

Технічна характеристика регулятора контактного зварювання типу ркс-801-1
Номінальна
робоча напруга живлення мережі,
В………..………….…![]()
Номінальна частота живлення мережі, Гц…………………………...50±0.75
Мережі регулювання тривалості позиції зварювального
циклу (в періодах частоти мережі)*
попередне стискання………………………………………………...3
стискання………………………………………..……………… 01-99
 зварювання
1…………………………………….………………01-99
зварювання
1…………………………………….………………01-99
20-автомат включення мережі; 21-вилковий пакетний перемикач ступенів; 22-таблиця показів включення перемикача; 23-роз’єм для під’єднання РКС.
Рисунок 3.5-Загальний вигляд пульта керування зварювальними кліщами.
зварювання 2……………………………………….………….…01-99
охолодження………………………………………………………..1-9
проковування 1**…………………………………..……………01-99
проковування 2**……………………………….…………….…01-99
пауза……………………………………………...………………01-99
включення зусилля проковуванням (підвищеного зусилля 2) відносно кінця позиції “Зварювання 1”***……….…..…………1-9
Середнє значення напруги живлення електропневмоклапанів на опір 51±5% Ом при номінальній напрузі живлення мережі, В………….…24±2.5
Параметри імпульсу включення тиристорів на опір 6.02м±5%
амплітуда, В……………………………………………….……..20±5
тривалість, мкс……………..………………………...………200±100
Нижня границя регулювання діючого значення зварювального струму, % не більше………………………………………………………………….…..50
Зміна діючого значення зварювального струму при коливаннях напруги живлення мережі від +5 до –10%, не більше ****…………………………±3
Максимальний час модуляції переднього фронту першого імпульсу зварювального струму позиції “Зварювання 1”(при значенні позиції “Охолодження” рівний 1 періоду), с………………….……..….……0.2±0.08
Число імпульсів зварювального струму…..…………………………..(19)+1
ПРИМІТКИ:
* Перша межа вказана для множника “х1”
Друга межа вказана для множника “х2”
** Діапазон вказаний без врахування впливу на тривалість позицій зміни полярності включення першої напівхвилі зварювального струму. З врахуванням цього вплив тривалості зменшується на 0.5 періоду в порівнянні з вказаним.
*** Підвищення зусилля не включається, якщо значення позиції “Проковування” менше значення затримки (1…9 періода).
**** Значення приведено для випадку встановлення тумблера “Стабілізація струму” в положення включеної системи стабілізації зварювального струму і cos =0.4. Для інших значень cos допускається стабілізація в межах ±5%.
Регулятор контактного зварювання РКС-801-1 (рис. 3.6) складається з корпусу 1, ручки для транспортування 2. На передній панелі встановлені цифровий покажчик 3 параметрів режиму зварювання і приведені функціональні символи 4, змонтовані сигнальні лампочки 5, перемикачі режимів 6 і запобіжник 7.
Конструктивно регулятор розділений на функціональні блоки:
блок живлення, який складається із трансформатора і блока стабілізаторів на печатній платі і служить для перетворення напруги живлення мережі в напругу необхідної форми і величини для живлення всіх блоків регулятора;
блок циклу, елементи якого розміщені на печатній платі, призначений для задання необхідної циклограми роботи контактної машини;
блок рахунку, призначений для перетворення двійково-десяткового ходу і погодження з заданими значеннями тривалості позицій перемикача;
блок регулювання струму, призначений для керування фазою включення тиристорного контактора. В схему фазового регулювання входить також понижувальний трансформатор, через який вводиться напруга з тиристорів контактора;
блок підсилювачів, призначений для підсилення імпульсів керування тиристорним контактором, а також для включення клапанів.
Керування регуляторами проводиться шляхом замикання і розмикання контактів зварювальної машини.
Розглянемо роботу регулятора в режимі одиничного зварювання. При подачі на регулятор напруги мережі засвічується світло діод “∞” на передній панелі.
