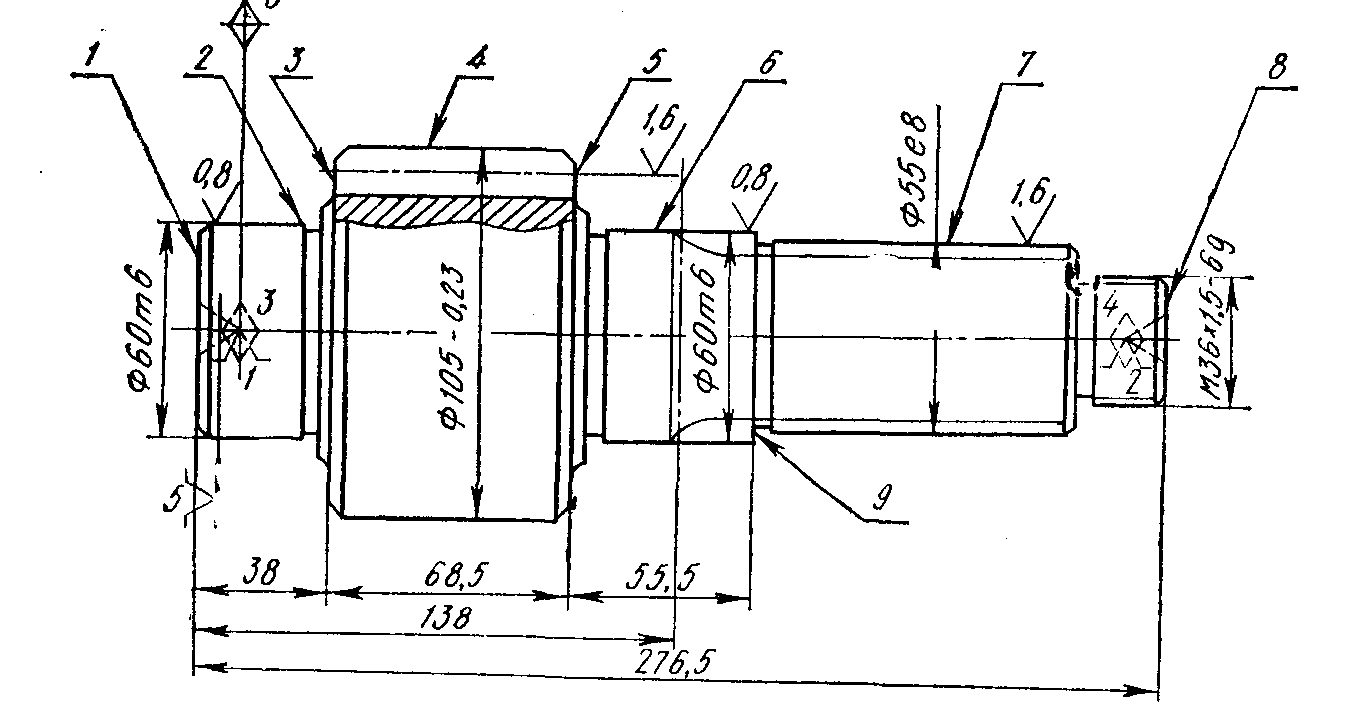
Рис. 4.6. Шестерня ведущая (чертеж и схема установки при обработке поверхностей Ø60m6):
1...9 — обрабатываемые поверхности
Табл. 4.16.
