

Наименование тканей для конвейерных лент
Номинальная прочность ткани при разрыве (основа/уток), Н/мм |
Обозначение синтетических тканей |
Обозначение комбинированных тканей (осно-ва/уток) |
|
Основа и уток из полиамид- ных тканей |
Основа из полиэфирных нитей, уток из полиамидных нитей |
||
65/20 |
– |
– |
БКНЛ- |
100/60 |
ТА-100, ТК- |
– |
65, |
200/65 |
100 |
ТКЛ-200 |
БКНЛ- |
300/60 |
ТК-200-2 |
ТКЛ-300 |
65-2 |
400/100 |
ТА-300, ТК- |
ТЛК-400 |
– |
200/200 |
300 |
– |
– |
300/300 |
ТА-400, ТК- |
– |
– |
100/100 |
400 |
– |
– |
|
Защитная прокладка То же брекерная прокладка ТКБ (ДСТУ 18215-87) |
|
– – |
Условные обозначения тканевых лент включают тип и подтип ленты, ширину, мм, число прокладок, шифр ткани, толщину резиновых обкладок, мм, а также класс обкладочной резины.
Каркас резинотросовых лент представляет собой один ряд парал-лельно расположенных с определенным шагом и запрессованных в слоях резины латунированных металлических тросов (рис. 28.2, в, г, д). Резинотросо-вые ленты выпускаются прочностью 1000-6000 Н на 1 мм ширины каркаса.
Резинотросовые ленты подразделяются на ленты общего назначения (РТЛ), огнестойкие (РТЛО) и огнестойкие с повышенной морозостойкостью (РТЛОМ) для эксплуатации при температурах, соответственно, от -45 до +60, от -20 до +60 и от -60 до +60 оС. Ленты прочностью 6000 Н/мм ширины выпускаются только общего назначения и огнестойкие. В обозначение ленты входят ее прочность (Н/мм ширины) и ширина, мм: РТЛОМ 2500×1200 ТУ 38.1051531-82 (лента огнестойкая с повышенной морозостойкостью, прочностью 2500 Н/мм и шириной 1200 мм). Резинотросовые ленты применяют в конвейерах большой длины и производительности.
Привод. Основными частями привода (приводной станции) (рис. 28.3) ленточного конвейера служат 1, 2, реже 3 приводных барабана и приводящие их в движение приводные блоки. Приводной барабан может являться разгру-зочным (рис. 28.3, а) или разгрузочный барабан может быть вынесен на консоль (рис. 28.3, б).
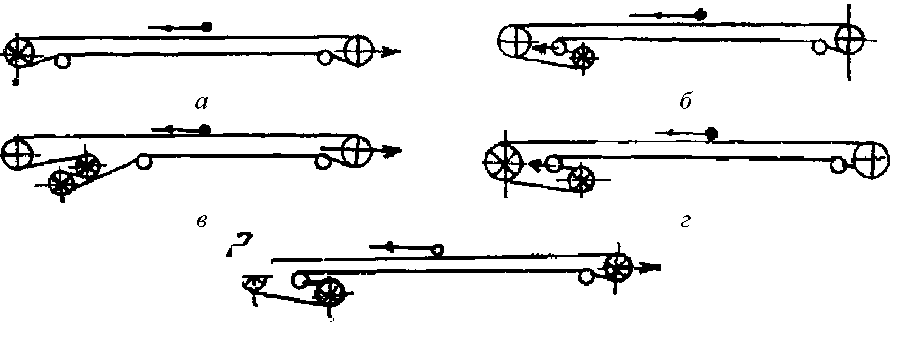 Рис.
28.3. Схемы обводки ленты по барабанам
Рис.
28.3. Схемы обводки ленты по барабанам
При двух приводных барабанах разгрузочный барабан также можно вынести на специальную консоль, но при этом лента будет обходить первый приводной барабан «грязной» стороной, что снижает коэффициент сцепле-ния ленты с барабаном (рис. 28.3, в). Поэтому распространение получила схема, показанная на рис. 28.3, г, которая не имеет такого недостатка. Схема с тремя приводными барабанами применяется на длинных конвейерах, так как позволяет уменьшить натяжение ленты (рис. 28.3, д).
Приводной блок состоит из электродвигателя, редуктора, соедини-тельных муфт и тормоза (рис. 28.4). Кроме того, на раме приводной станции монтируются отклоняющие ленту барабаны, устройства для очистки ленты и барабана, пусковая и сигнальная аппаратура, а иногда также натяжное устройство.
Выбор той или иной схемы привода определяется, главным образом, требующейся мощностью и обосновывается в каждом конкретном случае расчетом. Приводные станции стационарных конвейеров монтируются на фундаменте, а передвижные, перемещаемые трактором или лебедкой, - на понтонной плите, на рельсовом или неприводном гусеничном ходу (рис. 28.5, рис. 28.6). Мощные и тяжелые станции устанавливаются на приводном гусеничном или шагающем ходу.
Натяжные устройства. Натяжные устройства ленточного конвейера предназначены для поддержания натяжения конвейерной ленты в пределах, необходимых для ограничения провеса ее на грузовой ветви, и передачи приводом требуемого тягового усилия. Натяжные устройства устанавливают обычно в местах наименьшего натяжения ленты: на сбегающей ветви у привода (горизонтальные и слабонаклонные конвейеры) или в хвостовой части (наклонные конвейеры).

