

1.2.2.2 Диаграмма системы сплавов Fe-c

Рис.1.6 Диаграмма системы сплава Fe+C
L – жидкая фаза
Ц – цементит (твёрдый) Fe3C
Ф – феррит (Fea), содержит 0,002% углерода, пластичен
А – аустенит, твёрдый раствор углерода в Fej
П – перлит, 0,8% углерода, тонкая механическая смесь феррита и цементита, лучшая сталь, называемая инструментальная.
Л- ледебурит, механическая смесь перлита и цементита или аустенита и цементита
Линии диаграммы:
ACD – линия ликвидус, выше этой линии сплавы в жидком состоянии
AECF – линия солидус
ECF – линия эктефтических (мелкозернистых) превращений
PSK – линия эктоидных превращений
PG и PQ-линии переменной растворимости углерода в тирите
GS и SE-линии переменной растворимости углерода в аустените
L-ледебурит, эктетическая смесь
Пользуясь диаграммой Fe-C с учебными целями можно решать обратную задачу – по диаграмме построить кривую охлаждения, любого выбранного сплава.
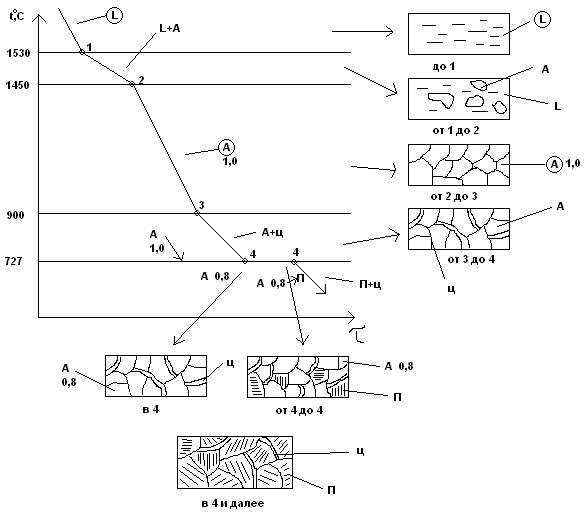
Рис.1.7. Кривая охлаждения
1.3 Работа в лаборатории
1.3.1 Определение механических свойств КМ деталей КВА. Измерение твёрдости
Твёрдость деталей КВА из сплавов – важная характеристика, определяющая износостойкость их поверхности. Износостойкость должна соответствовать условиям работы пар трения КВА, интенсивности эксплуатации аппаратуры в целом. Твёрдость это свойство поверхности детали сопротивляться внедрению более твёрдого тела. На этом принципе построены все методы определения твёрдости. При её измерении на специальном приборе, называемом твёрдомером в поверхность детали вдавливается измерительный наконечник – идентификатор, по глубине его внедрения либо по диаметру оставляемого отпечатка определяется уровень твёрдости.

Рис. 1.8 Универсальный твердомер типа ТК-2:
1 – Предметный столик
2 – Исследуемая деталь
3 – Индикатор
4 – Многошкальный указатель твёрдости
5 – Рычаги для создания нагрузки
6 – Сменные грузы
7 – Штанга включения системы рычагов
8 – Кривошип управляющий штангой
9 – Редуктор привода с электродвигателем
10 – Клавиша включения цикла измерений
11 – Механизм подъёма и опускания столика
Измерение твёрдости:

Детали КВА могут сильно отличаться по твёрдости, а следовательно и по износостойкости. Для маховика она не важна, а вал испытывающий трение, должен обладать высокой твёрдостью.
1.3.2 Изучение микроструктуры стали и чугунов на металлографическом микроскопе МИМ-7
Инструментальный микроскоп предназначен для изучения микроструктуры любых металлов и сплавов. МИМ-7 позволяет рассматривать поверхность образцов на отражение, поскольку металлы не прозрачны. Образцы называются микрошлифами. Для их наблюдения, их поверхность должна быть специально подготовлена.
Технология подготовки:
Из детали вырезаем образец объёмом 1 м3;
Выбираем поверхность, которую будем исследовать;
Шлифуем эту поверхность;
Полируем эту поверхность;
- травление полированной поверхности с целью выявления микрорельефа ( травление несколько десятков секунд, быстрее всего проходит по границам зёрен );

Многообразие сплавов применяемых для деталей КВА определяет большое разнообразие изображений микроструктур сплавов, которые легко распознаются и анализируются на металлографическом микроскопе.
3.4 Техническое регулирование и проблемы качества в кинемотографии
В связи с принятием закона РФ «о техническом регулировании» в 2007г. Вопросы стандартизации и сертификации объединены в общее техническое направление.