При замиканні контактів кнопки зварювальних кліщів, сигнал подається на блок циклу і починається “Попередній стиск”. Одночасно, на блоці рахунку лічильник виробляє імпульси рахунку для позиції “х1”, а для “х10”. При збіганні кількості імпульсів на дешифраторах з кількістю періодів встановлених на перемикачі позицій “Передній стиск”, в блок циклу поступає сигнал, що запускає рахунок позиції “Стиск”. Потім відпрацьовуються позиції циклу “Зварювання 1”, “Проковування 1”, “Зварювання 2”, “Проковування 2”.
1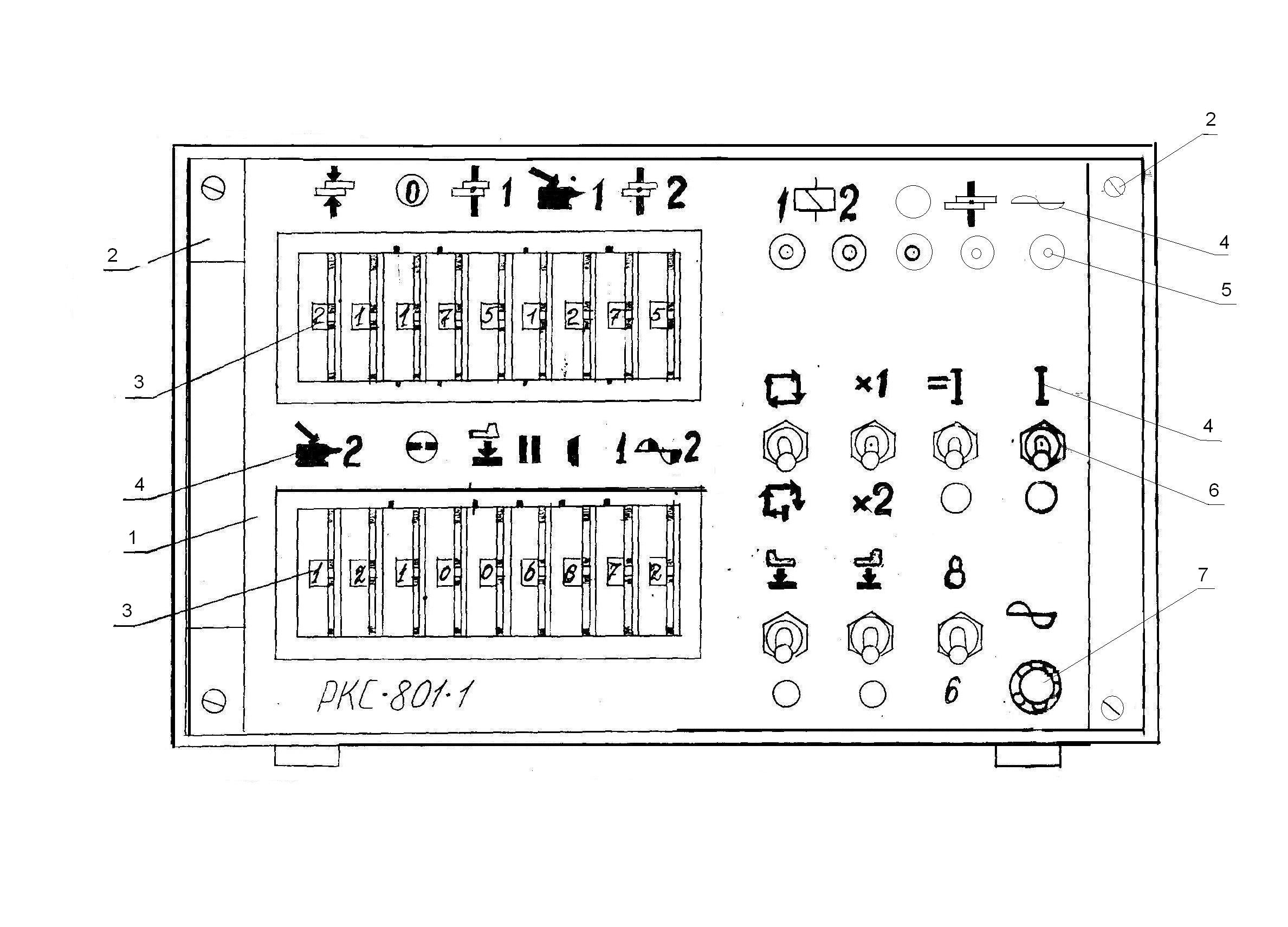 -корпус
регулятора контактного зварювання;
2-ручка; 3-цифровий покажчик; 4-функціональні
символи; 5-сигнальні лампочки;
6-переключателі режимів; 7-запобіжник.