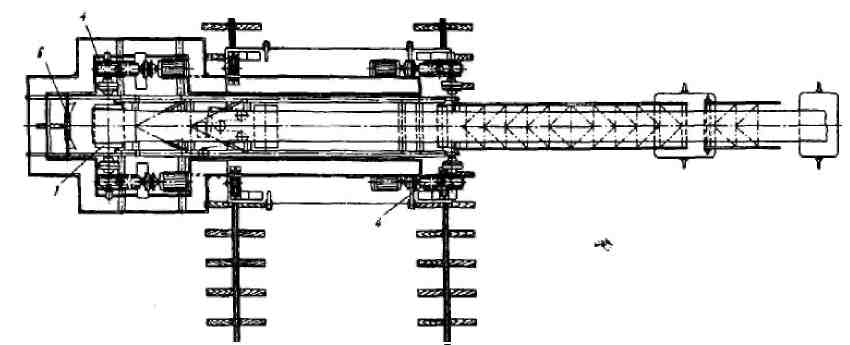
Рис. 28.5. Приводная головка передвижного конвейера на рельсовом ходу: 1 – раз-грузочный и приводной барабан; 2 – приводной барабан; 3 – натяжной барабан; 4 – при-водные блоки; 5 – привод лебедки натяжного барабана; 6 – заслонка
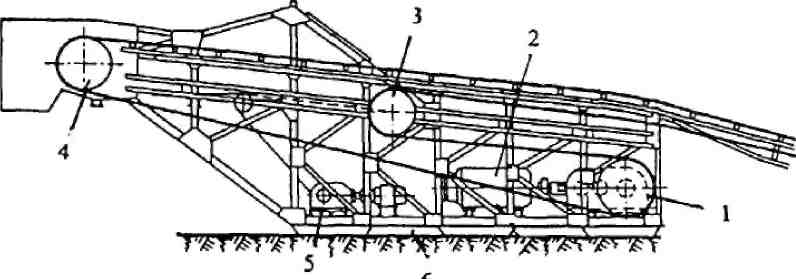
Рис. 28.6. Приводная головка передвижного конвейера на понтонной плите: 1 – приводной барабан; 2 – приводной блок; 3 – натяжной барабан; 4 – разгрузоч-ный барабан; 5 –привод натяжной лебедки; 6 – понтонная плита
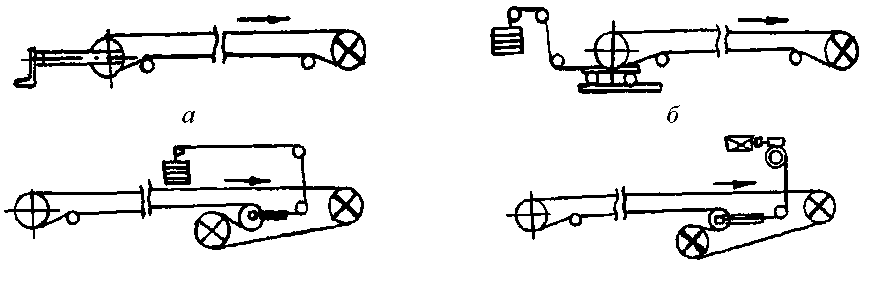
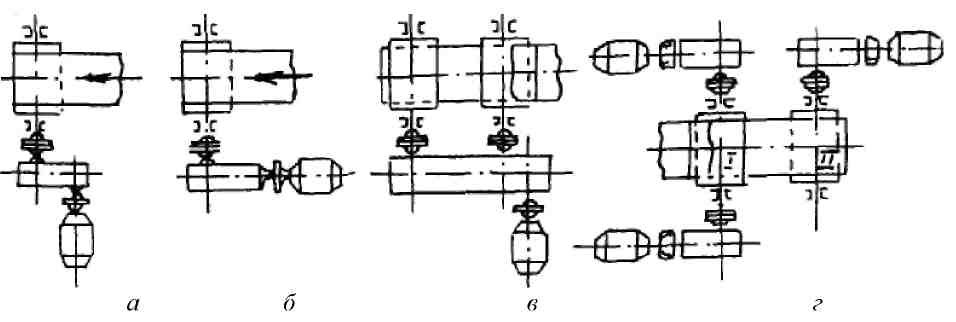
Рис. 28.7. Схемы натяжных устройств
Различают ручные, грузовые и лебедочные натяжные устройства
(рис. 28.7). Ручные натяжные устройства (обычно винтовые с ручными ле-
бедками) устанавливают на конвейерах небольшой длины, так как они имеют
небольшой ход и требуют периодического подтягивания по мере вытяжки ленты (рис. 28.7, а). Грузовые натяжные устройства обеспечивают постоян-ное натяжение ленты, но они достаточно громоздки и применяются, в основ-ном, на стационарных конвейерах (рис. 28.7, б, в). В лебедочных натяжных устройствах, получивших наибольшее распространение на карьерах, на-тяжной барабан приводится в действие электрической лебедкой. Эти натяжные устройства могут автоматически увеличивать натяжение ленты (во из-бежание пробуксовки) в период пуска или уменьшать его во время остановки конвейера (рис. 28.7, г).