

Министерство образования Российской Федерации
Российский государственный прфессионально-педагогический университет
Кафедра технологии машиностроения и методики профессионального образования
ОТЧЕТ
по педагогической практике
Студент: Коновалов А. В.
Институт: МаИ
Факультет: Машиностроительный
Группа: ТО – 311С
Сроки практики:
Место практики:
Г. Екатеринбург
Учебное заведение:
Екатеринбургский машиностроительный колледж
Руководитель практики от кафедры:
Екатеринбург
2010
Содержание
1. План хода урока теоретического обучения 3
2. План – конспект урока теоретического обучения 5
3. Анализ урока теоретического обучения 12
Список использованной литературы 20
Отчет о педагогической практике 21
Психолого-педагогическая характеристика учащегося 37
ПЛАН ХОДА УРОКА ТЕОРЕТИЧЕСКОГО ОБУЧЕНИЯ
Профессия - токарь.
Тема программы: Тема №5 «Допуски формы и расположения поверхностей».
Тема урока: Допуски и отклонения формы поверхностей.
Цели урока:
1) Образовательная:
ознакомить с видами требований формы поверхностей;
объяснить понятия по данной теме.
2) Развивающая - развить у учащихся:
умение анализировать, сравнивать, систематизировать полученные знания;
умение качественно выполнять порученные работы;
стремление добросовестно и своевременно выполнять работу;
3) Воспитательная - воспитать у учащихся:
творческое отношение к труду;
бережное отношение к инструменту;
умение планировать свой труд;
умение распределять свои силы во время работы;
сформировать чувство ответственности за самостоятельно выполненную работу.
Методы обучения: рассказ, лекция, беседа.
Ход урока:
I Организационная часть (2-5 мин)
Отметка отсутствующих по журналу
Подготовка к опросу
Активизация учащихся, наведение дисциплины
II Подготовка к изучению нового учебного материала (15 мин)
Коллективный разбор выполнения домашнего задания;
Актуализация опорных знаний учащихся по теме урока;
3. Сообщение темы и цели урока
III Объяснение нового учебного материала (30 мин)
План изложения нового материала:
1) Виды требований к форме поверхностей
2) Отклонения формы поверхности от прямолинейности в плоскости
3) Средства измерений отклонений от прямолинейности
4) Отклонения от плоскостности
5) Отклонение от круглости
IV Обобщение и систематизация знаний (7 мин):
1) Назовите виды требований к форме поверхности?
2) Что такое комплексные требования?
3) Где применяют проверочные линейки?
4) Из чего изготавливают поверочные плиты?
V Упражнения и самостоятельная работа по закреплению и совершенствованию знаний и умений (30 мин)
VI Подведение итогов занятий (3 мин)
Учащийся должен знать виды требований формы поверхностей, отклонения формы поверхности
Учащийся должен уметь анализировать, сравнивать, систематизировать полученные знания.
ПЛАН-КОНСПЕКТ УРОКА ТЕОРЕТИЧЕСКОГО ОБУЧЕНИЯ
ДОПУСКИ И ОТКЛОНЕНИЯ ФОРМЫ ПОВЕРХНОСТЕЙ.
СРЕДСТВА ИХ ИЗМЕРЕНИЯ
Различают два вида требований к форме поверхности:
Требование к форме поверхности на чертеже отдельно не указано.
В этом случае следует считать, что все отклонения формы поверхности по своей величине не должны превышать допуск размера данного элемента детали.
Требование к форме поверхности указано на чертеже специальным знаком. Это означает, что форму поверхности данного элемента требуется выполнить точнее, чем его размер, и величина отклонения формы будет меньше, чем величина допуска размера.
Кроме того, требования к форме поверхности разделяются на комплексные и частные.
