

Гидроманипуляторы и лесное технологическое оборудование Бартенев
.pdf331
в которые скорость вращения увеличивается, достигает пиковых значений и
Fmax.
Fmax, кН4 |
|
|
|
|
|
|
|
A, кДж |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
3 |
|
|
|
|
|
|
|
|
60 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
|
40 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
|
|
|
|
|
|
|
|
20 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0 |
|
|
|
|
|
|
|
|
0 |
|
|
|
|
|
||
0 |
0,01 |
0,02 |
0,03 |
|
vпод, м/c |
0 |
0,01 |
0,02 |
0,03 |
vпод, м/c |
||||||
|
|
4 |
|
|
|
4 |
||||||||||
|
|
|
|
a |
|
|
|
|
|
|
|
б |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
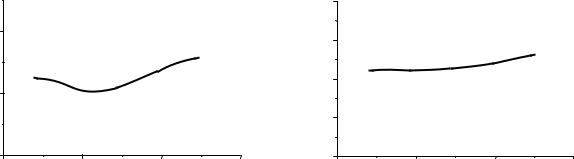
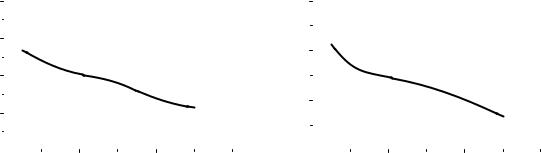
Рис. 8.14. Зависимости максимальной силы Fmax на комплексе (а) |
|
|
|
||||||||||
|
|
|
и работы A по измельчению пня (б) от скорости подачи фрезы vпод |
|
|
|
||||||||||
Увеличение |
работы |
A |
по измельчению |
пня |
с увеличением |
|
vпод |
|||||||||
(рис. 8.14, б) можно объяснить тем, что с увеличением скорости подачи возрастает вклад сил сопротивления вязкого характера, пропорциональных скорости (а также квадрату скорости), то есть, сил вида Fсопр vвз, где vвз – скорость взаимодействия в области резания.
Таким образом, увеличение скорости подачи ограничено следующими обстоятельствами:
-нарушением динамики рабочего процесса (застревание фрезы);
-резким увеличением сил, действующих на комплекс ножей;
-увеличением работы измельчения за счет вязкого трения. Максимальная скорость подачи, при которой еще не происходит сущест-
венного ухудшения качественно-экономических показателей составляет
0,03 м/с.
Взаимное расположение комплексов ножей на фрезерном рабочем органе существенно влияет как на процесс резания древесины, так и на износ самих ножей и поломки орудия. В серийной машине МУП-4 использован принцип постепенного перекрытия ножей (рис. 8.15, левый винт). При вращении фрезы каждый последующий нож срезает лишь часть древесины, оставшуюся после
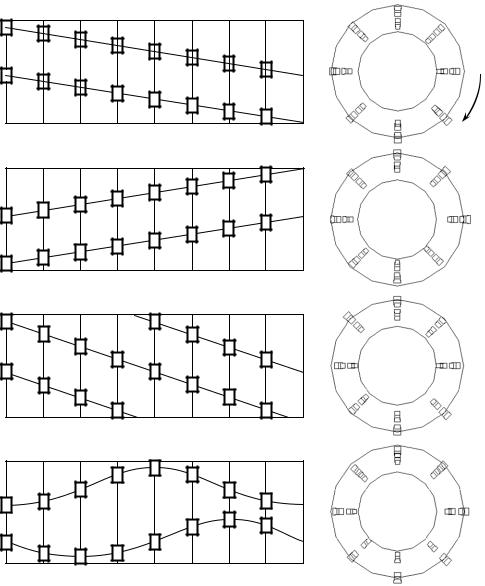
 Направление вращения
Направление вращения

334
ранено влияние "эффекта первого ножа". В частности, предлагается две новые схемы расположения комплексов (рис. 8.15):
-двухзаходный винт;
-синусоидальное расположение.
Также была изучена схема с право-винтовым расположением комплексов, симметричная серийной схеме с левовинтовым.
