6. Выбор методов обработки и характеристики оборудования
6.1. Характеристика методов обработки основных узлов изделия
Выбранные методы обработки основных узлов изделия представлены в данном курсовом проекте в виде сборочных схем (графических моделей) с указанием последовательности выполнения операций путем цифровой нумерации на рисунке 4.
В основу выбора методов обработки положены: прогрессивная технология, достижения науки и техники в области швейного производства, методы обработки, применяемые на передовых предприятиях бытового обслуживания.
Р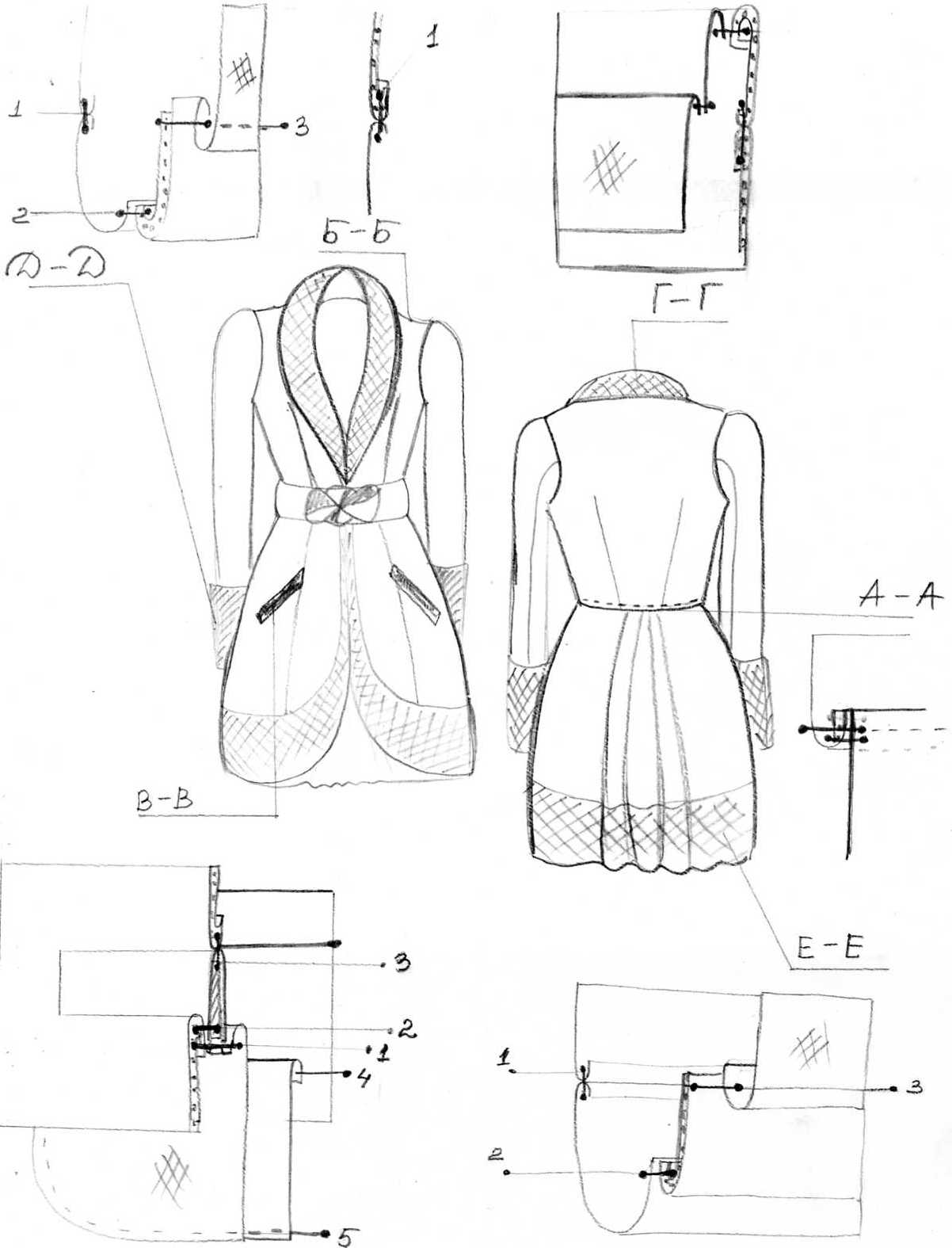 исунок
4 Обработка деталей и узлов женского
демисезонного пальто.
исунок
4 Обработка деталей и узлов женского
демисезонного пальто.
6.2. Выбор методов обработки заданного узла
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Процесс обработки карманов с листочками состоит из трех этапов: обработки листочки, обработки подкладки кармана, сборки кармана. Листочка оформляет нижнюю (переднюю) часть прореза кармана и несет значительные нагрузки в процессе носки изделия, поэтому листочки изготавливают с прокладками (клеевое или ниточное крепления) или с кромками (например, в пальто из толстых материалов). Листочки могут состоять из двух частей (на подкладке) или быть цельновыкроенными, с настрачиваемыми или втачными концами. Листочки с втачными концами дублируют с изнаночной стороны прокладкой из материала с односторонним клеевым покрытием и заутюживают по сгибу. Листочку на подкладке обтачивают по боковым и верхнему срезам, закрепляя шов обтачивания отделочной строчкой или с помощью клеевых материалов. Если листочку соединяют с изделием стачным швом, строчку обтачивания и настрачивания не доводят на 7–10 мм до нижнего среза, отгибая при этом подкладку. Цельновыкроенную листочку с настрачиваемыми концами обтачивают только по боковым срезам. Место расположения прорезного кармана с листочкой с втачными концами намечают четырьмя линиями: двумя продольными с расстоянием между ними, равным ширине листочке в готовом виде, и двумя поперечными, определяющими длину входа в карман. С изнаночной стороны полочки прокладывают долевик из материала с односторонним клеевым покрытием. Обработка подкладки кармана состоит в притачивании подзора к подкладке кармана. Листочку притачивают к полочке, совмещая намеченную на листочке линию с нижней линией разметки кармана на полочке, закрепляя строчку в концах. Ко второй продольной линии разметки кармана притачивают подзор к полочке. Концы строчек притачивания должны заканчиваться на одном уровне. Расстояние между этими строчками должно равняться ширине листочки в готовом виде. Швы притачивания листочки и подзора разутюживают. Полочки между строчками прорезают, не доходя до концов строчек на 10–15 мм, в концах разрезы выполняют под углом. Листочку и подзор с подкладкой кармана выворачивают на изнаночную сторону, расправляют. Далее подкладку листочки притачивают к шву притачивания листочки, одновременно притачивая вторую часть подкладки кармана. Следующая операция – вывернуть подкладку кармана в сторону изнанки полочки.