Рис 1.9. Элементы технического регулирования
Стандартизация – деятельность направленная на достижение оптимальной степени упорядоченности в определённой области посредством установления правил и норм для всеобщего и многократного использования в отношении реально существующих или предполагаемых задач.
Отечественная стандартизация основывается на требованиях международных стандартов, в основном
ISO (International Standard Organization)
IEC (International Electrotechnical Coniston – МЭК)
ITU, IEEE, SMPTE
ISO разработало методические подходы в международной стандартизации, которые сформулированы в трёх стандартах:
ISO 9001-2007 Системы менеджмента качества. Основные положения.
ISO 9004 Системы менеджмента качества. Основные термины и словарь.
ISO 9000 Системы менеджмента качества. Рекомендации по улучшению деятельности.
Используют такие стандарты , как:
ГОСТ – межгосударственный стандарт;
ГОСТ Р – российский стандарт;
РМГ – рекомендации по межгосударственной стандартизации;
ОСТ – отраслевой стандарт;
EN – европейский стандарт;
DIN – немецкий стандарт;
ANSI – американский стандарт;
Вопросами технического регулирования в России занимается федеральное агентство по техническому регулированию и метрологии. В крупных городах этими вопросами занимаются территориальные органы. (Тест – С-Петербург). Вопросами технического регулирования в кинематографии занимается НИКФИ – научно исследовательский фотографический институт.
Сертификация – это документальное подтверждение соответствия фактических характеристик различных объектов, установленным требованиям. Объектом стандартизации, сертификации является:
Продукция (сырьё, материалы). Стандарты на продукцию включают требования к выходным характеристикам и методам их контроля.
Услуги. С точки зрения стандартизации, сертификации все услуги делятся материальные и нематериальные. Материальной считается такая услуга, результатом которой является видоизменённая продукция.
Используют такие виды сертификаций, как:
Сертификация продукции;
Сертификация услуг;
Сертификация систем качества (декларирование соответствий);
Метрологические процедуры используют для объективной оценки выходных параметров и их характеристик. В основном эти методы используют в приборных, технических средствах. Современная метрология включает в себя такие разделы, как:
Законодательная метрология. В законе «об обеспечении единства измерений» перечислены сферы на которые распространяются правила государственной законодательной метрологии;
Теоретическая метрология;
Прикладная метрология;
В основе прикладной метрологии лежат методики выполнения измерений (МВИ). Средства измерения используемые при этом по степени сложности делят на:
Меры.
Измерительные приборы
Измерительные преобразователи. Выдают измерительную информацию в форме не подлежащей непосредственному восприятию.
Измерительные установки. Совокупность средств измерения одинакового функционального назначения, но имеющие различную точность.
Информационная измерительная система.
Наряду с метрологическими процедурами для оценки качества характеристик необходимо использовать экспертные методы.
Квалиметрия – наука об измерении качества. Все квалиметрические методы делятся на два класса:
Функциональные квалиметрические экспертизы – основываются на мнениях, суждениях, опыте экспертов.
Психо-физические квалиметрические экспертизы – основаны на ощущениях, возникающих в различных анализаторах.
В структуре элементов механического регулирования квалиметрия может присутствовать в виде отдельного звена и в то же время её модели и средства, присутствовать в каждом элементе технического регулирования, придавая им завершённый характер.
1.5. Технологическая подготовка производства (ТПП)

Рис.1.10
Сталь 50 – 0,5%C
УВГ – легированная инструментальная сталь (хром-ванадий-марганец)
Р9 – режущие материалы с другими свойствами
Этапы подготовки производства:
Подготовительное производство
Литьё: в землю, под давлением, в кокиль, по выплавляемым моделям и др.
Результат подготовки производства – заготовка.
Механическая обработка

Рис.1.11
z – припуск, слой который надо удалить, z→min.
Ким=Gдет/Gзаг – коэффициент использованного материала
t – глубина резания(мм), s – подача(мм/об; мм/мин; мм/зуб), n – частота вращения(об/мин), v – скорость(м/мин)
Характеристикой механической обработки является движение.

Рис.1.13
Любая механическая обработка осуществляется при определённых режимах резания.
В практике пользуются частотой вращения, а не скоростью. Результатом механической обработки является форма.
Термическая обработка.
Покрытие детали – краской, лаком, напылением.
Контроль
В подготовку производства входит:
Выбор заготовок – определение способа производства и размеров.
Разработка технологического процесса
Разработка маршрута (перечень операций)
Технологическая операция ТО – законченная часть ТП выполняемая на одном рабочем месте, одним или группой рабочих над одной или несколькими деталями непрерывно.