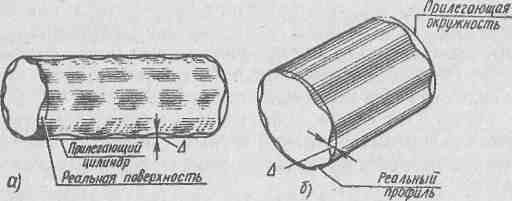
а — отклонение от цилиндричности; б — отклонение от круглости
Комплексные требования — это требования к поверхности, одновременно предъявляемые ко всем видам отклонений формы поверхности. Например, для поверхности цилиндрического элемента детали - это отклонение всей поверхности от цилиндричности, а также отклонение ее же от круглости. (Рис. 1)
Частные требования — это требования к отклонениям, имеющим конкретную геометрическую форму. Например, для того же цилиндрического элемента это — овальность (рис. 5.2, а) или бочкообразность (рис. 5.2, б).
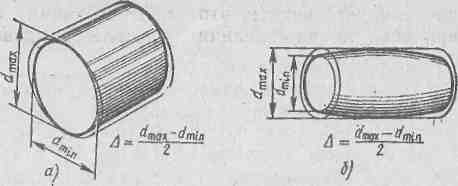
Рис. 2. Частные требования к отклонениям:
а — от круглости (овальность); б — от цилиндричности (бочкообразность)
Отклонения формы поверхности от прямолинейности в плоскости. Отклонение от прямолинейности в плоскости есть наибольшее расстояние Δ точки реального профиля поверхности до прилегающей прямой. Это комплексное отклонение. К числу таких отклонений относят погрешность плоской поверхности, отклонение от прямолинейности оси цилиндрической поверхности.
Частными отклонениями от прямолинейности плоских поверхностей являются выпуклость и вогнутость.
ГОСТ 24643—81 устанавливает 16 степеней точности прямолинейности и плоскостности.
Средства измерений отклонений от прямолинейности.
В машиностроении для измерения отклонений от прямолинейности в плоскости для широких поверхностей при степенях точности от 1-й до 4-й с длинами до 500 мм в зависимости от эксплуатационной необходимости применяются лекальные линейки типов ЛД, ЛТ и ЛЧ. ЛД — это лекальные линейки с двойным скосом, ЛТ — лекальные линейки с тремя гранями и ЛЧ — четырехгранные линейки лекальные.
Измерение отклонений от прямолинейности лекальными линейками производится «на просвет». Такое измерение требует навыка от исполнителя. Для выработки навыка оценивать на глаз по величине просвета величину отклонения от прямолинейности применяют образец просветов, который состоит из лекальной линейки /, комплекта из четырех КМД с градацией 1 мкм, двух одинаковых КМД (2) и стеклянной пластины 3. Между КМД и ребром линейки образуются «просветы», окрашенные в разные цвета вследствие дифракции видимого света.
При измерении отклонений от прямолинейности в плоскости для узких поверхностей большой длины или образующих тел вращения применяют поверочные линейки с широкой рабочей поверхностью. К таким линейкам относятся линейки типов ШП, ШД,.ШМ и УТ. Линейка ШП имеет прямоугольное сечение, ШД — это линейка с двутавровым профилем, ШМ - линейка, по внешнему виду похожая на ферму моста, и УТ — угловая трехгранная линейка. Все эти линейки изготовляют, как правило, из серого чугуна. В последнее время линейки ШП стали выпускать из твердых каменных пород.
Измерение отклонений от прямолинейности этими линейками производят методом числовых величин или методом «на краску».
При использовании метода числовых величин, измерения просвета производят линейкой ШП с помощью специальной головки 2, оснащенной индикатором часового типа 3 и блоков КМД / или линейкой ШД с помощью щупов. Щупы - это пластины разной толщины, которые собирают в набор; их изготовляют различных толщин с размерами от 0,02 до 2 мм. Линейки ШП и ШД имеют рабочие поверхности 3-й и 4-й степеней точности, обработанные доводкой или тонким шлифованием.