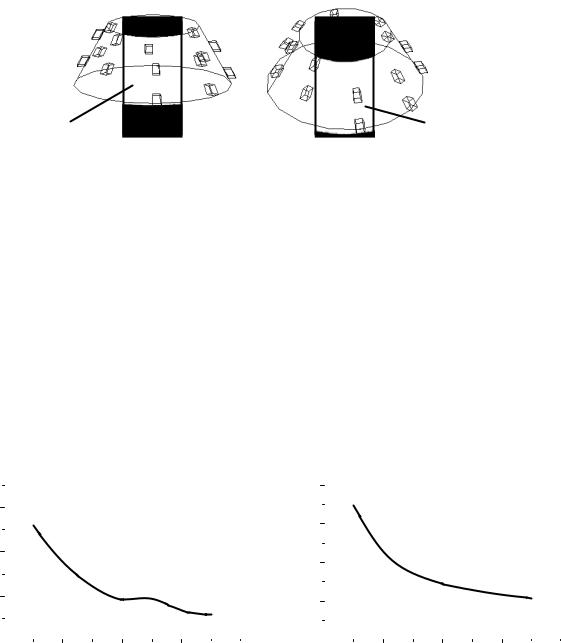
При проведении данной серии принимали высоту пня завышенной (равной 0,6 м) для того, чтобы верхний край фрезы гарантированно был вовлечен в процесс резания (рис. 8.18). Кроме того, для каждой схемы расположения комплексов ножей проводили по три эксперимента с различными углами наклона фрезы (20О, 26О и 35О) для того, чтобы установить, влияет ли преимущественное приближение к пню верхних или нижних комплексов ножей фрезы на выходные характеристики. Остальные параметры соответствовали базовому эксперименту.
Рис. 8.17. Эксперименты проводили с увеличенной высотой пня, чтобы верхний край фрезы гарантированно находился в древесине
Предложенные схемы расположения комплексов ножей эффективно устраняют "эффект первого ножа". С двухзаходной винтовой схемой паразитные всплески функции Mс.ф.(t) проявляются не на каждом восьмом пике, а на каждом четвертом, при этом их амплитуда на 30÷40 % меньше, чем у пиков серийной схемы (рис. 8.16). В результате удалось добиться снижения максимальной силы на ноже примерно на 40 % (таблица 8.1).

335
Таблица 8.1
Максимальная сила Fmax на комплексе ножей (числитель дроби, кН) и работа A по измельчению пня (знаменатель дроби, кДж) для различных случаев расположения комплексов ножей и углов наклона фрезы αб
Расположение ком- |
|
Угол наклона фрезы αб |
|
|
|
|
|
|
|
плексов |
20О |
|
26О |
35О |
Левый винт |
1,071 / 53,55 |
|
1,053 / 52,08 |
1,122 / 53,50 |
|
|
|
|
|
Правый винт |
1,115 / 53,65 |
|
1,124 / 52,25 |
1,192 / 53,80 |
|
|
|
|
|
С двойной частотой |
0,641 / 53,84 |
|
0,659 / 52,42 |
0,701 / 53,59 |
|
|
|
|
|
Синусоидальное |
0,761 / 53,29 |
|
0,711 / 52,17 |
0,802 / 53,39 |
|
|
|
|
|
На графике Mс.ф.(t), соответствующем схеме с синусоидальным располо-
жением комплексов, нет закономерности в расположении особо интенсивных пиков. Более того, все пики примерно одинаковой высоты с соседними, а оги-
бающая пиков отдаленно напоминает синусоиду (рис. 8.16). Синусоидальная схема также устраняет "эффект первого ножа " (Fmax снижается примерно на 30 %), однако является несколько менее эффективной, чем схема с двухзаходным винтом. Однако синусоидальная схема является более универсальной, так как фрезерный рабочий орган можно раскручивать как в направлении часовой стрелки, так и против часовой стрелки при одинаковой эффективности обра-
ботки.
Право-винтовая схема же оказалась менее эффективной, чем лево-
винтовая: максимальная сила на комплексе ножей увеличена примерно на 7 %,
а работа по измельчению пня – примерно на 1 %. Причина этого в том, что ве-
дущим комплексом винтовой линии является не верхний а нижний комплекс,
336
врезающийся в древесину с большей линейной скоростью. Другая причина низкой эффективности право-винтовой схемы в том, что в отличие от верхнего ведущего комплекса, который взаимодействует с древесиной только для доста-
точно высоких пней, нижний ведущий комплекс взаимодействует с древесиной при измельчении любых пней [ 128 ].