-корпус
регулятора контактного зварювання;
2-ручка; 3-цифровий покажчик; 4-функціональні
символи; 5-сигнальні лампочки;
6-переключателі режимів; 7-запобіжник.
Рисунок 3.6-Загальний вигляд передньої панелі регулятора контактного зварювання типу РКС-801-1
При постійно замкнених контактах кнопки автоматично повторюється зварювальний цикл, якщо тумблер режиму роботи в положенні “Серія зварювань” і дає тільки один цикл в положенні “Одиночне зварювання”, в режимі “Серія зварювань” витримка “Попередній стиск” включається після проходження витримки “Стиск” забезпечується проходження повного зварювального циклу. У випадку розмикання кнопки на витримці “Стиск” забезпечується повернення у вихідне положення електродів зварювальної машини.
Індикація проходження зварювального циклу здійснюється за допомогою світлодіодів, встановлених на лицевій панелі.
Для роботи регулятора за циклом тривалості кожної витримки повинні бути не менше “01” (1 період).
Блок регулювання струму забезпечує формування імпульсів керування тиристорним контактором, автоматичне регулювання cos і стабілізацію зварювального струму.
Блок підсилювачів призначений для підсилення імпульсів керування тиристорним контактором і включення електромагнітних клапанів.
В блоці передбачений електронний захист кіл живлення клапанів від перевантажень за струмом. Індикація спрацювання здійснюється за допомогою світлодіода на лицевій панелі.
Величина зварювального струму для позицій “Зварювання 1” і “Зварювання 2” задається перемикачами “Нагрів 1” і “Нагрів 2” відповідно. Нульове положення перемикача відповідає мінімальній величині зварювального струму (50%), положення “9” – максимальне.
Перемикачем “Компенсація” можна відключити стабілізацію, що збільшує величину струму на 15 % .
Зварювальний струм можна відключити тумблером “Струм включений”. Такий режим необхідний при налагодженні машини.
Регулятор виконує також наступні функції:
в режимі імпульсного зварювання позиції “Охолодження” і “Зварювання 1” може спрацьовувати до 9 разів в одному циклі. Кількість імпульсів задається перемикачем “Число імпульсів”.
перший імпульс зварювального струму позиції “Зварювання 1” може бути модульований. Суть модуляції полягає в тому, що перша півхвиля зварювального струму має значення максимальної величини і за 10 періодів наростає до максимального значення (яке повинно бути встановлено перемикачем “Нагрів 1”). При встановленні перемикача “Наростання” в положенні “9” час модуляції найбільший і складає 0,2с. При встановленні перемикача в положення “С” імпульс не модулюється.
електромагнітний клапан, що керується регулятором, здійснює додаткове обтискання деталі на позиціях “Стиск” (підвищене зусилля 1) і на позиціях “Проковування 1”, “Зварювання 2”, “Проковування 2” (підвищене зусилля 2). Підвищені зусилля можуть бути відключені відповідними тумблерами. Індикація роботи еклектромагнітного клапана здійснюється світлодіодом. Спрацювання електромагнітного клапана на “підвищення зусилля 2” можна затримати на 1…9 періодів з моменту закінчення позиції “Зварювання 1” за допомогою відповідного перемикача (тривалість позиції “Проковування 1” повинна бути не менше значення затримки).