При использовании метода «на краску» измерения проводят, как правило, линейками ШМ или УТ. Эти линейки имеют рабочие поверхности 3-й и 4-й степеней точности, как правило, обработанные шабрением. Линейки ШМ изготовляют длиной от 400 до 4000 мм, а УТ и ШД - длиной от 400 до 1600 мм, ШП — до 1600 мм.
Отклонения от плоскостности. Комплексным отклонением от плоскостности считают наибольшее расстояние Δ от реальной поверхности до прилегающей плоскости в пределах нормируемого участка (рис. 3, а).
Частными отклонениями от плоскостности является выпуклость и вогнутость.
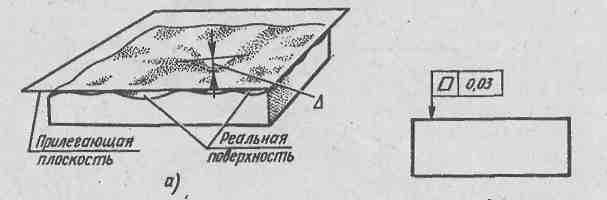
Рис. 3. Отклонение от плоскостности (а); обозначение допуска плоскостности (б)
Допуск плоскостности указывают на чертежах знаком, имеющим вид параллелограмма (рис. 3, б).
Справа от знака при необходимости указывают ограничение величины допустимого частного отклонения. Возможна запись «вогнутость не допускается» — такое условие часто указывают для обработки направляющих станин металлорежущих станков.
Метод «на краску» применяют также для определения отклонений от плоскостности шабреных поверхностей деталей машин. Для этого применяют поверочные плиты. Эти плиты изготовляют из серого чугуна или из камня твердых пород (гранит габбро и др.). Размеры плит — от 250X250 до 1600X400 мм. Рабочие поверхности поверочных плит имеют повышенную точность, для чего их шабрят, добиваясь плоскостности 3-й и 4-й степеней точности.
Принято считать, что при измерении плоскостности методом «на краску» поверхность поверочной плиты при контакте с измеряемой реальной поверхностью элемента детали занимает положение, наиболее близкое к номинальному положению прилегающей поверхности.
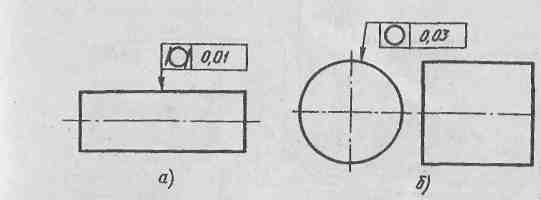
Рис. 4. Обозначение допуска формы: а — цилиндрвчности; б — круглости
Отклонение формы цилиндрических поверхностей. Цилиндрические поверхности элементов деталей имеют комплексные и частные отклонения от цилиндричности.
Отклонение от цилиндричности - это наибольшее отклонение Δ точки реальной поверхности до поверхности прилегающего цилиндра. Для этого отклонения назначают допуск, который называется допуском цилиндричности (рис. 4, а).
В настоящее время на производстве еще нет таких средств измерений, которыми можно численно или комплексно оценить величину отклонения от цилиндричности для реальной детали, поэтому на чертежах назначают допуски различных комплексных отклонений для цилиндрических поверхностей в отдельных сечениях. Такими допусками являются: для отклонения от круглости — допуск круглости, для отклонения профиля продольного сечения и для отклонения от прямолинейности оси — соответствующие им допуски.
Отклонение от круглости (комплексное для поперечного сечения цилиндрической поверхности)— это наибольшее расстояние Δ от точки реального профиля поперечного сечения до прилегающей окружности. Наиболее часто встречаются два варианта прилегающей окружности: внешняя окружность, прилегающая к валу, и внутренняя, прилегающая к отверстию.
Допуск круглости на чертежах обозначается в рамке (рис. 4, б). Отклонения от круглости измеряются на специальных кругломерах.