Таким образом, применив одну из двух предложенных схем расположе-
ния комплексов ножей фрезы можно добиться снижения максимальной силы на комплексе и, как следствие, повысить надежность фрезы.
В процессе работы машины для понижения пней угол между режущей по-
верхностью фрезы и образующей пня может сильно различаться. Это связано как с различными формами пней, так и с определенной погрешностью подачи фрезы под нужным углом. Угловое несоответствие на линии контакта фрезы и пня мо-
жет достигать 10 20О. Для эффективной работы машины для понижения пней не-
обходимо, чтобы угловое несоответствие не оказывало существенного влияния на выходные характеристики.
Для изучения влияния угла наклона фрезы αб проведена серия компью-
терных экспериментов в которой изменяли αб от 17О до 38О с шагом 3О (угол,
при котором режущая образующая фрезы является вертикальной, составлял около 26О).
337
Fmax, кН |
|
|
|
A, кДж |
|
|
1,2 |
|
|
|
55 |
|
|
|
|
|
|
|
|
|
0,6 |
|
|
|
50 |
|
|
|
|
|
|
|
|
|
|
|
|
|
45 |
|
|
0 15 |
25 |
35 |
αб, градусы |
4015 |
25 |
35 αб, градусы |
|
a |
|
|
|
|
б |
Рис. 8.18. Зависимости максимальной силы Fmax на комплексе (а) и работы A по измельчению пня (б) от угла наклона фрезы αб
Как видно из графиков (рис. 8.18), даже при сильной вариации угла, выходные характеристики практически не изменяются: максимальная сила лежит в диапазоне 1,00–1,16 кН, работа по измельчению пня лежит в диапазоне 50,0– 53,0 кДж. Это свидетельствует о том, что машина для понижения пней манипуляторного типа будет стабильно функционировать даже при сильном изменении условий функционирования.
Зависимость Fmax(αб) имеет незначительный минимум при значениях αб = 26О. Это значение совпадает со случаем вертикального расположения образующей резания фрезы. По-видимому, минимум силы обусловлен тем, что при αб = 26О плоскость резания параллельно древесине, а направление резания перпендикулярна, вследствие чего возникают меньшие силы, чем в случае движения фрезы при больших или меньших углах αб.
Возрастающий вид зависимости A(αб) можно объяснить тем, что с увеличением угла наклона αб возрастает поперечная площадь резания фрезы S (рис. 8.19), что ведет к увеличению объема удаляемой древесины, и, как следствие, к увеличению работы срезания.
338
S1 |
S2 |
αб = 17О |
αб = 38О |
Рис. 8.19. С увеличением угла наклона фрезы увеличивается поперечная площадь измельчения
Параметры подрезного и скалывающего ножа оказывают наиболее существенное влияние на динамические и энергетические параметры процесса фрезерования. Ниже представлены результаты исследования влияния основных параметров ножей на Fmax и A.
Угол резания передней режущей кромки подрезного ножа, как угол встречи металла с древесиной, существенно влияет на сопротивление резанию.
Fmax, кН |
|
|
|
|
|
|
|
A, кДж55 |
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
1,4 |
|
|
|
|
|
|
|
|
50 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
1,2 |
|
|
|
|
|
|
|
|
45 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
1,0 |
|
|
|
|
|
|
|
|
40 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
0,8 |
|
|
|
|
|
|
|
|
|
35 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
20 |
40 |
60 |
80 |
|
0 |
20 |
40 |
60 |
80 |
||||||||
0 |
|
|
|||||||||||||||
|
|
|
|
|
a |
|
δп, градусы |
|
|
|
|
б |
|
δп, градусы |
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
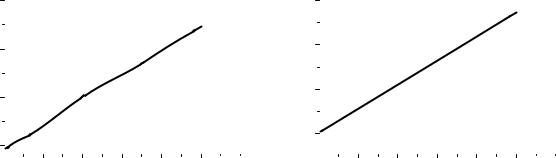
Рис. 8.20. Зависимости максимальной силы Fmax на комплексе (а) и работы A по измельчению пня (б) от угла резания подрезного ножа δп
В данной серии экспериментов изменяли δп от 10О до 70О с шагом 10О.