Расчет припусков и предельных размеров по технологическим переходам на обработку поверхности Ø60m6 ведущей шестерни (см. рис. 4.6)
Технологические переходы обработки поверхности Ø60m6 |
Элементы припуска, мм |
Расчетный припуск 2zmin |
Расчетный размер dp, мм |
Допуск δ, мкм |
Предельный размер, мм |
Предельные значения припусков, мкм |
||||||
Rz |
Т |
ρ |
dmin |
dmax |
|
|
||||||
Заготовка |
150 |
250 |
1820 |
|
65,27 |
3000 |
65,3 |
68,3 |
|
|
||
Обтачивание |
|
|
|
|
|
|
|
|
|
|
||
предварительное |
50 |
50 |
109 |
2·2220 |
60,83 |
400 |
60,9 |
61,3 |
4400 |
7000 |
||
окончательное |
30 |
30 |
73 |
2·209 |
60,41 |
120 |
60,41 |
60,53 |
490 |
770 |
||
Шлифование |
|
|
|
|
|
|
|
|
|
|
||
предварительное |
10 |
20 |
36 |
2·133 |
60,14 |
30 |
60,14 |
60,17 |
270 |
360 |
||
окончательное |
5 |
15 |
|
2·66 |
60,01 |
20 |
60,01 |
60,03 |
130 |
140 |
||
Пример 4.2. Рассчитать припуски на обработку и промежуточные предельные размеры на поверхность Ø60m6 ведущей шестерни (рис 46) На остальные обрабатываемые поверхности назначить припуски и допуски по таблицам ГОСТ 7505—74.
Заготовка - штамповка на ГКМ повышенной точности. Масса заготовки 11,3 кг.
Технологический маршрут обработки поверхности Ø60m6 состоит из обтачивания предварительного и окончательного и шлифования предварительного и окончательного. Обтачивание и шлифование производятся в центрах, схема установки показана на рис. 4.6.
Так же как и в предыдущем примере, записываем технологический маршрут обработки в расчетную табл. 4.16. В таблицу также записываем соответствующие заготовке и каждому технологическому переходу значения элементов припуска. Так как в данном случае обработка ведется в центрах, погрешность установки в радиальном направлении равна нулю, что имеет значение для рассчитываемого размера. В этом случае эта величина исключается из основной формулы для расчета минимального припуска, и соответствующую графу можно не включать в расчетную таблицу.
Суммарное отклонение
![]() ;
;
ρсм=1,0 мм.; ρкор=Δкl=1∙138≈0,14 мм.
 .
.
Допуск на поверхности, используемые в качестве базовых на фрезерно-центровальной операции, определяем по ГОСТ 7505—74 для штамповок повышенной точности, для группы стали М1, степени сложности С2:
δ3=3,0 мм.
![]() мм;
мм;
![]() мм.
мм.
Остаточное пространственное отклонение:
после предварительного обтачивания ρ1=0,06·1820=109 мкм;
после окончательного обтачивания ρ2=0,04·1820=73 мкм;
после предварительного шлифования ρ3=0,02·1820=36 мкм.
Расчет минимальных значений припусков производим, пользуясь основной формулой
![]() .
.
Минимальный припуск:
под предварительное обтачивание
![]() мкм;
мкм;
под окончательное обтачивание
![]() мкм;
мкм;
под предварительное шлифование
![]() мкм;
мкм;
под окончательное шлифование
![]() мкм.
мкм.
Аналогично предыдущему примеру производим расчет по остальным графам таблицы.
Графа табл. 4.16 «Расчетный размер dр» заполняется начиная с конечного (чертежного) размера путем последовательного прибавления расчетного минимального припуска каждого технологического перехода:
dp3=60,01+0,132=60,142≈60,14 мм;
dp2=60,14+0,266=60,406≈60,41 мм;
dp1=60,41+0,418=60,828≈60,83 мм.
dp3=60,83+4,444=65,27≈65,27 мм.
Записав в соответствующей графе расчетной таблицы значения допусков на каждый технологический переход и заготовку, в графе «Наименьший предельный размер» определим их значения для каждого технологического перехода, округляя расчетные размеры увеличением их значений. Округление производим до того же знака десятичной дроби, с каким дан допуск на размер для каждого перехода. Наибольшие предельные размеры вычисляем прибавлением допуска к округленному наименьшему предельному размеру:
![]() мм;
мм;
![]() мм;
мм;
![]() мм;
мм;
![]() мм;
мм;
![]() мм.
мм.