Призначення контактора тиристорного
Контактор тиристорний КТ-О7УХЛ4, призначений для комплектації точкових, шовних та рельєфних контактних зварювальних машин і служить для комутації та керування однофазним струмом промислової частоти, при наявності блока керування з синхронним включенням зварювального струму.
Технічна характеристика тиристорного
контактора КТ-07.
Параметри мережі живлення:
напруга живлення, В……………….……………………………….…220–380
частота живлення мережі, Гц…………………………………….…………50
Номінальний струм при ПВ=20% і тривалість імпульсу
струму 0.5 с, А………………….………………………….………….……480
Керування контакторам здійснюється від синхронних регуляторів зварювання типів РКС-502, РКС-801, що видають на виході однополярні імпульси з параметрами:
напруга 20 В ± 5 В на опорі 6.2 Ом ± 8%;
тривалість (на рівні не нижче 15 В) 200±100 мкс;
частота, в два рази перевищує частоту мережі.
Пневматична система машини типу МТП-1401
Загальна будова пневматичної системи машини
Система пневматична (рис. 3.7) служить для підготовки і подачі стиснутого повітря в камеру пневмопривода зварювальних кліщів. Вентилем 1 відкривається доступ повітря в систему. Для очищення повітря від домішок служить фільтр 2. Редуктором 3 за манометром встановлюється необхідний тиск. При проходженні через маслорозпилювач 4, повітря збагачується маслом. Доступ повітря в камеру пневмоприводу зварювальних кліщів 6, керується клапаном пневматичним 5.
Залежність зусилля стиснення електродів від величини тиску повітря в пневмосистемі (величини показників тиску на манометрі) приведено на рис. 3.8.

1 - вентиль; 2 - вологовідділювач; 3 - редуктор; 4 –маслорозпилювач (лубрікатор); 5-електро-пневмоклапан; 6-пневмокамера зварювальних кліщів; 7-манометр.