Для различных видов обработки отклонения от круглости выражаются в каждом случае конкретными отклонениями, которые принято называть частными видами отклонений от круглости. Наиболее распространенными из них являются овальность и огранка (Рис. 5). Их можно обнаружить на реальной цилиндрической поверхности обычными средствами измерений линейных размеров, не применяя относительно дорогих кругломеров. Однако допуск круглости нельзя переносить на частные виды отклонений от круглости (овальность, огранку).
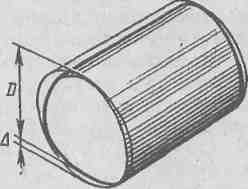
Рис. 5 Огранка терхгранная
Овальностью называют частное отклонение формы поверхности от круглости, при котором реальный профиль представляет собой овалообразную фигуру, наибольший и наименьший диаметры которой находятся во взаимно перпендикулярных направлениях.
Овальность в подавляющем большинстве случаев возникает при обработке тел вращения в центрах или в патроне.
Огранкой называют отклонение от круглости, при котором реальный профиль цилиндрической поверхности представляет собой многогранную фигуру. В результате обработки фигуры реального профиля огранки могут иметь как четное, так и нечетное число граней (рис. 5). Числовое значение огранки определяют по показанию средства измерения.
Овальность и огранка с четным числом граней выявляются обычными средствами измерений линейных размеров (в данном случае диаметров): гладкими микрометрами, рычажными и индикаторными скобками, индикаторными нутромерами и другими средствами измерений с двухточечной схемой измерения. Однако огранку с нечетными числами граней выявить этими средствами невозможно, поскольку диаметры поперечного сечения этого реального профиля равны во всех направлениях. Здесь приходится применять средства измерений с трехточечной схемой измерения, например индикатором часового типа с укладкой измеряемого вала в призму.
Огранка в подавляющем большинстве случаев возникает в результате таких видов обработки, как бесцентровое шлифование, обкатка роликами при базировании в двухроликовой опоре и т. п. Это отклонение есть наименьшее расстояние Δ точки реальной поверхности, лежащей в плоскости, проходящей через продольную ось, до соответствующей стороны прилегающего профиля, определенное в пределах длины нормируемого участка. Это комплексный показатель отклонения формы цилиндрической поверхности, рассматриваемой в ее продольном сечении.
Несмотря на то, что этот показатель согласно ГОСТу нормируется требованием, указанным на чертеже специальным знаком и величиной допуска в рамке, для деталей машин им не пользуются. Взамен его применяют частные отклонения.
Частными отклонениями профиля продольного сечения считают конусообразность, бочкообразность и седлообразность.
Бочкообразностью называется такое отклонение Δбоч профиля продольного сечения реальной цилиндрической поверхности, при котором ее образующие непрямолинейны, а ее диаметры увеличиваются от торцов к середине продольного сечения.
Седлообразностью называют такое частное отклонение Δседл профиля продольного сечения реальной цилиндрической поверхности, при котором ее образующие прямолинейны, а ее диаметры уменьшаются от торцов к середине продольного сечения.
Частные отклонения от круглости и от профиля продольного сечения на чертежах специальных условных обозначений не имеют, и если по характеру работы детали в машине такое отклонение нужно особо оговорить, то на чертеже под обозначением допуска профиля продольного сечения конструктор должен указать, какое частное отклонение требуется ограничить.
Отклонение от прямолинейности оси (изогнутость оси). Это наименьшее значение диаметра цилиндра, внутри которого может расположиться реальная ось цилиндрической поверхности в пределах нормируемого участка. На чертежах допуск прямолинейности оси обозначается так же, как и допуск прямолинейности в плоскости, но в рамке рядом с величиной допуска ставится знак «М», что обозначает зависимость этого допуска от отклонения диаметра.
При рассмотрении различных разновидностей допусков 'и отклонений формы поверхности следует вспомнить, что допуски формы назначаются отдельно только в тех случаях, когда требуется форму поверхности выполнить точнее размера. Для таких случаев в ГОСТ 24643-81 установлены зависимости точности формы от величины допуска диаметра (размера).