Рис.1.14
- Установка
- Подрезка торца
- Проточить диаметр на длину l
- Проточить окончательно
- Отрезать
Основным понятием производства является Тср штучное.
τ – такт выпуска шт/мин
Кс= τ/ Тср – коэффициент серийности
Кс=1-2 – массовое
Кс=2-10 – крупно серийное
Кс=20 – единичное
τ=Ф*n*60/N
Ф – фонд времени
N – программа выпуска
n – количество смен
Документы:
Маршрутная карта – перечисляется перечень операций и необходимое оборудование
Операционная карта – перечень всех действий на рабочем месте
Операционный эскиз – все действия показываются визуально
Дополнительно к этим документам могут быть добавлены инструкции, а так же схемы и карты контроля.
1.6. Допуски и посадки

Рис.1.15
Предпочтение отдаётся той детали сопряжения, которую труднее делать.
То, что обозначается большими буквами – относится к отверстиям, маленькими – к валам.

Рис.1.16. Основные обозначения размеров
Основные понятия о размерах
Поле рассеивания размеров – пределы в которых все детали считаются годными.
Посадка – вид сочетания детали для определения определённой функции.
Посадки подразделяются:
С гарантированным зазором
С гарантированным натягом
Переходные
1.6.1 Сборка узлов киновидеоаппаратуры и приборов.
Сборка-это завершающий этап технологического процесса,осуществляемый после изготовления деталей с заданной точностью. От качества сборки зависит надежность изделия и срок его эксплуатации.
1.7. Экскурсии и знакомство с производством
За время учебной практики состоялась экскурсия в главную Пулковскую обсерваторию РАН, а так же была организована встреча с генеральным директором компании «Крисберг», осуществляющей монтаж, техническое обслуживание и ремонт КВА и зрелищных предприятий, Мунасиповым А.Ф. Им была дана информация о стуктуре зрелищного предприятия,его технических объектов.
1.7.1. Киноиндустрия 21 века
Киноиндустрия (кинопромышленность) — отрасль промышленности, производящая кинофильмы, спецэффекты для кинофильмов и мультипликацию, а также занимающаяся кинопрокатом. Во многих странах киноиндустрия является значимой отраслью экономики.
По данным «Невафильм Reasearch» на март 2011 в России 875 кинотеатров, в которых 2445 залов. У десяти крупнейших операторов сетей кинотеатров сосредоточено 187 кинотеатров с 944-мя залами. Крупнейшие операторы — Каро-фильм, Киномакс, Премьер-зал, Синема парк, Формула Кино, Кронверк синема, Люксор, Kinostar de Lux.
Кинорыночная терминология:
Моноэкран — кинотеатр с одним экраном.
Миниплекс — комплекс с количеством экранов от 2 до 8.
Мультиплекс — кинотеатр от 9 до 15 залов.
Мегаплекс — от 16 залов; единственный в России мегаплекс работает в Москве.
Киноплекс — кинотеатр, расположенный в торговом или торгово-развлекательном центре.
Кинотеатры «первого экрана» — выпускают фильмы в день премьеры по всей стране.
Кинотеатры «второго экрана» — прокатывают фильмы через две-три недели после премьеры на «первом экране».
Кинотеатры, располагающиеся в ТЦ приносят ему до 30 % посетителей. Это является грамотным коммерческим ходом.
Структура подразделения киноцентра:
Касса
Гардероб
Кафе-бар
Фойе
Детская зона
Торговая зона
Развлекательная зона
Кинопоказ

Рис.1.18. Проект киноцентра
IMAX 3D
Для создания трёхмерного изображения используется специальная камера с двумя объективами, которые разнесены на расстояние 64 мм (среднее расстояние между зрачками человека). Камера использует две 70-миллиметровые плёнки для записи отдельных изображений для правого и левого глаза и весит 113 кг, что существенно затрудняет съёмочный процесс.
В IMAX используется поляризационный метод получения стереоизображения: с помощью установленных на кинопроекторах фильтров-поляризаторов изображения для левого и правого глаза поляризуются соответственно в вертикальной и горизонтальной плоскостях; расположенные соответствующим образом фильтры в очках «извлекают» из светового потока отдельные изображения для левого и правого глаза.
 Рис
1.19. 3D
IMAX кинотеатр
Рис
1.19. 3D
IMAX кинотеатр
4D кинотеатр подставляет из се6я комбинацию современного 2D/3D цифрового кинотеатра и технологий создания тренажеров и систем виртуальной реальности. К трехмерному стереоизображению добавляются в соответствии с сюжетом фильма такие специальные эффекты, как движение кресел, вибрация, ветер, дождь, дым, запах, щекотка и т.д.

Рис.1.20. Зал 4D кинотеатра
1.7.2. Кинооборудование
Кинопрое́ктор, кинопроекцио́нный аппара́т (от кино… и лат. projicio — бросаю вперёд) — аппарат, предназначенный для воспроизведения движущихся изображений, записанных на кинопленке.