

3.3.2. Ремонт статора
Ремонтные работы начинаются с осмотра статора. Определяются внешние дефекты. Ротор мы не вынимаем и согласно [8] мы осматриваем статор только лобовых частей и спинки статора. В результате эксплуатации генератора возможно ослабление крепления лобовых частей. Устраняют этот дефект добавлением или заменой прокладок, подтягиванием болтов, заменой шпагатных бандажей. Осматриваем обмотку видную с лобовых частей. Попавшая на обмотку грязь удаляется деревянными или другими неметаллическими лопатками, а масло – тряпочками, смоченными в бензине. После очистки при неудовлетворительном состоянии лакового покрова, обмотка с помощью пульверизатора покрывается лаком воздушной сушки, например № 462п. Без необходимости красить обмотку лаком не следует, т.к. увеличение толщины слоя лака ухудшает ее охлаждение. Проверяем изоляцию обмотки: нет ли следов перегрева, механических повреждений, не попадает ли на обмотку масло. Проверяется металл статора, нет ли следов перегрева, нет ли ржавчины и т.д. А также проверяется воздушный зазор между ротором и статором.
3.3.3. Ремонт ротора.
Измеряется глубина выработки и «бой» контактных колец. Проверяется состояние шеек и дисков уплотнения на валу. Если перед ремонтом из-за выработки на кольцах наблюдалась вибрация и искривление щеток, а также если замером будет обнаружен *бой* колец равный 0,1 мм, то кольца должны быть проточены и отшлифованы.
Проточка колец и дисков уплотнения, производимая при вращении ротора валоповоротным устройством турбины, увеличивает время простоя турбины в ремонте. Для сокращения продолжительности ремонта проточку колец и дисков на валу производят на отсоединенном от турбины генераторе при вращении ротора в собственных подшипниках при помощи передвижного устройства. Для проточки колец или дисков устанавливают суппорт от токарного станка с поперечным и продольным перемещением. Обработка колец может производиться как резцом, так и закрепленным на суппорте вращающимся абразивным кругом.
Шлифовка колец производится при вращении ротора от турбины с частотой вращения 500-700 об/мин.
Уменьшение диаметра контактных колец по мере их срабатывания и проточки ввиду снижения при этом их механической прочности допускается до значений, указанных заводом-изготовителем.
Проточка дисков уплотнения на валу производится при наличии на их поверхности глубокой выработки и неровностей. Проточка также необходима при конусности рабочей поверхности дисков, превышающей 0,05-0,07 мм.
Обработку рабочей
поверхности дисков, имеющих сравнительно
неглубокую выработку. Целесообразно
производить при помощи чугунной скобы
притира,
рис.3.1
рукоятка для вращения диска; 2 – диск, 3 – притир с применением смеси карбида бора с керосином или наждачного порошка, а на заключительной стадии- пастой ГОИ.
Ротор во время обработки вращается валоповоротным устройством.
3.3.4. Ремонт масляных уплотнителей.
Перед остановкой генератора в ремонт следует проверить отсутствие водорода в масле, сливаемом из опорных подшипников, температуру баббита относительно масла (сливаемого) поступаемом на уплотнения (не должно быть выше 15-20 0С), отсутствие масла в корпусе генераторов и признаков низкой подвижности вкладышей.
Голодание масла в корпусе генератора возможно по следующим причинам: из-за увеличения слива масла из уплотнений в сторону водорода при заедании вкладыша; из-за большого перепада давления между маслоуловителями и валом; из-за неплотности в разъемах между корпусом уплотнения и маслоуловителем; из-за засорения отверстий в маслоуловителе, через которые масло должно стекать в камеру уплотнений. Недопустимое превышение температуры баббита чаще всего является результатом неправильной шабровки износа или повреждения рабочей поверхности вкладыша, неудовлетворительное состояние диска на валу ротора, попаданием масла в зазор между вкладышем и диском мелкой стружки, раковины частицы лака.
Низкая подвижность вкладыша обнаруживается по резким колебаниям температуры баббита и расхода масла в сторону водорода и по выбросам водорода в картеры опорных подшипников. Это возникает в результате плохой шлифовки рабочей поверхности корпусов уплотнений вкладышей.
Необходимо произвести тщательную очистку маслопроводов прокачкой масла минуя уплотнения во временной перемычке в течении 6-8 часов. Подачу масла периодически следует прекращать, а затем возобновлять толчком.
В турбогенераторе ТВФ-100 применяется согласно торцевое масляное уплотнение. Усилие, прижимающее вкладыш к диску, создается давлением газа и пружин. Вид торцевого уплотнения показан на рис.3.2.
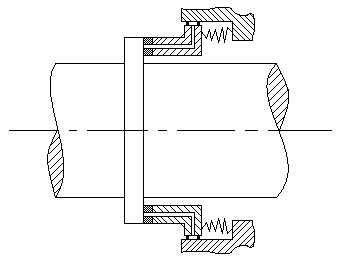
рис.3.2.
1- диск, 2- вкладыш.
После сборки уплотнений проверяется подвижность клапана. При этом производится промывка уплотнений маслом при отжатии вкладышей. До пуска генератора производится опрессовка генератора с проверкой отсутствия фреона в сливных камерах.