Рисунок 3.7. - Схема пневматичної системи машини МТП-1401.

Рисунок 3.8.-Залежність зусилля стискання електродів від тиску
повітря в системі.
Система охолодження машини типу МТП-1401
Для інтенсивного відведення тепла від частин машини, які нагріваються при проходженні зварювального струму служить система водяного охолодження машини (рис. 3.10).
Доступ води в систему регулюється вентилем 3. Вода підводиться паралельними вітками до зварювального трансформатора, рухомому і нерухомому електродотримачам зварювальних кліщів 4. Контроль потоку води здійснює гідравлічне реле 2, яке не допустить підключення машини до мережі, при недостатньому тиску води в системі.

1-реле гідравлічне; 2-шафа керування; 3-вихідний розприділювач; 4-кліщі зварювальні; 5-вхідний розприділювач; 6-вентиль.
Рисунок 3.10 - Схема охолодження машини типу МТП-1401.
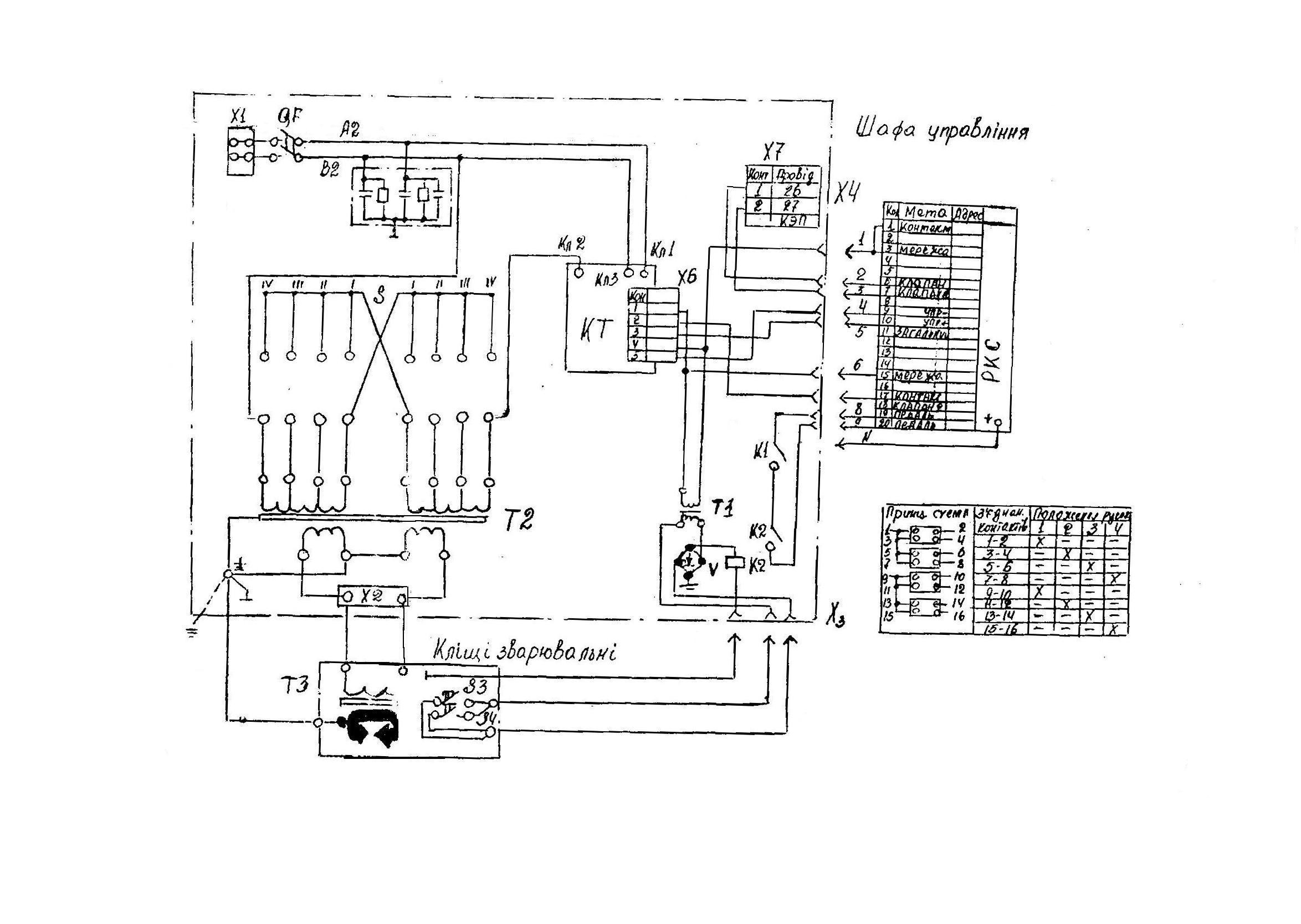
Х1-блок підключення шафи керування до мережі; Х2-блок підключення зварювальних кліщів; Х3-роз’єм підключення кола керування кліщами до шафи; Х4- роз’єм підключення РКС до шафи керування; Х6-гніздо підключення контактора; Х7-гніздо для підключення електромагнітного клапана; QF-вимикач змінного струму (автомат); V-випрамляч у схемі керування; К1,К2-реле; КТ-контактор тиристорний; КЄП-електропневмоклапан; РКС-регулятор контактного зварювання;S3,S4-мікровимикачіТ1-трасформатор; Т2-трансформатор понижувальний (проміжний); Т3-трансформатор зварювальний.
Рисунок3.11.-Схема електрична принципова машини типу МТП-1401
Електрична схема машини
Електрична схема машини приведена на рисунку 3.11.