Предельные
значения припусков
определяем как разность наибольших
предельных размеров и
![]() - как разность наименьших предельных
размеров предшествующего и выполняемого
переходов:
- как разность наименьших предельных
размеров предшествующего и выполняемого
переходов:
![]() мм
=140 мкм;
мм
=140 мкм;
![]() мм
= 360 мкм;
мм
= 360 мкм;
![]() мм
=
770 мкм;
мм
=
770 мкм;
![]() мм
= 7000 мкм;
мм
= 7000 мкм;
![]() мм
= 130 мкм;
мм
= 130 мкм;
![]() мм
= 270 мкм;
мм
= 270 мкм;
![]() мм
= 490 мкм;
мм
= 490 мкм;
![]() мм
= 4400 мкм.
мм
= 4400 мкм.
Общие припуски z0min и z0max рассчитываем так же, как и в предыдущем примере, суммируя промежуточные припуски и записывая их значения внизу соответствующих граф.
Аналогично проверяется правильность произведенных расчетов и строится схема графического расположения полей припусков и допусков, учитывая в данном случае, что построение производится на наружную, а не на внутреннюю поверхность.
Номинальный припуск в данном случае определяем с учетом несимметричного расположения поля допуска заготовки:
![]()
Нижнее отклонение размера заготовки находим по ГОСТ 7505—74, Нз=700 мкм:
![]() мкм;
мкм;
![]() мм.
мм.
На остальные обрабатываемые поверхности детали припуски и допуски принимаем по ГОСТ 7505—74 и записываем их значения в табл. 4.17.
Чертеж заготовки (штамповки на ГКМ) шестерни ведущей показан на рис. 4.7.
Так же как и другие расчеты в курсовом проекте, расчет припусков удобно построить в виде расчетного формуляра, пример которого дан в прил. 8.7.
Наряду с необходимыми исходными данными в начале расчета приводится схема установки обрабатываемой заготовки: на ней должны быть показаны поверхности, для которых рассчитываются или назначаются по таблицам припуски на обработку. На схеме условными обозначениями, принятыми для технологических операционных эскизов, показывается также базирование заготовки в данной установке.
В один расчет можно включать только последовательно выполняемые переходы при одной и той же (неизменной) установке обрабатываемой заготовки. В том случае, если обработка даже одной поверхности производится за несколько различных установок, необходимо для каждой установки, показав ее схему, произвести самостоятельный расчет.
В заголовках вертикальных граф расчетной таблицы, как показано в приведенном примере формуляра, достаточно записать только индексы рассчитываемых параметров, например, .
Цифровые индексы составляющих элементов припуска по переходам, например ρ1, ρ2 и другие, соответствуют порядковым номерам выполняемых переходов.
В
том случае, когда расчет какого-то
элемента, как, например,
![]() ,
представляет несложное вычисление
суммы или разности двух-трех составляющих,
то в формуляре следует привести только
формулу в общем виде, а расчет при наличии
исходных данных, уже записанных в
таблицу, для каждого из переходов в
формуляре можно не производить, записывая
только результаты расчета в соответствующую
графу таблицы.
,
представляет несложное вычисление
суммы или разности двух-трех составляющих,
то в формуляре следует привести только
формулу в общем виде, а расчет при наличии
исходных данных, уже записанных в
таблицу, для каждого из переходов в
формуляре можно не производить, записывая
только результаты расчета в соответствующую
графу таблицы.
Номинальные значения припусков рассчитываются только для сопоставления с табличными или производственными величинами.
При расчете номинальных припусков значения БЗ, НЗ и другие на заготовки берутся из таблиц соответствующих стандартов, а для штамповок рассчитываются по приводимым выше формулам.
Эскиз заготовки с начисленными припусками и допусками дан в вышеприведенных расчетах и формуляре в качестве примера, который может быть использован для оформления чертежа заготовки. Так как выполнение в курсовом проекте чертежа заготовки со всеми размерами, а также припусками на обработку обязательно, то эскиз заготовки в расчетном формуляре можно не делать, а нанести все результаты аналитического и табличного расчетов припусков непосредственно на чертеж заготовки.
Табл. 4.17.