Таблица 7 Технологическая последовательность обработки Кармана с листочкой с втачными концами
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Изделие Детали кармана ВДетали кармана ариант 1 Вариант 2Изделие У/1,09 Р/0,853 Р/ 1,1 Пр/1,1 У/1,32 Р/0,916 Р/1,79 М/1,65 Р/0,491 М/1,67 У/1,69 М/1,80 Р/1.75 Р/0,916 Р/0,491 Р/1,75 Р/1,79 М/1,89 У/1,32 М/1,80 Р/1,1 М/1,65 У/1,09 Р 0,853 Пр/1,1 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 Данные
карманы наиболее разнообразны в
верхней одежде пальтово-костюмного
ассортимента. Они различаются
направлением прореза кармана –
горизонтальные, наклонные, вертикальные;
формой листочки – прямоугольные,
фигурные; способом обработки боковых
сторон листочки – с втачными и
настрочными концами; конструкцией
листочек – листочки цельновыкроенные
и с подкладкой; местом расположения –
боковые, верхние карманы.
Данные
карманы наиболее разнообразны в
верхней одежде пальтово-костюмного
ассортимента. Они различаются
направлением прореза кармана –
горизонтальные, наклонные, вертикальные;
формой листочки – прямоугольные,
фигурные; способом обработки боковых
сторон листочки – с втачными и
настрочными концами; конструкцией
листочек – листочки цельновыкроенные
и с подкладкой; местом расположения –
боковые, верхние карманы. 329(б)
329(б) 1,80
1,80 Рисунок
6 Графы процесса обработки кармана с
листочкой с втачными концами
Рисунок
6 Графы процесса обработки кармана с
листочкой с втачными концамиМ/1,89
М/2.82
Р/0,745
Р/0,745
У/2,62
М/2,82
У/2,67
В
Изделие
Детали кармана
ариант 3
У/1,09
Пр/1,01
Р/1,24
Р/1,01
У/1,32
Р/1,75
М/1,67
Р/0,491
М/1,80
Р/1,79
Р/0,916
Р/0,745
М/1,89
М/2,82
У/2,62
Рисунок 7 Затраты времени по этапам обработки кармана с листочкой с втачными концами
Одним из показателей, характеризующих эффективность методов обработки, служит анализ выбранных методов обработки по видам работ. Затраты времени по видам работ приводятся в таблице 10 и в виде диаграммы (рисунок 8).
Таблица 10 Характеристика методов обработки кармана с листочкой с втачными концами
Вид работ |
Затраты времени по видам работ, мин. |
Доля видов работ, % |
|||||
1 вариант |
2 вариант |
3 вариант |
1 вариант |
2 вариант |
3 вариант |
||
Р |
6,702 |
5,957 |
4,957 |
25,7 |
22,6 |
18,8 |
|
М |
9,83 |
8,18 |
8,18 |
29,8 |
25,6 |
22,7 |
|
У |
6,77 |
5,08 |
5,08 |
25,7 |
21,3 |
19,6 |
|
Рисунок 8 Характеристика методов обработки кармана с листочкой в женском демисезонном пальто по видам работ
 Качество
обработки узла оценивается по внешнему
виду и показателям физико-механических
свойств (формоустойчивость, износостойкость,
прочность соединения и т.п.) Стабильность
качества оценивается по степени
механизации обработки узла.
Качество
обработки узла оценивается по внешнему
виду и показателям физико-механических
свойств (формоустойчивость, износостойкость,
прочность соединения и т.п.) Стабильность
качества оценивается по степени
механизации обработки узла.
Степень механизации обработки (Рм) определяется по формуле:
Рм= Тмех / Тузла * 100% , (3)
Где Тмех – время механизированных операций, мин;
Тузла – общая затрата времени на узел, мин.
Результаты расчетов представлены в форме таблицы 11.
Таблица 11 степень механизации по вариантам обработки кармана с листочкой с втачными концами
Показатели |
Единицы измерений |
Варианты обработки |
||
1 |
2 |
3 |
||
Затраты времени на механизированные технологические операции, Тмех |
мин |
9,83 |
8,18 |
8,18 |
Общая затрата времени на обработку узла, Тобщ |
мин |
29,056 |
24,725 |
24,729 |
Степень механизации обработки, Рм |
% |
33,9 |
33,1 |
33 |
Таблица 12 Основные факторы, определяющие выбор рационального метода обработки
Показатели |
Единицы измерений |
Варианты обработки |
||
I |
II |
III |
||
Трудоемкость |
мин |
29,056 |
24,725 |
24,729 |
Степень механизации работ |
% |
33,9 |
33,1 |
33 |
Количество специальных машин |
- |
1 |
1 |
- |
Технологичность |
- |
13 |
13 |
12 |