Убывающий вид зависимости Fmax(δп) объясняется тем, что при малых δп пе-
редняя режущая кромка является почти перпендикулярной направлению пода-
чи древесины на нож, и сила сопротивления при этом велика (рис. 8.20, а). При
339
δп > 30О сила Fmax достаточно мала и лежит в интервале 0,9–1,0 кН. Аналогично объясняется убывающий вид зависимости A(δп) (рис. 8.20, б).
Для выяснения влияния радиуса округления лезвия скалывающего ножа
ρск проведена серия экспериментов, в которой значение ρск меняли от 0,01 до 1,0 мм с шагом в 0,2 мм. Зависимости Fmax(ρск) и A(ρск) являются линейными и сильно возрастающими (рис. 8.21).
2,5 |
|
|
|
|
|
100 |
|
|
|
|
|
|
|
|
|
|
|
|
|||||
Fmax, кН |
|
|
|
|
|
A, кДж |
|
|
|
||
2,0 |
|
|
|
|
|
80 |
|
|
|
|
|
1,5 |
|
|
|
|
|
60 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1,0 |
|
|
|
|
|
40 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0,0 0,2 0,4 0,6 |
0,8 1,0 |
ρск1,2мм |
|
0,0 0,2 0,4 0,6 0,8 1,0 |
ρск1,2мм |
||||||
|
|
a |
|
|
|
|
|
|
б |
|
|
|
|
|
|
|
|
|
|||||
Рис. 8.21. Зависимости максимальной силы Fmax на комплексе (а) и работы A по измельчению пня (б) от радиуса округления лезвия скалывающего ножа ρск
От радиуса округления лезвия скалывающего ножа ρск зависит площадь области резания. Увеличение ρск приводит к увеличению площади резания, и,
соответственно, силы, необходимой для создания определенного давления от-
рыва щепы. Для уменьшения сопротивления фрезерованию значение ρск долж-
но быть как можно ниже. С другой стороны, лезвие малого радиуса быстро за-
тупляется в процессе фрезерования. В связи с этим возникает необходимость либо работать с довольно крупным радиусом ρск, либо часто затачивать скалы-
вающие ножи при эксплуатации.
340
Задний угол скалывающего ножа αск определяет эффективность процесса фрезерования. Проведена серия компьютерных экспериментов, в рамках которых угол αск принимал следующие значения: 5О, 10О, 15О, 20О, 30О, 40О, 50О.
Fmax, кН1,2 |
|
|
|
|
|
A, кДж50 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
1,1 |
|
|
|
|
|
|
45 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1,0 |
|
|
|
|
|
|
|
|
|
|
|
|
|
0,9 |
|
|
|
|
|
|
40 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0,8 |
|
|
|
|
|
|
35 |
|
|
|
|
|
|
0 |
20 |
40 |
αск, градусы60 |
0 |
20 |
40 |
αск, градусы60 |
||||||
|
|
|
a |
|
|
|
|
|
|
|
б |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
Рис. 8.22. Зависимости максимальной силы Fmax на комплексе (а) и работы A по измельчению пня (б) от заднего угла скалывающего ножа αск
При увеличении αск снижается максимальная сила на комплексе и работа по измельчению пня вследствие более эффективного резания древесины
(рис. 8.22). С другой стороны, увеличение заднего угла более 50О нецелесооб-
разно, так как возрастают силовые нагрузки на нож, что снижает ресурс фре-
зерного рабочего органа.
Низкие значения Fmax и A (рис. 8.23) в области угла заострения βск в пре-
делах 15-750 можно объяснить тем, что проекция силы отделения древесины на продольное направление невелика. В зависимости от угла заострения βск могут реализовываться два различных механизма отделения древесины: при βск < 45О
происходит слоевое отделение древесины, при этом лезвие скалывающего ножа играет роль клина, отщепляющего срезаемый слой от пня. При значениях же
βск > 55О происходит дробление древесины.