Електрична схема машини працює наступним чином. Натисканням кнопки S3 чи S4 запускається регулятор контактного зварювання РКС. Поступає живлення на катушку клапана пневматичного КЕП і відкривається доступ повітря з мережі в камеру пневмопривода. Відбувається стискання зварювального виробу. Після стискання з регулятора РКС на контактор КТ поступає імпульс запалювання. В залежності від знаку напруги відкритий то один, то другий тиристор. У вторинному контурі зварювального трансформатора ТЗ протікає зварювальний струм. Із закінченням часу зварювання живлення електроенергією понижувального (проміжного) трансформатора Т2 призупиняється. Зварювальний струм не протікає між електродами. Період часу “Проковування”, який задається регулятором РКС, катушка пневматичного клапана КЕП одержує живлення, пневмоклапан спрацьовує і додатково стискаються електроди. По закінчені часу “Проковування” живлення на катушку клапана пневматичного КЕП припиняється, спрацьовує пневмоклапан і електроди розходяться. Час, необхідний для переміщення зварювальних кліщів чи заміна зварюваного виробу, визначається витримкою “Пауза”. При автоматичному зварюванні “Пауза” задається регулятором РКС. При одиничному зварюванні “Пауза” залежить від моменту повторного натискання кнопки S4 чи S3.
Перемикач S дозволяє встановити необхідний ступінь регулювання вторинної напруги (величини зварювального струму). Вторинна напруга холостого ходу і значення коефіцієнта трансформації машини наведені в таблиці 3.1.
Таблиця 3.1–Вторинна напруга холостого ходу і коефіцієнти трансформації машин типу МТП-1401.
Ступінь |
І |
ІІ |
ІІІ |
ІV |
Положення перемикача |
|
|
|
|
Коефіцієнт трансформації |
186 |
136 |
111 |
94 |
Вторинна напруга холостого ходу |
1.9 |
2.5 |
3.1 |
3.7 |




Навантажувальні характеристики машини в залежності від ступеня включення показано на рисунку 3.12.

1-перша ступінь; 2-друга ступінь; 3-третя ступінь; 4-четверта ступінь.
Рисунок 3.12-Навантажувальні характеристики машини типу МТП-1401 за ступенями.
ПОРЯДОК РОБОТИ НА МАШИНІ ТИПУ МПТ-1401
Перевірка роботи машини на вибраних параметрах режиму без включення зварювального струму.
Перевірити надійність заземлення ізоляції шляхом огляду затискних пристроїв, проводів та ізоляції.
Періодично перевіряйте опір вторинного контуру машини. При значному його збільшені протріть контактні поверхні і затисніть контакти вторинного контуру.
Під’єднайте кабелем регулятор циклу зварювання до шафи керування. Зробіть заземлення регулятора циклу зварювання. Місце під’єднання проводу заземлення необхідно зачистити до металевого блиску.
Подати воду з мережі та проконтролювати її прохід через зливний шланг.
Подати повітря в пневмосистему.
Включити цеховий щиток живлення електричної енергії.
Встановити за допомогою редуктора і манометра необхідне зусилля стискання електродів (рис. 3.8). Відредагувати випуск повітря із циліндра.
Перемикач ступенів поставити в положення “вимкнуто”, а на регуляторі РКС-801 виконати наступне:
тумблер “Струм” поставити в положення “Відключено”;
тумблер роду робіт поставити в положення “Одиночне зварювання”;
Встановити необхідну тривалість кожної позиції, при цьому потрібно враховувати, що величина позиції “Стиск” повинна бути такою, щоб електроди зварювальної машини за час цієї позиції могли зійтись і зусилля встигло нарости до встановленої величини. Крім того, забороняється встановлювати рівною нулю тривалість хоча б одної позиції, тобто одночасно встановлювати в нуль перемикач десятків і одиниць.
Впевнитись, що напруга на машину не подається.
Під’єднати підвісну частину вихідного роз’єма до регулятора і подати живлення на машину, при цьому повинен загорітися світлодіод “Мережа”.
Натиснути кнопку і прослідкувати роботу одиничного циклу.
Примітка: у випадку перевантаження за струмом в колі клапанів і спрацювання захисту (в цьому випадку загориться світлодіод “Захист”) вихідні пристрої регулятора відключаються. Подальша робота можлива у випадку виконання наступних операцій:
відключення регулятора від мережі;
виявлення причин перевантажень за струмом в колі живлення клапанів і їх усунення;
підключення регулятора до мережі.
Поставити тумблер роду робіт в положення “Серія зварювань”. Натиснути педаль і прослідкувати відпрацювання регулятором декількох циклів.
При чіткості роботи машини без включеного струму виконується зварювання деталей.
Порядок зварювання деталей на точковій підвісній машині
У відповідності до товщини і матеріалу зварюваних деталей вибрати необхідні параметри режиму зварювання.
Маніпулюючи зварювальними кліщами, підвести їх до зони зварювання.
Перемикачем “Нагрівання” і перемикачем ступенів зварювального трансформатора встановити необхідний зварювальний струм. Тумблером роду робіт встановити необхідний режим роботи. Вторинна напруга холостого ходу і коефіцієнти трансформації машини за ступенями приведені в таблиці 3.1.
Регулятором тиску встановити необхідний тиск повітря в пневмосистемі.
Регулятором циклу зварювання встановіти необхідні витримки часу “Стиск”, “Зварювання”, “Проковування”, “Пауза”.
Підключити шафу керування до мережі.
Натиснути кнопку на кліщах.
Регулятор відпрацьовує одиничний цикл, якщо тумблер роду робіт знаходиться в положенні, що відповідає одиничному зварюванні. Якщо він знаходиться в положенні “Серія зварювань”, то при натиснутій кнопці цикл буде повторюватися автоматично, при чому, починаючи з другого циклу витримка часу “Попередній стиск” виключається (витримка “Стиск” повинна враховувати п. 4.1.9, врахуйте також примітки до п. 4.1.12).
Під час роботи слідкуйте за станом електродів. Контактні поверхні повинні бути строго паралельні, не повинно бути осьового зміщення електродів. Рекомендовані діаметри електродів при зварюванні листів товщиною δ: de = 2δ + 2.5мм. Орієнтований кут заточення –1200С.
При експлуатації уникайте різких згинів і стискання шлейфу живлення кліщів зварюваних.
В кінці роботи провести відключення машини:
а) виключити автоматичний вимикач;
б) відключити живлення електроенергією цехового щитка;
в) відключити живлення повітрям;
г) відключити живлення водою.
Відключення води потрібно проводити не раніше, ніж через 5 хв. після закінчення зварювання.
д) продути систему водяного охолодження стиснутим повітрям для видалення з неї води.
ЗМІСТ ЗВІТУ
Тема і мета роботи.
Коротко описати призначення, характеристику, основні вузли машини і принцип роботи.
Привести основні схеми і ескізи пневмо- і охолоджуючої систем вузлів машини.
Описати порядок підготовки точкової машини до зварювання.
У відповідності до завдання підібрати необхідні параметри режиму зварювання.
Привести перелік посилань.
КОНТРОЛЬНІ ПИТАННЯ
Способи і фізична суть точкового зварювання;
Перечистити основні вузли і системи машини;
Будову і принципи роботи системи охолодження і пневмосистеми;
Будову і призначення основних вузлів машини;
Будова зварювальних кліщів машини;
Будова шафи управління;
Призначення та технічна характеристика регулятора зварювання типу РКС-801;
Пояснити принцип роботи електричної схеми;
Пояснити порядок підготовки машини до роботи;
РЕКОМЕНДОВАНА ЛІТЕРАТУРА
Основна
Орлов В.Д., Дмитриев Ю.В., Чекалев Л.А. Технология и оборудование контактной сварки – М.: Машиностроение, 1975. – 538 с. – 5 прим.
Гельман А.С. Технология и оборудование контактной электросварки. – М.: Мащгиз., 1960, - 368 с. – 2 прим.
Додаткова
Гуляев А.И. Технология точечной и рельефной сварки сталей – М.: Машиностроение, 1978, 300 с. – 2 прим.
Чулошников П.Л. Точечная и роликовая электросварка легированых сталей и сплавов – М.: Машиностроение, 1974, 144 с. – 1 прим.
Глебов Л.В., Филипов Ю.И., Чулошников П.Л. Устройство и эксплуатация контактных машин – Л.: Энергоатомиздат, 1968, 410 с.
Зміст